 模具设计的一般流程图.docx
模具设计的一般流程图.docx
- 文档编号:25173316
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:18
- 大小:1.22MB
模具设计的一般流程图.docx
《模具设计的一般流程图.docx》由会员分享,可在线阅读,更多相关《模具设计的一般流程图.docx(18页珍藏版)》请在冰豆网上搜索。
模具设计的一般流程图
.模具设计
———成品篇
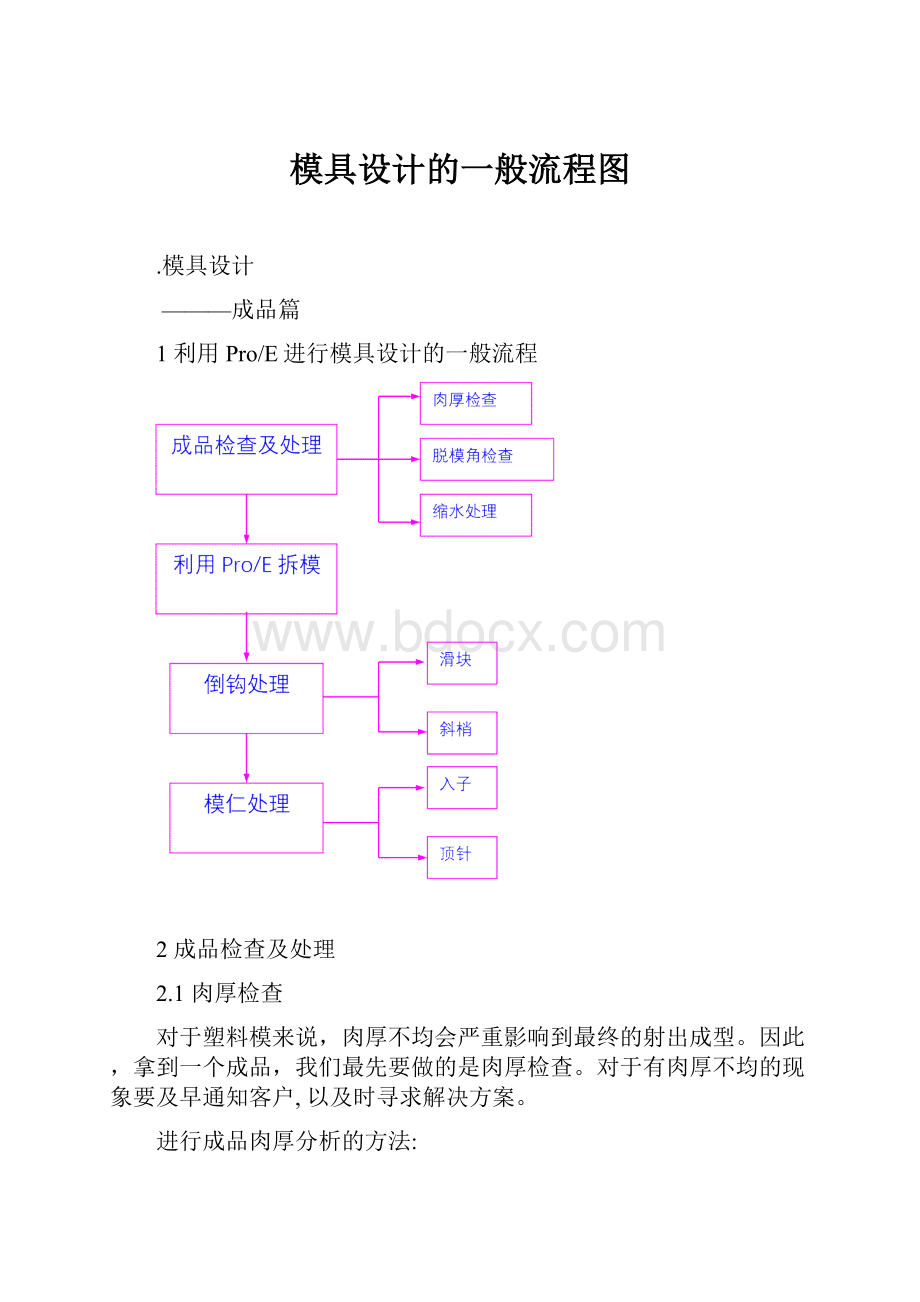
1利用Pro/E进行模具设计的一般流程
2成品检查及处理
2.1肉厚检查
对于塑料模来说,肉厚不均会严重影响到最终的射出成型。
因此,拿到一个成品,我们最先要做的是肉厚检查。
对于有肉厚不均的现象要及早通知客户,以及时寻求解决方案。
进行成品肉厚分析的方法:
Pro/Emainmenu→Analysis→ModelAnalysis
弹出如图2-1所示对话框:
(右图为选取Slices后的对话框)
图2-1
1)选取Thickness:
2)选择Slices在SlicesOffset中输入10
3)根据成品要求及塑料特性输入最大肉厚(本例为2.4)与最小肉厚(1.8)
4)选取起始位置点与终止位置点
5)选择方向平面,点取Compute
分析结果中红色圈表示肉厚过厚,蓝色圈表示肉厚过薄,即在允许的肉厚围之外。
点Showall,Pro/E将显示图标结果;点Clear,将清除图标结果显示;可以用Info来查看相关文字信息。
本例分析结果如图2-2所示:
图2-2
2.2脱模角检查
为了保证成品的顺利脱出,使模具开模时不至于有粘模现象,需要在平行于开模方向的壁上有一定的脱模角度。
进行脱模角检查的方法:
Pro/Emainmenu:
→Analysis→SurfaceAnalysis
弹出如图2-3所示对话框:
图2-3
点取Display后出现对话框如图2-4所示:
图2-4
1)选取DraftCheck:
2)选择分析对象为Part:
3)选择脱模中性面,指定分析脱模方向
4)确定要检查单侧还是双侧,指定最小的脱模角(本例中为0.5)
5)选取显示方式
图2-5为用三种颜色显示的脱模角检查结果,窗口左上角显示的为颜色和角度对照表。
图2-5
2.3缩水处理(Shrinkage)
塑料在冷却过程中会收缩,从而影响成品的外观。
为了保证成品的外形,在拆模前需对成品加些预加量,即作缩水处理。
菜单调用步骤如图2-6所示:
放缩水的方式有Formula、ByDimension、ByScaling三种。
图2-6
选择ByScaling,X、Y、Z为方向因子,即在X、Y、Z三个方向上均作Shrinkage处理。
根据提示选择基准坐标系,再依次输入X、Y、Z三个方向上的Shrinkage系数(此系数由塑料特性决定)。
完成缩水处理后的成品除尺寸较原始成品要大外,从外形看不出差别。
为示区别可另存一个档案,并以”_shk”作为标识。
3用Pro/E拆模
经上述处理后,可以进到Assembly中开始拆模,步骤如下:
1)建立组立档,组立放过缩水的成品进来
Component→Assemble(选用CoordSys对齐)
2)创建两个Part档作为公母模仁
Component→Create→Part→Solid输入Part名Fix01
LocaleDefaultDatums→AlignCsysToCsys选择组立档的Csys
