 设备单机试车方案.docx
设备单机试车方案.docx
- 文档编号:25174239
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:28
- 大小:30.15KB
设备单机试车方案.docx
《设备单机试车方案.docx》由会员分享,可在线阅读,更多相关《设备单机试车方案.docx(28页珍藏版)》请在冰豆网上搜索。
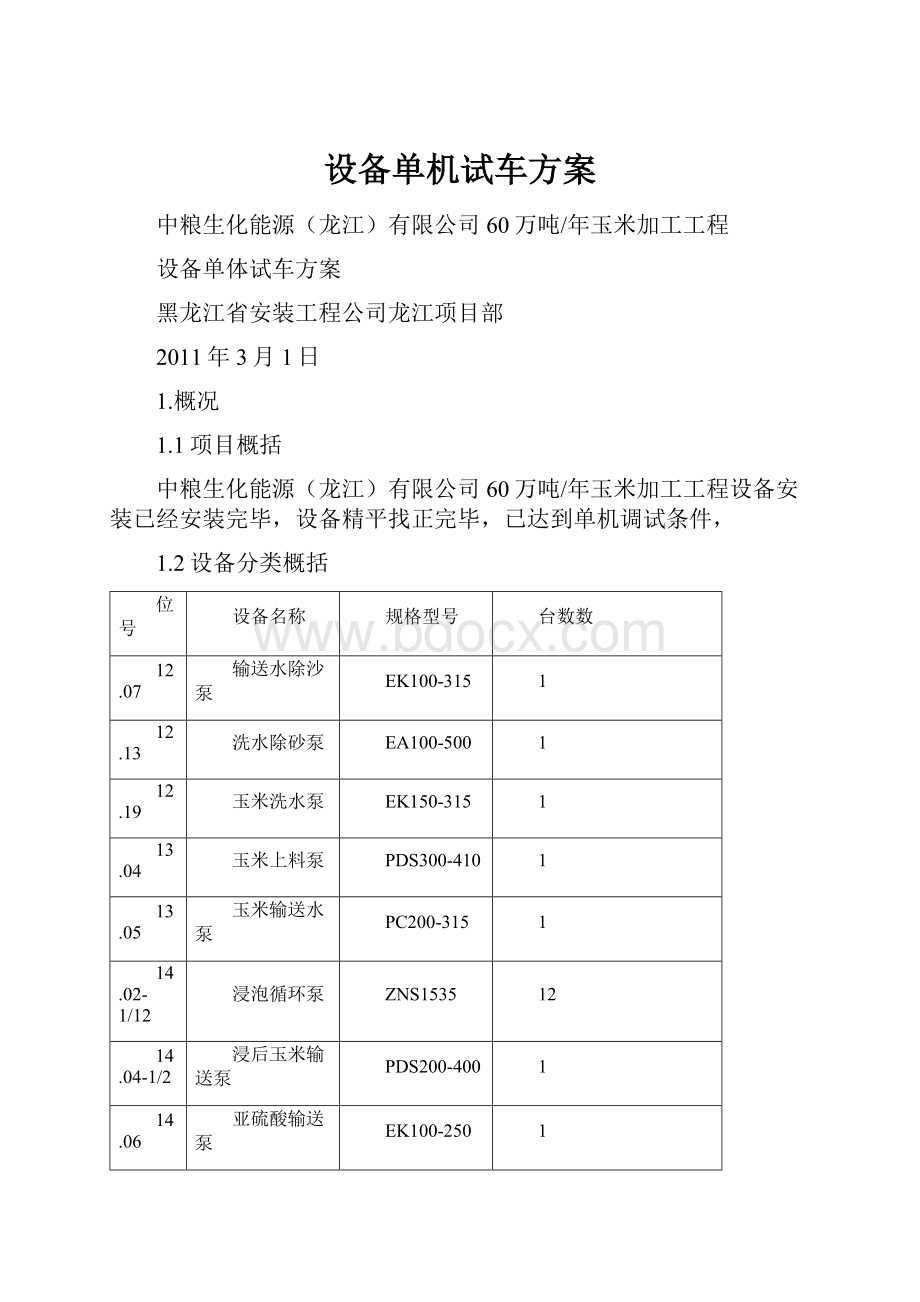
设备单机试车方案
中粮生化能源(龙江)有限公司60万吨/年玉米加工工程
设备单体试车方案
黑龙江省安装工程公司龙江项目部
2011年3月1日
1.概况
1.1项目概括
中粮生化能源(龙江)有限公司60万吨/年玉米加工工程设备安装已经安装完毕,设备精平找正完毕,已达到单机调试条件,
1.2设备分类概括
位号
设备名称
规格型号
台数数
12.07
输送水除沙泵
EK100-315
1
12.13
洗水除砂泵
EA100-500
1
12.19
玉米洗水泵
EK150-315
1
13.04
玉米上料泵
PDS300-410
1
13.05
玉米输送水泵
PC200-315
1
14.02-1/12
浸泡循环泵
ZNS1535
12
14.04-1/2
浸后玉米输送泵
PDS200-400
1
14.06
亚硫酸输送泵
EK100-250
1
14.10
稀玉米浆输送泵
EK100-315
1
14.14
除石器冲洗水泵
Q=120m3/hH=40m
1
14.40
亚硫酸中间泵
ZK100-250
1
14.44
碱液输送泵
EK40-315
1
14.66
废热Ⅰ效循环泵
KHZ250-200-315
1
14.67
废热Ⅱ效循环泵
KHZ250-200-315
1
14.68
Ⅱ效循环泵
KHZ300-250-315
1
14.69
Ⅲ效循环泵
KHZ300-250-315
1
14.70
废热效冷凝水泵
KHZ150-125-315
1
14.71
Ⅰ效冷凝水泵
KHZ125-80-315
1
14.72
MVR冷凝水泵
KHZ50-32-160
1
14.73
真空泵
2BE253
1
14.76
碱洗液泵
EK80-250
1
14.81
地下水泵
Y112M-2
1
14.79
蒸发地坑泵
EA40-400
1
14.85
浸泡排水泵
EA40-400
1
14.92-1
浓玉米浆泵
EK40-250
1
14.92-2
浓玉米浆泵
WHZ265-40-250
1
15.07
一级胚芽分离泵
ZNK8610
1
15.14
二级胚芽分离泵
ZNK8610
1
15.18
三道磨进料泵
PA150-400
1
15.24
三道磨后液泵
PA150-250
1
15.43
胚芽洗涤泵
EK100-400
1
15.61
纤维分离曲筛进料泵
2NS1540
1
15.62-1/5
纤维洗涤泵
ZNS1535
5
15.62-6
纤维脱水泵
ZNS1535
1
15.81
亚硫酸工艺水泵
ZNK4250
1
15.92
淀粉乳除砂进料泵
ZNS1540
1
15.98-1/2
主分离心机进料泵
ZNS1535
2
15.98-3
