 数控铣工中级技能鉴定操作考核试题.docx
数控铣工中级技能鉴定操作考核试题.docx
- 文档编号:25196815
- 上传时间:2023-06-06
- 格式:DOCX
- 页数:44
- 大小:451.31KB
数控铣工中级技能鉴定操作考核试题.docx
《数控铣工中级技能鉴定操作考核试题.docx》由会员分享,可在线阅读,更多相关《数控铣工中级技能鉴定操作考核试题.docx(44页珍藏版)》请在冰豆网上搜索。
数控铣工中级技能鉴定操作考核试题
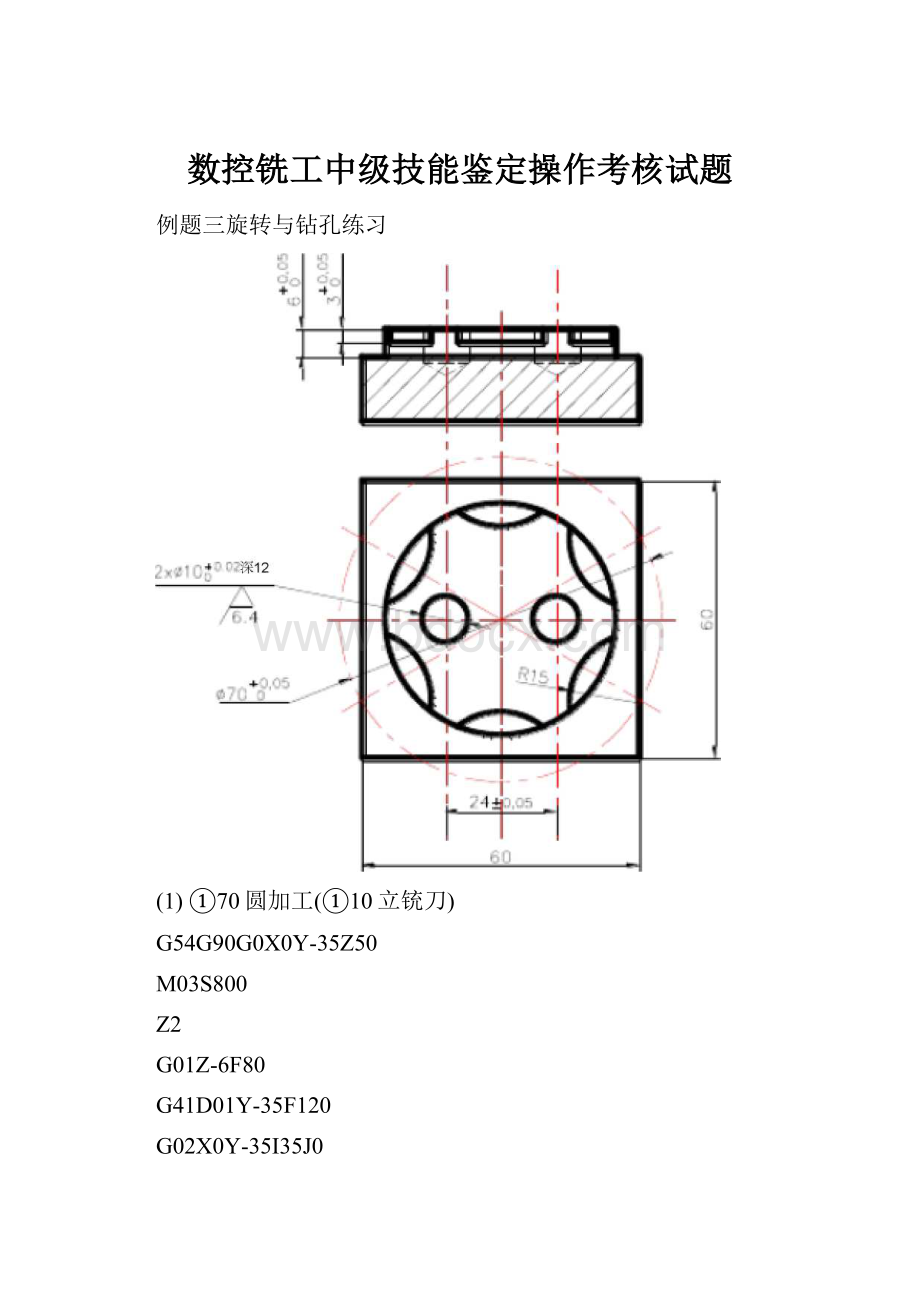
例题三旋转与钻孔练习
(1)①70圆加工(①10立铳刀)
G54G90G0X0Y-35Z50
M03S800
Z2
G01Z-6F80
G41D01Y-35F120
G02X0Y-35I35J0
G40Y-50
G0Z50
M05
M30
(2)旋转加工六个圆弧(①10立铳刀)
G54G90G0X0Y0Z50
M03S800
M98P111
G68X0Y0P60
M98P111
G69
G68X0Y0P120
M98P111
G69
G68X0Y0P180
M98P111
G69
G68X0Y0P240
M98P111
G69
G68X0Y0P300
M98P111
G69
M05
M30
%111
X0Y-35
Z2
G01Z-3F80
G41D01Y-50F120
G03X0Y-50I0J15
G01G40Y30
G0Z50
X0Y0
M99
⑶①10孔加工(①2中心钻①10麻花钻)
G54G90G0X-12Y0Z50
M03S800
G81R2Z-3F50(钻定位孔)
X12
G80
G0Z50
M05
M30
G54G90G0X-12Y0Z50
M03S900
G83R2Q-1.5K1Z-12F40(①10孔加工)X12
G80
G0Z50
M05
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
4
1
50±J.;3
-4
r.[)
—
二、考核内容:
1•编写图示零件的加工工艺及数控加工程序。
2•完成图示零件的粗加工和精加工。
三、考核时限:
1•编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2•完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
2
2
选择刀具
刀具选择合理,符合加工要求
2
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
5
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
4-0.05
超差0.01扣1分
5分
2
5-0.05
超差0.01扣1分
5分
3
粗糙度Ra3.2
未达到该等级全扣
5分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
50±0.03
超差0.01扣1分
5分
6
30±0.03
超差0.01扣1分
10分
7
孔010H7
超差0.01扣1分
10分
8
孔016
超差0.01扣1分
10分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
r-'j
"I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
其余厅
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2.完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
4
2
选择刀具
刀具选择合理,符合加工要求
5
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
5
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
R6
超差0.01扣1分
5分
2
R8
超差0.01扣1分
5分
3
R12
超差0.01扣1分
5分
4
R16
超差0.01扣1分
5分
5
16±0.02
超差0.01扣1分
10分
6
8-0.05
超差0.01扣1分
10分
7
5-0.05
超差0.01扣1分
10分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
r-'j
"I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
£
:
口”
I厂
、