用同样的方法建立另一个Part,取名为Move01
3)进入Fix01拷贝母模面
Modify→ModPart→SelByMenu选取Fix01
用Copy→Surf&Bnd拷贝母模面,再用Copy、Boundaries、Flat、Merge等方式缝合母模面。
注:
母模面是否完全闭合,可打成线架构看其黄色边界是否只有一条。
单独打开Fix01Part档,完整的母模面如图3-7所示:
图3-7
4)在Fix01中用Protrusion长一个长方体
注:
其大小为最后加工时的模仁大小,尺寸以能完全包住刚拷贝的母模面,再圆整成整数为原则。
5)依次延伸母模边界到刚建的长方体四周
Extend→AlongDir→UpToPlane
6)用Cut→UseQuilt切出母模仁
完成后的母模仁如图3-8所示:
图3-8
7)回到组立档,用ModPart进入Move01
8)用Protrusion长个长方体,作为公模仁
9)CutOut出公模仁
Component→AdvUtils→CutOut
SelByMenu选择Mover01作为被CutOut的对象→DoneSel
SelByMenu依次选择Fix01、Design作为要切除的对象→DoneSel
进入Move01查看公模仁,完成的公模仁如图3-9所示:
图3-9
10)在组立图里将公模仁打成线架构,检视完成的公母模仁
View→ModelSetUp→ComponentDisplay→Create
图3-10→Wireframe选择公模仁,结果如图3-10所示:
4倒钩处理
4.1滑块
在母模侧上部有个凸起(对应于成品上部的天线孔),如图4-11所示,很显然将会影响到成品的脱出。
为了保证能顺利开模,需要将凸起的倒钩部分做成滑块,使其在开模时能顺利脱开。
图4-11
滑块的具体做法是:
1)
单独打开Fix01
2)Cut出滑块头部的外形,如图4-12所示:
3)另存新档为Fix02
4)打开组立档,利用CoordSys将Fix02组立进来
5)
在母模上CutOut掉滑块,完成后的母模如图4-13所示:
图4-13
注:
对于留在成品外部的倒钩,可做成滑块形式。
4.2斜销
在公模侧的下部有个凹陷(对应于成品下部的卡钩),同样会影响到成品的脱出,如图4-14中红色所示部份。
为了能将成品顺利从公模上取出,需要对此卡钩部位做些处理。
由于倒钩出现在成品部,很显然不能做成滑块的形式,这时我们可以将其处理成斜梢。
斜梢的做法同滑块基本一样,具体操作介绍如下:
单独打开Move01
1)将倒钩部份整块Cut下来(厚度取整数),如图4-15所示
2)
图4-14
图4-15
3)以图4-15红色箭头所指面作为草绘平面,Cut出斜梢的形状。
注:
由于卡钩部份是在成品侧,要使成品能从卡钩部分脱出,必需在水平方向上有个运动分量。
所以将斜梢做成与开模方向上有个夹角,使开模时卡钩部位能沿水平方向退开。
完成后的斜梢如图4-16所示:
图4-16
4)另存新档为Move02
5)打开组立档,利用CoordSys将Move02组立进来
6)
在公模上CutOut掉斜梢,此时的公模如图4-17所示
图4-17
5模仁处理
5.1入子
模仁的成型面主要靠NC铣床及放电来加工,由于受刀具及电极的影响,模仁上的深孔及凸起过高部分很难加工,而且成本很高。
如图5-18红圈所圈起来的几个BOSS成形部位。
这时可以将这些部位从模仁上分割下来单独加工,即做成入子。