浓缩旋流器供料泵
Q=200m3/hH=70m
1
16.05-1/2
麸质浓缩离心机进料泵
EK125-250
2
16.23-1
麸质过滤进料泵
EA100-500
1
16.23-2
麸质过滤高位罐进料泵
EK125-315
1
16.27
板框滤布洗水泵
Q=25m3/hH=416m
1
16.29
板框压挤洗水泵
Q=25m3/hH=150m
1
16.32
板框碱洗水泵
EK50-315
1
16.37
淀粉洗涤进料泵
ZNK6410
1
16.47-1/12
淀粉洗涤泵
ZNK8610
12
16.51
淀粉洗涤水泵
PA100-450
1
16.57-1/2
澄清离心机进料泵
PC65-250
2
16.57-3
主离心机冲洗水泵
EK50-315
1
16.59
废液泵
PA50-450
1
16.64-1/2
板框滤液泵
EK50-200
2
16.74-1/4
手提式清洗泵
4
16.77-1/2
精淀粉乳泵
EK80-315
2
16.77-3
制糖精淀粉乳泵
WHZ125-100-315A
1
16.83
溢流液泵
EK80-400
1
16.86
小分离机进料泵
EK65-315
1
16.91-1
工艺水泵
EK150-400
1
16.91-2
离心机供水泵
EK150-400
1
16.96
事故水泵
EK50-250
1
16.98-1/2
密封水泵
EK50-200
1
16.99-1/2
地下水槽悬臂泵
LY50-250
2
17.03-1/2
凝结水泵
CR90-3
2
17.03-3/6
四联泵
QGP10F
1
位号
设备名称
规格型号
台数数
12.06
除尘风机
6-39No-5.6A
1
14.41-1/2
尾气风机(防腐)
9-19No4A
1
14.42
风机(用于浸泡尾气)
1
14.59
废气引风机
4-73No-12.5D
1
14.61
MVR压缩风机
1
15.30
排气风机
1
15.65
排气风机
4-73NO.8D
1
18.02-1/2
尾气风机(与18.01配套)
2
18.04
干胚芽输送风机
3HE-140
1
19.02
尾气风机
4-73-8C
1
20.02-1/2
尾气风机
4-73-8C
2
20.02-3/4
尾气风机
2
21.10-1/4
引风机
4
位号
设备名称
规格型号
台数数
15.70
转筛出料螺旋
φ500L=14000mm85r/min
1
15.72-2
螺旋输送机
LS400L=13600mm
1
16.24-1/14a
板框下料螺旋输送机
LS400满叶螺旋浆叶
14
16.30-2
输送螺旋
L=12.5mLS400
1
16.30-3
输送螺旋
L=10.7mLS400
1
19.03
进料螺旋输送机
φ350L=1350mm
1
19.05
返料螺旋输送机
LS500L=8800mm240
1
19.06
出料螺旋输送机
φ450n=62.6rpm
1
19.07
蛋白破碎螺旋
混料螺旋
1
20.00
回填螺旋输送机
LS350L=10000mm150
1
20.03-1/2
进料螺旋输送机
φ500L=750
2
20.03-3/4
进料螺旋输送机
φ350L=930
