 ISO252391搅拌摩擦焊铝合金术语.docx
ISO252391搅拌摩擦焊铝合金术语.docx
- 文档编号:25346241
- 上传时间:2023-06-07
- 格式:DOCX
- 页数:13
- 大小:2.68MB
ISO252391搅拌摩擦焊铝合金术语.docx
《ISO252391搅拌摩擦焊铝合金术语.docx》由会员分享,可在线阅读,更多相关《ISO252391搅拌摩擦焊铝合金术语.docx(13页珍藏版)》请在冰豆网上搜索。
ISO252391搅拌摩擦焊铝合金术语
搅拌摩擦焊-铝合金-第一部分:
术语
范围
此部分ISO25239定义了搅拌摩擦焊的术语与定义。
在此标准中,术语“铝”涉及铝及其合金。
术语与定义
针对此文件的用途,适用于下列各项术语与定义。
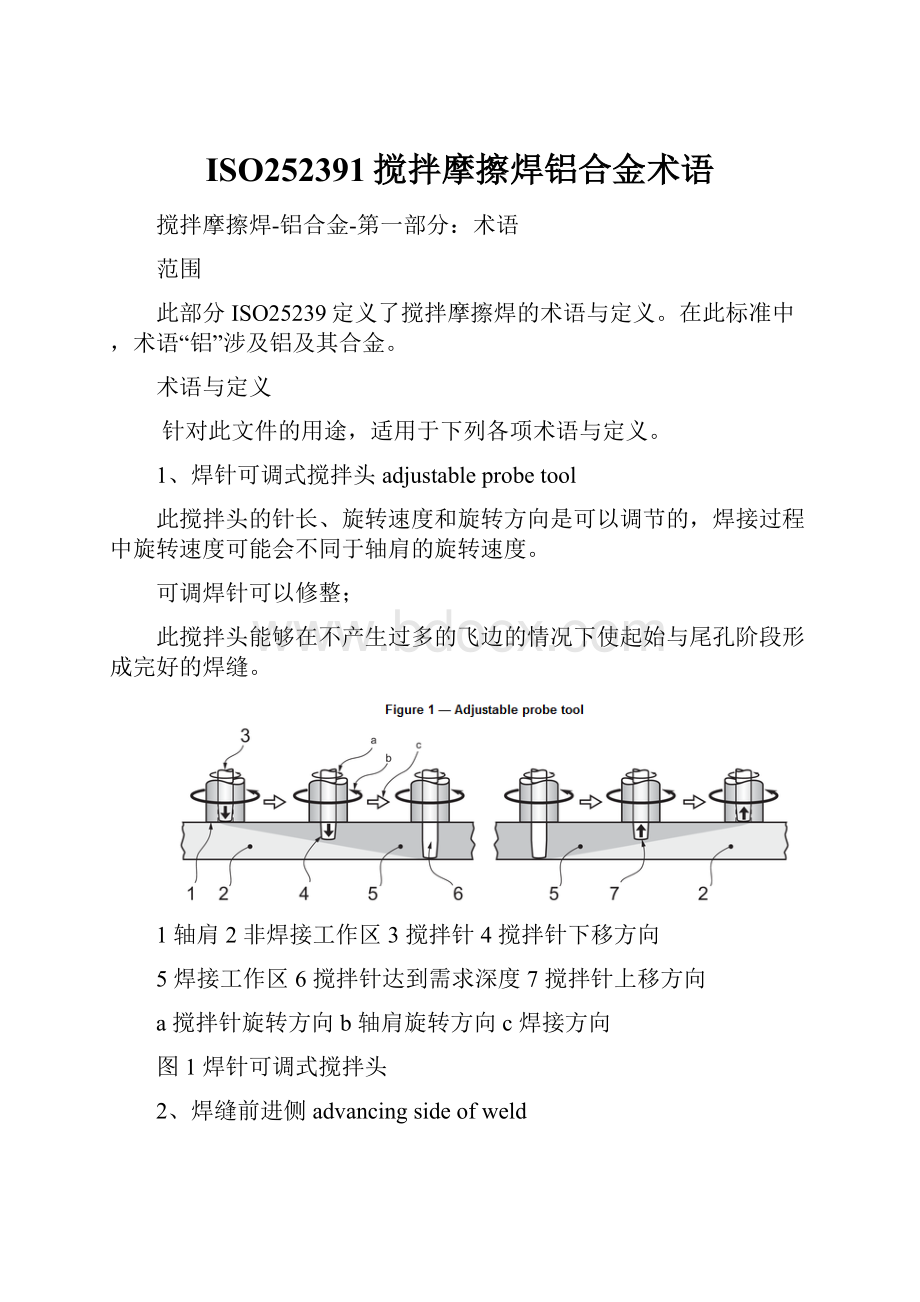
1、焊针可调式搅拌头adjustableprobetool
此搅拌头的针长、旋转速度和旋转方向是可以调节的,焊接过程中旋转速度可能会不同于轴肩的旋转速度。
可调焊针可以修整;
此搅拌头能够在不产生过多的飞边的情况下使起始与尾孔阶段形成完好的焊缝。
1轴肩2非焊接工作区3搅拌针4搅拌针下移方向
5焊接工作区6搅拌针达到需求深度7搅拌针上移方向
a搅拌针旋转方向b轴肩旋转方向c焊接方向
图1焊针可调式搅拌头
2、焊缝前进侧advancingsideofweld
搅拌头旋转的方向与焊接前进方向相同的焊缝一侧,见图1序号7。
1工件2搅拌头3轴肩4搅拌针5焊缝表面6后退侧7前进侧8尾孔
a搅拌工具旋转方向b搅拌工具向下运动c轴向力d焊接方向
e搅拌头向上运动
图2搅拌摩擦焊的基本原理
3、轴向力axialforce
沿着搅拌头旋转轴作用于工件的作用力,见图1序号c。
4、双轴肩搅拌头bobbintool
搅拌头由固定长度的搅拌针和两个分离的轴肩组成,见图2。
5、结束停留时间dwelltimeatendofweld
从搅拌针在焊接前进方向停止行走,至搅拌针开始离开焊缝的这段时间。
6、起始停留时间dwelltimeatstartofweld
从搅拌针扎入材料后,至搅拌针开始向焊接方向运动的这段时间。
7、尾孔exithoe
在焊接结束部位,搅拌头移走后留下的孔,见图1序号11。
8、接合面fayingsurface
一个接头中一个工件与另一个工件的接触面
9、固定搅拌针fixedprobe
伸出轴肩固定长度的搅拌针,焊接中旋转方向、速度均与轴肩相同。
10、压力控制forcecontrol
焊接过程中使搅拌头维持所需压力的措施。
11、搅拌摩擦焊frictionstirwelding
旋转的搅拌头插入被焊材料产生摩擦热,使材料热塑化,实现工件间固相连接的焊接方法。
12、锻压侧heel
搅拌头前进反方向的轴肩部分。
13、压入量heelplungedepth
轴肩后缘压入工件内部的深度。
14、界面畸变hook