图5-18
入子的制作比较简单,主要要考虑加工的可行性及经济性,一般原则是能用NC加工的部位不做入子。
1)单独打开Move03
2)
Cut出入子外形,如图5-19左图所示:
注:
入子外形选用原则:
孔易于线割加工,而入子周围的轮廊线不会影响到成品的外观。
如图5-19右图所示之入子就不合理。
图5-19
3)另存新档名为Move03
4)重复前三步操作,依次完成另个四个入子Move04、Move05、Move06、Move07
5)打开组立档,利用CoordSys将五个入子组立进来
6)从公模上CutOut掉五个入子,此时的公模如图5-20所示
至此,模仁部分的设计基本完成。
在实际的模具设计中还有很多的辅助机构,诸如顶针、浇道、水路、排气孔、模座等。
由于这些机构的制作都小异,这里不作过多的介绍。
在本章的最后一节将就顶针部分作些简要介绍,剩下部分由读者自行学习。
图5-20
5.2顶针
顶针对于塑料模具来说具有很重要的作用,完成射塑后的成品在冷却过程中会收缩,在一些侧壁较深的地方会产生较大的抱紧力,从而无法将成品顺利取出。
如图5-21所示,蓝色线架构部分为成品,其四周侧壁都较深,因而开模时这些地方会产生较大的抱紧力。
为了解决这个问题,通常的做法是在抱紧力较大的地方排一些顶针。
在开模时,通过顶出板带动顶针,从而将成品从公模仁上顶出,使成品完全脱离模仁。
顶针的作用很大,但制作却极为简单,实际生产中一般采用标准顶针。
在用Pro/E进行模具设计时,只需切出相应的部位即可,方法同入子。
具体操作介绍如下:
图5-21
1)单独打开Move01
2)按标准件的尺寸Cut出顶针外形,如图5-22所示:
图5-22
注:
为了加工方便,顶针的位置尺寸一般要圆整为整数,以不干涉其它机构为原则。
3)另存新檔为Pin01
4)用同样的方法完成其它几个顶针
5)打开Assembly檔,利用CoordSys将这些顶针组立进来
6)从公模仁中CutOut出各个顶针
图6-23为全部完成后爆炸状态的模具组立图:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具设计 一般 流程图
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
概率论与数理统计答案word范文模板 25页.docx
-
18秋山西电大区域经济学形考作业三0007标准答案.docx
-
精撰XX品牌连锁大型超市圣诞元旦春节整合营销策划方案.docx
-
五年级数学下册表格教案 教 案.docx
-
大学生暑期社会实践报告结尾多篇汇编.docx
-
精编完整版经济开发区某商务酒店项目研究建议书.docx
-
17秋川大网院《妇产科护理学》第一二次作业答案.docx
-
专题11统计概率问题.docx
-
小学六年级美术教案.docx
-
地理内蒙古锡林郭勒盟太仆寺旗宝昌一中学年高一下学期期中考试解析版.docx
-
小学三年级下册音乐教案112.docx
-
员工应知应会题目.docx
-
企业职业健康工作计划内容.docx
-
环境规划设计研究院本地化服务平台建设项目可行性研究报告.docx
-
兰德置地广场工程监理规划.docx
-
高中英语 unit 3 综合技能测试 新人教版选修7.docx
-
三年级上册口算题.docx
-
商品混凝土生产线项目建设可行性研究报告.docx
-
夏利轿车市场分析报告.docx