2
20.04-1/2
螺旋混料机
φ1000L=5500
2
20.05-1/2
进料螺旋输送机
LS450L=6300
2
20.06-1/2
出料螺旋输送机
LS500L=7600190
2
20.07-1/2
返料螺旋输送机
LS500L=10900140
2
21.02-1/4
混料螺旋(附:
计量装置)
6000*1400*1600
4
21.03-1/4
出料螺旋
φ450变距
4
位号
设备名称
规格型号
台数数
15.04-1/6
头道磨
TCM920
6
15.11-1/3
二道磨
TCM920
3
15.20-1/6
三道磨
LZM1000-NA
6
位号
设备名称
规格型号
台数数
16.00-1/2
主分离心机
CH-38
2
16.07-1/2
麸质浓缩离心机
CH-38
2
16.10-1/2
澄清缩离心机
CH-38
2
16.79-1/2
卧螺离心机
LWS520
2
16.80-1/8
刮刀离心机
GKH1600-N
8
16.91-2
离心机供水泵
EK150-400
1
12.06
除尘风机
6-39No-5.6A
1
18.01-1/2
胚芽干燥器
GZGF=1100m2
2
18.03-1/2
胚芽输送回转阀
PCB2504t/h
2
18.04
干胚芽输送风机
3HE-140
1
18.09-1/2
旋风下料回转阀
PC1500.4t/h
2
19.01
麸质干燥器
GZG1500DF=1500m2
1
19.09-1/2
旋风下料回转阀
PC1500.4t/h
2
19.13
滚筒筛
1
20.01-1/2
纤维干燥机
GZGF=1500m2
2
20.01-3/4
纤维干燥机(加浆)
GZGF=1300m2
2
20.02-1/2
尾气风机
4-73-8C
2
20.02-3/4
尾气风机
2
20.09-1/4
旋风下料回转阀
PC1504t/h
4
20.09-5/6
旋风下料回转阀
PC1504t/h
2
20.09-7
碎玉米卸料转阀
PC2504t/h
1
20.09-8/9
出浆转阀
DN450
1
21.04-1/4
抛料器
4
21.09-1/8
回转阀
PC4008t/h
8
21.10-1/4
引风机
4
2.编制依据
粮生化能源(龙江)有限公司60万吨/年玉米加工工程设备安装施工图
《起重机设备安装工程施工及验收规范》GB50278-98
《连续输送设备安装工程施工及验收规范》GB50270-98
《机械设备安装工程施工及验收通用规范》GB50231-2009
《压缩机、风机、泵安装工程施工及验收规范》GB50275-98
《破碎、粉磨设备安装工程施工及验收规范》GB50276-98
设备随即技术文件
3.试车管理组织机构
指挥长:
赵福林
副指挥长:
孙悦领
项目技术负责人:
牛文峰
设备负责人:
唐武林
工艺负责人:
王怀志
组长:
黄威
4.试车准备
4.1试车设备表面均应擦拭洁净,设备室清洁无尘土。
4.2设备各润滑系统按设备随机使用说明加注润滑油脂完毕。
4.3设备电机部分正反转调试完毕,电机单独2小时试车完毕。
4.4试车记录表格准备齐全。
4.5设备制造厂技术人员到场。
5.试车
5.1泵试车
5.1.1?