焊接焊缝前进或后退侧的接合面上产生的未融合曲线。
备注:
界面畸变可能向上也可能向下,图6c所示为一个向上的界面畸变。
a)焊接前b)焊接过程中c)焊接后
关键字:
b焊缝宽度t1上部工件的原始厚度t2上部工件后退侧焊后的厚度
t3上部工件前进侧焊后的厚度
1上部工件2下部工件3后退侧,缝隙尖端方向朝向轴肩(上部工件)
4前进侧,缝隙尖端锻压侧方向朝向轴肩(上部工件)5搅拌头
15、根部未焊透incompletepenetration
焊接接头根部未熔合的现象,见图7。
1、工件2、焊缝
a、焊接接头(接合面)b、焊接缺陷-没有塑性变形c、焊接缺陷-剧烈的塑性变形
图7含未焊透缺陷的对接焊缝宏观断面
16、横向偏移lateraloffset
搅拌头轴线偏离接合面的距离。
17、多道焊接multi-runwelding
超过一次重复焊接完成的焊缝。
18、多搅拌头multiplespindles
有两个或者多个轴的搅拌摩擦焊系统。
19、位移控制positioncontrol
焊接过程中保持搅拌头处于所需位置的措施。
20、预焊接工艺试验pre-productionweldingtest
预焊接工艺试验与工艺评定试验有一样的功能,但是是在能够概况生产条件的非标准测试件上进行的。
21、搅拌针probe
搅拌头的一部分,扎入工件实现焊接。
备注:
搅拌针可以是固定的或可调整的。
22、产品样件焊接测试productionsampleweldingtest
实际生产焊接产品的测试。
23、生产焊接试验productionweldingtest
生产前在生产条件下进行的焊接试验。
24、焊缝后退侧retreatingsideofweld
搅拌头旋转方向与焊接方向相反的焊缝一侧,见图1序号12。
25、轴肩shoulder
焊接过程中搅拌头与工件表面解除的部分。
26、侧倾角tiltangle
搅拌头中心线与焊接工件表面的垂线之间的夹角,这个夹角在垂直于焊接方向的面上进行测量。
27、单道焊single-runwelding
经过一次焊接完成的焊缝。
28、单搅拌头singlespindle
只有一个搅拌头的搅拌摩擦焊焊接系统。
29、标准焊接试验standardweldingtest
为了评定焊工技能水平而按标准进行焊接试验。
30、搅拌区域stirredzone
焊缝中发生剧烈变形的区域,该区域中等轴晶粒组织消失。
31、倾角tiltangle
在焊接方向反面,搅拌头中心线和工件表面垂线之间的角度。
典型的倾角为0º~5º。
32、飞边toeflash
搅拌摩擦焊焊接过程中沿着焊缝边缘挤出的材料。
图9飞边
33、搅拌头tool
搅拌摩擦焊中,由轴肩和搅拌针组成的旋转部分。
34、未填满underfill
由于压入量过大,使得焊缝表面低于母材表面的现象。
35、焊接重叠区weldoverlaparea(WOA)
焊接过程中焊接结束区域与焊缝开始区域重叠。