uu
A
±0.03
Ifcl
C
£
GO
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2.完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
3
选择量具
量具选择合理,能使用量具正确测量工件
2
2
选择刀具
刀具选择合理,符合加工要求
3
1
加工工艺
写出合理的加工工艺过程
5
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
2x060+0.080
超差0.01扣1分
5分
2
/+0.05
40
超差0.01扣1分
10分
3
60+0.05
超差0.01扣1分
10分
4
16±0.03
超差0.01扣1分
5分
5
8±0.03
超差0.01扣1分
5分
6
10
超差0.01扣1分
5分
7
10021
超差0.01扣1分
10分
8±0.03
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
■©
a
■J:
to
_
〃|CU4|卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
其余亠
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
+0020
2XO100.
超差0.01扣1分
10分
2
60+0.05
超差0.01扣1分
10分
3
30+0.05
超差0.01扣1分
5分
4
孔深12
超差0.5扣1分
5分
5
8±0.03
超差0.01扣1分
5分
6
R15
超差0.01扣1分
5分
7
11002
超差0.01扣1分
10分
8
+0.050
O700
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
KA>
£.0
1丄|0•心卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
/
1
/
W;;
S也m7
Z
Z
"
5-2
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测
量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
R12
超差0.01扣1分
5分
2
R4
超差0.01扣1分
5分
3
凸台5-0.02
超差0.5扣1分
10分
4
槽深6-0.02
超差0.5扣1分
10分
5
24±0.03(2处)
超差0.01扣1分
10分
6
38±0.03(2处)
超差0.01扣1分
10分
7
粗糙度Ra3.2
未达到该等级全扣
5分
8
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
■©
a
■J:
to
_
〃|CU4|卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
lOrj
dO
ru
I
(_s
、■!
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
2-010H7
超差0.01扣1分
10分
2
6±0.031
超差0.01扣1分
10分
3
13±0.01
超差0.01扣1分
5分
4
槽深4
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
016
超差0.01扣1分
5分
8
018
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取
消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
r-'j
"I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
33.5
划I
60
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
MT芒*
超差0.01扣1分
10分
3
超差0.01扣1分
5分
4
槽深6
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
超差0.01扣1分
5分
8
6±0.02
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分1
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.