单机试车前检查
5.1.1.1?
?
严格要求试车人员资格。
由生产制造厂家人员负责,建设安装单位参加。
试车操作人员必须经过学习考核合格、并能正确熟练操作。
专人负责指挥,不得多头指挥违章操作,以防止事故发生。
5.1.1.2?
?
检查泵地脚螺栓是否牢固,泵体各部位螺栓有无松动,对轮连接是否紧固。
5.1.1.3?
?
检查油箱内润滑油牌号是否正确,油量是否充足。
5.1.1.4?
?
检查密封是否过紧或过松。
应将填料盘根压盖适当松开,待运行稳定后再重新停泵紧固。
5.1.1.5?
?
检查泵出口压力表、远传压力表是否就位、安装是否牢靠。
5.1.1.6?
?
检查安全阀、排空阀、稳压包等焊接口是否牢固,是否有保护措施。
5.1.1.7?
?
检查并关闭进出口阀门。
进口阀2个(每泵各1),出口阀24个(12支喷枪、12支喷枪排空),仪表检修低点排空阀1个。
5.1.1.8?
?
手动盘车,使每支柱塞走完一个完整行程,确认无卡涩现象。
5.1.1.9?
检查电气是否安全送电,电缆接头、设备接地是否稳固可靠。
5.1.1.10检查冷却水是否充足顺畅。
5.1.1.11检查现场仪表是否齐全、好用。
?
5.1.2?
试车
5.1.2.1?
?
开启泵冷却水。
5.1.2.2?
?
启动泵.。
5.1.2.3?
?
引入循环水。
开启泵入口阀门,且安装无泄漏。
检查确认各压力表显示与系统水压基本吻合,确认流量计读数基本准确。
5.1.2.4?
?
开启泵,变频器频率设为0Hz。
逐渐平稳提高频率至15Hz,确认电机转向正确,无其它异常
5.1.2.5?
?
运行1小时。
记录频率、流量等数据。
5.1.2.6?
遇到下列情况应立即停车:
1泵内发生异常声响;2振动过大;3轴承温度突然上升,超过70℃;4管路发生泄漏;5其它各种危及安全的情况。
故障处理完毕后,重新试车。
5.1.3?
试车需要达到的要求
5.1.3.1?
?
运行过程中,设备无异常振动和噪音。
5.1.3.2?
?
电机电流未超出额定电流值。
5.1.3.3?
?
流量、压力变化平稳均衡,达到设计能力。
5.1.3.4?
?
密封填料不泄漏。
5.1.3.5?
?
轴套温度不超过60℃。
5.1.3.6?
?
柱塞等主要摩擦部位正常。
5.1.3.7?
?
油温、油压正常。
5.1.4?
试车完毕后工作
5.1.4.1?
?
按操作规程停机。
5.1.4.2?
?