常见于管焊接、二维封闭曲线焊接。
图11未填满
36、焊工weldingoperater
能完全操作机械或自动搅拌摩擦焊设备的人员。
37、焊接工艺规程weldingprocedurespecification(WPS)
规范焊接过程的文件。
搅拌摩擦焊焊接工艺规程(WPS)应包含以下内容:
制造商信息、搅拌头规格、母材、设备编号、定位要求、旋转速度、焊接速度、轴向力(或压入量)、倾角、停留时间。
38、搅拌头旋转方向directionoftoolrotation
从驱动搅拌头旋转的主轴方向观察到的旋转方向。
39、搅拌头旋转速度rotationalspeed
搅拌头每分钟旋转的转数。
40、焊接速度weldingspeed
沿着焊接方向焊接操作的进给速率。
41、线性错边linearmisalignment
两块焊接试件发生错位,虽然两试件表面所在平面是平行的,但它们并不在同一平面,见图5。
42、S线jointlineremnant
焊缝中细小的断断续续的氧化物层,见图6。
43、隧道型缺欠elongatedcavity
沿焊接方向塑性金属流动未填满焊缝形成的类似隧道的孔洞
44、表面沟槽surfacefurrow
焊缝表面出现的类似沟槽的缺欠。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- ISO252391 搅拌 摩擦 铝合金 术语
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
现场活动抽奖策划Word文档下载推荐.docx
-
癌痛规范化治疗相关管理制度与职责范文Word格式.docx
-
北大纵横河北石油河北石油岗位评价报告Word文件下载.docx
-
《中国传统节日的民俗文化》 教学设计Word下载.docx
-
参考借鉴小学英语人称代词练习大全docWord文件下载.docx
-
心理知识竞赛知识宝库Word格式文档下载.docx
-
北京各区中考一模试题及答案word10套极品试题Word文件下载.docx
-
未来生活英语作文Word文档格式.docx
-
小区的室外管网及管线综合设计指引教案资料文档格式.docx
-
中考语法文学常识句子衔接基础知识梳理Word文件下载.docx
-
第三部分债权总论案例Word下载.docx
-
物流管理信息平台整体建设方案文档格式.docx
-
统计学案例相关回归分析Word下载.docx
-
信息安全工程师下午习题记忆点Word格式.docx
-
学校寝室管理制度Word格式.docx
-
白酒工作总结Word格式文档下载.docx
-
西交《行政管理学高起专》在线作业DBC739621B514F4B9ED4D1473FE683D5总16页Word文件下载.docx
-
烃的含氧衍生物醛羧酸酯课时跟踪训练Word文档格式.docx
-
窦桂梅文言文教学的几点思考Word文件下载.docx