2.
工件材料为铝合金
未注明粗糙度为Ra3.2
姓名:
数控铳工(中级)技能鉴定操作考核试题
单位:
准考证号:
考件号:
、考试图样:
^^4-R5~'
4-
q
SB
p°-0;ol^
o
501
—■
-6
〕,03
0_
O
9
mnjoo
oo+IoLD
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
.亠
■-11.
超差0.01扣1分
10分
2
超差0.01扣1分
10分
3
槽深3
超差0.1扣1分
10分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
粗糙度Ra3.2
未达到该等级全扣
10分
6
槽深6
超差0.1扣1分
5分
7
超差0.01扣1分
5分
8
文明生产
违反操作规程全扣,严重者取
消考试资格
5分
考评员签字
总分
结束时间:
考试日期:
开始时间:
毛坯图
技术要求:
1.
2.
工件材料为铝合金
未注明粗糙度为Ra3.2
姓名:
数控铳工(中级)技能鉴定操作考核试题
单位:
准考证号:
考件号:
、考试图样:
4-0S
+0,05
8—0.024^10
\
+0,05
05Jo,02
16
9
卜
O
O
sow黑
go+
—鋼
/
17.65
60
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
S+丄C
门7
超差0.01扣1分
10分
3
槽深3
超差0.1扣1分
10分
4
粗糙度Ra1.6
未达到该等级全扣
5分
5
粗糙度Ra3.2
未达到该等级全扣
10分
6
槽深6
超差0.1扣1分
5分
7
超差0.01扣1分
5分
8
文明生产
违反操作规程全扣,严重者取
消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.
2.
工件材料为铝合金
未注明粗糙度为Ra3.2
数控铳工(中级)
姓名:
单位:
准考证号:
考件号:
、考试图样:
48;52
曲5船
刘07
3S1
+I
L:
O
g9
3-Z
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:
60分钟。
2、完成图示零件的粗加工和精加工时间:
60分钟。
四、评分标准:
序号
项目
评分标准
配分
得分
1
加工工艺
写出合理的加工工艺过程
5
2
选择刀具
刀具选择合理,符合加工要求
3
3
选择量具
量具选择合理,能使用量具正确测量工件
2
1
写出走刀路线及建立工件坐标系
不写出走刀路线扣2分
未建立工件坐标系扣2分
4
2
程序号
无程序号扣1分
1
3
程序内容
每错一个程序段扣1分
出现危险程序段扣5分
25
1
超差0.01扣1分
10分
2
十肿定
超差0.01扣1分
10分
3
「7r+ri
八”—n02
超差0.01扣1分
5分
4
槽深4
超差0.5扣1分
5分
5
粗糙度Ra1.6
未达到该等级全扣
5分
6
粗糙度Ra3.2
未达到该等级全扣
10分
7
槽深8
超差0.01扣1分
5分
8
槽深6
超差0.01扣1分
5分
9
文明生产
违反操作规程全扣,严重者取消考试资格
5分
考评员签字
总分
开始时间:
结束时间:
考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra3.2


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 铣工 中级 技能 鉴定 操作 考核 试题
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
年产2万吨方便米粉生产线建设项目可行研究报告代项目建议.docx
-
随州中考名著指导.docx
-
农村无线覆盖成功运作.docx
-
揭阳市高中毕业班高考第二次模拟考试文科综合二模.docx
-
七年级语文下册第6单元21诗词五首白雪歌送武判官归京教案语文版.docx
-
横明竖隐玻璃幕墙计算.docx
-
青岛版数学七年级上册第六章《整式的加减》复习学案.docx
-
女人经期吃什么好 生理期吃啥补血又养颜.docx
-
审计学重点整理内容.docx
-
民族理论和民族政策课程自测题.docx
-
人教版选修3化学第一章 原子结构与性质 单元测试题答案.docx
-
实习报告书D化工072.docx
-
苏教版小学音乐第08册全册教案.docx
-
三角函数图像与性质信息化教学设计.docx
-
木叉弹弓制作全过程选材整型打磨上腊油绑皮筋.docx
-
同学表扬信多篇.docx
-
塔城第四批20项堵点问题处理进展报告.docx
-
山东省烟台市届高三五月份适应性练习 理综二烟台二模.docx
-
土建工程验收表格模板.docx