开低点排空阀排空。
5.1.4.3专人负责挂送电、试车牌。
5.1.4.4清理现场卫生。
5.1.5记录与报告
单机试车负责人整理记录、报告,并归档。
5.2.风机等设备的单机试车
5.2.1风机试运转
风机的试运转应在无载荷的情况下,检查转子与机壳确无磨擦和不正常声响。
断开风机部分单独试运电机,检查转动方向是否正确,电流是否合乎规定值,声音是否正常。
如运转良好,再逐步开大调节门,转入规定工况下运转,在运转过程中应严格控制电流,不得超过额定值。
风机起动后不得在临界转速附近停留,润滑油温度不应低于25℃,运转中轴承的进口温度不应高于40℃。
单独试运时间不少于4小时,满载荷运转不少于8小时。
滚动轴承温度不超过80℃。
振动不超过0.06mm,无异常声音,紧急事故按钮工作正常为电动机试运合格。
风机的操作
5.2.2风机启动前应做好下列准备
进风阀门关闭,出风阀门稍开
检查风机部分的间隙尺寸,转动部分与固定部分有无碰撞及磨擦现象
检查轴承箱的油位是否正常
检查冷却部分是否正常
检查就地操作系统是否正常
5.2.3风机启动后,逐渐开大调节门达到规定工况,在运转中,应经常检查轴承温度是否正常,运转中轴承的进油温度不应高于40℃,滚动轴温最高温度不得超过80℃。
5.2.4下列情况下必须紧急停车
风机有剧烈的噪声。
轴承的温度剧烈上升。
风机发生剧列振动、撞击和摩擦。
风机或电机的严重缺陷,危及设备或人身安全时。
发生火灾危及设备安全时。
发生人身事故时,须停止风机方能解救。
5.3刮板机、斗提机与螺旋输送机等输送设备试车
5.3.1试车前准备工作
设备及电气安装工作全部完毕,并检查合格;
现场清理干净,各配电室内不得有任何杂物;
检查各用油部件是否注油以及油位是否正确;
检查接线端子是否有松动现象;
检查所有紧固螺栓是否有松动现象,若发现松动要及时紧固;
检查所有回路和电气设备的绝缘情况是否可靠;
对控制、保护和信号系统进行空操作,检查所有的设备可动部分应动作灵活;
电动机空转前应先手动盘车并转动灵活,无异常声音及现象出现;
试车用的工机具全部准备齐全;
试车前必须检查皮带上是否有杂物,尤其各导料槽内。
1试车现场要设有警戒线、并有专人看护,非试车人员不得进入现场
5.3.2试车
瞬时启动查看方向,无问题后即可进行。
空负荷试车二小时检查
检查皮带不跑偏,皮带松紧适宜,清扫器灵活好用。
机架不发生震动和位移。
各部位运行平稳,无杂音和异常振动。
轴承温度正常。
联锁装置操纵机构灵敏、好用。
负荷试车
负荷试车时间为四小时。
负荷试车达到空负荷试车要求,即可交付生产。
5.3.3验收
设备检修符合质量标准,试车达到各项规定要求,检修记录,试车记录齐全、准确、即可按规定办理验收交付。
5.4磨试车
5.4.1?
?
?
?
试运转前的准备工作1、按图纸要求,向滑履轴承、主轴承和主减速机内注入润滑油。
2、按有关技术文件要求,向所有高低压稀油站油箱内注入润滑油。
3、检查所有润滑油路是否均已安装好。
4、磨机启动前,先试开润滑系统和高压启动装置,检查其是否有异常振动、漏油现象。
油量是否符合要求,洒油是否正常,回油情况是否良好;各个机构运转是否正常。
5、对冷却水系统进行检查,通水是否通畅,管路有无漏水、渗水现象。
6、所有润滑油系统管道安装完毕后,检查是否有渗漏现象。
7、检查所有具有方向性零件是否符合安装要求。
8、检查所有连接螺栓和地脚螺栓是否均拧紧。
9、各密封部位要密封良好,不准出现金属间的摩擦。
10、所有有关仪表、照明、信号装置均应完整良好。
11、所有电气设备及附属设备运转正常。
12、试运转时,操作人员均应在安全地区;设备内部不得遗留杂物;设备周围应无妨碍运转的物件。
5.4.2?
空负荷试运转5.4.2?
.1、在空负荷试运转之前,先开动润滑装置及高压起动系统,使磨体浮升并有润滑油进入摩擦副。
对主电机、主减速机按照有关规范操作。
5.4.2?
.2、开动慢速驱动装置,慢转1~2转,确认磨体按照正常运转,然后停磨,脱开慢速驱动离合装置,开动主电机。
5.4.2?
.3、开动主电机后进行空负荷运转1小时在此期间应进行检查并符合以下要求:
5.4.2?
.4、电动机电控系统启动、运行和各部位连锁装置的正常;5.4.2?
.5、各部位的润滑装置及冷却系统的工作正常,各个监视检测仪表反应正常;5.4.2?
.6、各润滑点的温度正常,轴承温度不超过规定设定值;磨机运行平稳,减速器无异常震动和噪音;5.4.2?
.7、所有润滑系统,冷却水系统均不应有渗漏现象;拧紧螺栓,以防松动。
5.4.2?
.8、一旦发生上述问题,应立即停车检查、调整,处理。
5.4.3?
填写记录表格:
5.4.3?
.1、填写单机无负荷试运转检查记录。
5.4.3?
.2、填写单机无负荷试运转温度检查记录。
5.4.3?
.3、填写单机润滑加油记录。
5.5离心机试车
5.5.1机器的调试
离心机按工艺图示安装完毕后,即可接通电源,作空车调试.
5.5.2运行前的检查
5.5.2.1检查离心机外露的各部分螺栓的紧固与密封情况.
5.5.2.2检查带轮的松紧程度,以压下1.5~3.5mm为准.
5.5.2.3启动前在需加油处应按有关规定加油脂.
5.5.2.4变频器设定与接线的几点注意事项.
5.5.2.4.1试运转前,请充分检查接线位置是否正确,特别是不能输入线和输出线接错,否则将要烧坏变频器.
5.5.2.4.2频率上限的设定50Hz.
5.5.2.4.3加速时间的设定>300秒,液压加速时间的设定>100秒.
5.5.2.4.4减速时间的设定>900秒,液压减速时间的设定>300秒.
5.5.3空载调试
5.5.3.1先启动液压泵使螺旋旋转,然后在低速启动转鼓,检查机(转固,螺旋)的转向,在排渣端前向分离液出口看为逆时针方向转.
5.5.3.2转向正确后,卧螺通过变频调速,转鼓缓慢均匀升速至额转速,升速时间不少于5分钟,以确保离心机启动平稳.
5.5.3.3检查机器运行情况,如出现振动大或有碰擦,杂音等应立即停机,检查原因,排除故障后方能再次启动.
5.5.3.4变频器的空载电流不大于20A,电压不低于365V.
5.5.3.5运行时检查两主轴承的壳体温度不大于70℃,液压站油温不大于65℃.
5.5.3.6新皮带使用1~2天后需重新调整皮带松紧程度.
5.5.4.负载试验
5.5.4.1空车试验结束后进行负载试验,通清水运行10~15分钟,同时检查各密封部位不得有泄漏.
5.5.4.2进料要均匀,流量应由小逐渐开大,到额定工艺流量,禁止突然开大流量.
5.5.4.3进料时要监视变频器的电流,注意负载工作电流最大不大于35A,电压不低于365V,一般使用时最大电流不大于32A为宜.
5.5.4.4进料温度在室温时,两主轴承外壳温度不大于75℃,温升不大于40℃,负载试验符合要求即可,正常进行操作.
5.6板框压滤机试车
5.6.1主要部件安装到位,按要求进行调整、检验,符合精度要求,零部件保证齐全、完好。
5.6.2电源及电机等接线正确无误,电机运转正常,液压站应加满清洁的液压油。
5.6.3安装好进料管、压缩空气管、水管、油管等管路及所有阀门,并保证其畅通无阻,避免返工。
5.6.4辅助设备均安装齐全。
5.6.5应准备好足够的虑浆、气源、水源等,满足试车条件。
5.6.6根据虑浆的过滤要求,应准备足够、合适的助虑剂货絮凝剂。
5.6.7填写试车记录,厂家、监理、中粮签字确认。
5.7其他设备试车
5.7.1.清洗设备各润滑管路和冷却水管,清除安装过程中留在管路中的焊渣、铁屑等杂质,机体内部清理、确认无杂物及卡碰磨等异常现象。
5.7.2.检查各设备各润滑点润滑油是否充足,油质及牌号符合说明书要求,润滑油路畅通。
与设备配套的润滑系统、液压系统、冷却系统、风动系统的管路是否清洁畅通,开关、阀门位置是否正确,油压符合设计要求。
5.7.3所有设备(特别是高速运转的设备)地脚螺栓和紧固件无松动。
5.7.4.清除设备内部一切杂物,关好检视门,特别是提升机底部,螺旋输送机内、各料仓内要认真清扫。
5.7.5.清扫设备周边环境,特别是回转设备和电机周围,保证操作人员进出安全。
5.7.6.检查设备冷却水管路是否畅通,水量、水质、水压应符合要求,确认冷却水进水阀已打开,并调整到适当位置。
5.7.7调节离心风机进口阀处于关闭位置,罗茨风机出口阀处于开启位置。
5.7.8确认各热工仪表安装到位,指示正确,无损坏。
5.7.9检查压缩空气管道是否畅通。
5.7.10检查控制盘上开关、仪器、仪表的动作。
禁止非作业人员随意操作。
5.7.11确认原燃材料、电力、润滑油等辅助材料能满足试运转的需要。
5.7.12控制室与现场的联络、通讯设施要完备。
试运转时,可准备数套对讲机。
5.7.13调试中用于调整用的修理工具、防护用具和照明用具,备用易损件(如热电偶等)用齐备。
6主要资源计划
6.1主要劳动力需用计划
工种类别
人数
备注
钳工
6
电工
3
仪表工
3
操作工
9
技术员
2
总计
23
6.2主要施工机具需用计划
序号
工具名称
型号及规格
数量
用途
1
常用工具(扳手、螺丝刀、刻丝铅等)
常用规格
2套
检查螺栓紧固情况、检查设备加油情况、拆装联轴节
2
听音器
1个
判断轴承故障
3
大扳手
24”18”
各1把
4
大榔头
18p
1把
5
加油枪、加油桶
各1个
6
百分表
1套
检查联轴节安装偏差
7
游标卡尺
1把
8
远红外测温仪
MX4
1台
测量轴承温度
9
手持式测振仪
VA-80
1台
测量设备的振动情况
10
计时器
1台
11
钳型电流表
T301-A
1台
12
万用表
1台
13
电压表
T51
1台
14
电流表
T69
1台
15
接地电阻测量仪
STD-1
1台
16
表面温度计
SWK-2
1台
7.试车流程
8试车安全及注意事项
8.1每台设备开车前必须练车,转动确认无卡碰现象。
并进行点试(即


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 设备 单机 试车 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
毕业实习汇报撰写大纲及排版要求doc.docx
-
新编部一年级语文第五单元教学设计.docx
-
编程考试基础知识及复习资料第二卷.docx
-
新概念青少年版1a教案.docx
-
变电站建设土建标准化工艺.docx
-
办公室年度个人工作总结.docx
-
标典装饰员工守则.docx
-
小学生四年级演讲稿.docx
-
新建玫瑰种植及玫瑰精油系列产品建设项目可行性研究报告.docx
-
新疆乌鲁木齐市中考语文试题及答案图片版.docx
-
小学数学课堂教学艺术过渡语评价语结束语.docx
-
表白情书大全.docx
-
新课标高中数学理科每期内容安排.docx
-
新目标79年级短语总结.docx
-
小学四年级上册英语教学计划及教案.docx
-
新课标卷Ⅰ高考物理真题及答案.docx
-
新人教版八年级物理下册第九章压强1 导学案.docx
-
小学五年级家长会班主任发言稿7.docx
-
不怕输赢的议论文初三九年级作文.docx
