 G71G72G73G75G76循环程序格式.docx
G71G72G73G75G76循环程序格式.docx
- 文档编号:25168681
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:13
- 大小:223.63KB
G71G72G73G75G76循环程序格式.docx
《G71G72G73G75G76循环程序格式.docx》由会员分享,可在线阅读,更多相关《G71G72G73G75G76循环程序格式.docx(13页珍藏版)》请在冰豆网上搜索。
G71G72G73G75G76循环程序格式
1.外圆粗加工复合循环(G71)
指令格式G71UΔdRe
G71PnsQnfUΔuWΔwFfSsTt
Z轴方向进行,见图1,
指令功能切除棒料毛坯大部分加工余量,切削是沿平行
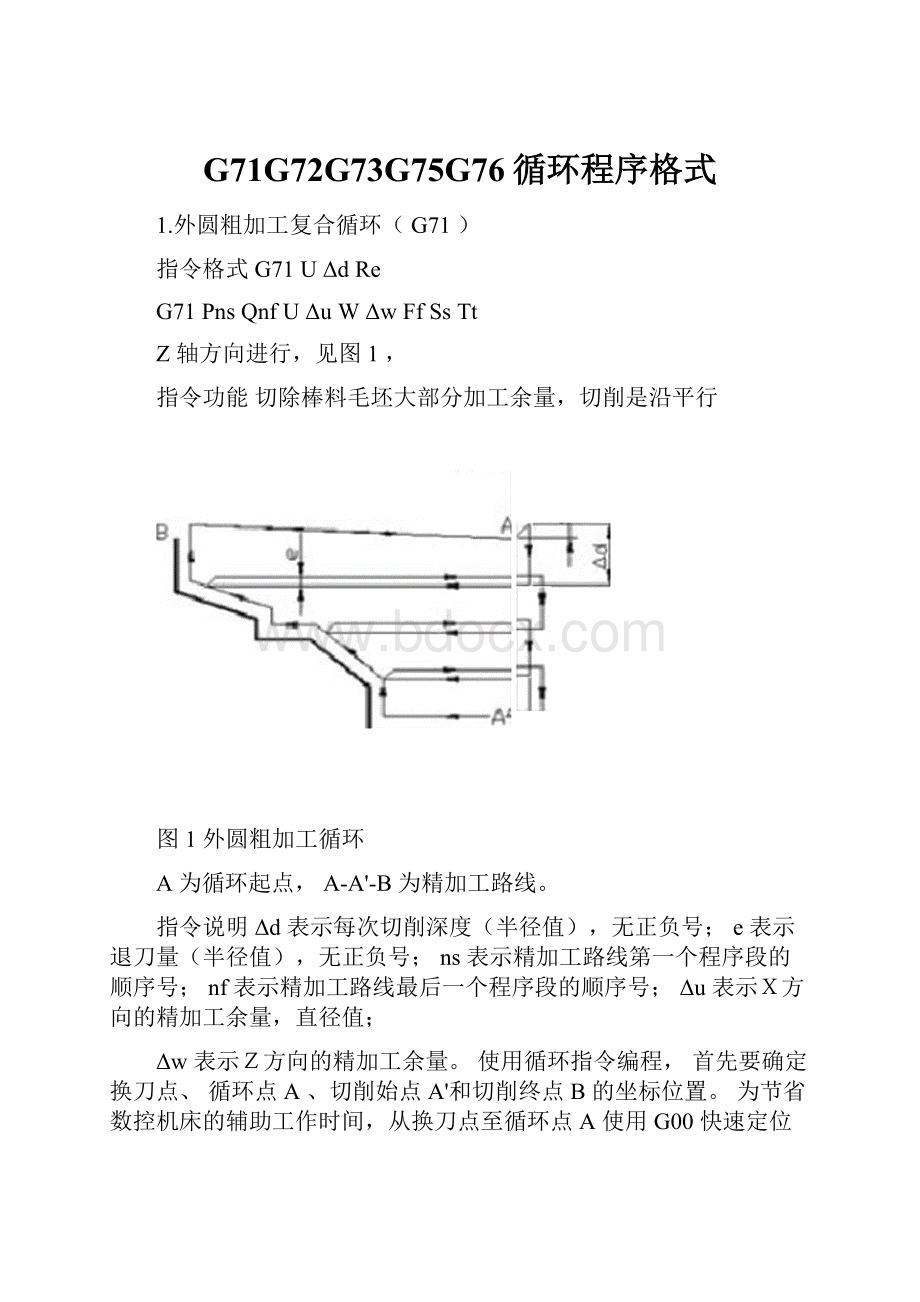
图1外圆粗加工循环
A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;
Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A'和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A'的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值
A'→B是工件的轮廓线,A→A'→B为精加工路线,粗加工时刀具从A点后退Δu/2、Δ
w,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线例题1图2所示,运用外圆粗加工循环指令编程。
图2外圆粗加工循环应用
N010G50X150Z100
N030G71U2R1
N040G71P50Q120U0.5W0.2F100
N050G01X0
N060G03X11W-5.5R5.5
N070G01W-10
N080X17W-10
N090W-15
N100G02X29W-7.348R7.5
N110G01W-12.652
N120X41
N130G70P50Q120F30
2.面粗加工复合循环(G72)
指令格式G72WΔdRe
G72PnsQnfUΔuWΔwFfSsTt
指令说明Δd、e、ns、nf、Δu、Δw的含义与G71相同。
图3端面粗加工循环
图4端面粗加工循环应用
例题2如图4所示,运用端面粗加工循环指令编程。
N010G50X150Z100
N020G00X41Z1
N040G72P50Q80U0.1W0.2F10
N050G00X41Z-31
N060G01X20Z-20
N070Z-2
N080X14Z1
N090G70P50Q80F30
3.固定形状切削复合循环(G73)
指令格式G73UΔiWΔkRd
G73PnsQnfUΔuWΔwFfSsTt
指令功能适合加工铸造、锻造成形的一类工件,见图5。
指令说明Δi表示X轴向总退刀量(半径值);
ΔK表示Z轴向总退刀量;
d表示
ns表示精加工路线第一个程序段的顺序号;
nf表示精加工路线最后一个程序段的顺序号;
Δu表示X方向的精加工余量(直径值);
Δw表示Z方向的精加工余量。
固定形状切削复合循环指令的特点,刀具轨迹平行于工件的轮廓,故适合加工铸造和锻造成形的坯料。
背吃刀量分别通过X轴方向总退刀量Δi和Z轴方向总退刀量ΔK除以循环次数d求得。
总退刀量Δi与ΔK值的设定与工件的切削深度有关。
使用固定形状切削复合循环指令,首先要确定换刀点、循环点A、切削始点A'和切削终点
B的坐标位置。
分析上道例题,A点为循环点,A'→B是工件的轮廓线,A→A'→B为刀具的精加工路线,粗加工时刀具从A点后退至C点,后退距离分别为Δi+Δu/2,Δk+Δw,这样粗加工循环之后自动留出精加工余量Δu/2、Δw。
顺序号ns至nf之间的程序段描述刀具切削加工的路线。
图6固定形状切削复合循环应用例题3如图6所示,运用固定形状切削复合循环指令编程。
N010G50X100Z100
N020G00X50Z10
N030G73U18W5R10
N040G73P50Q100U0.5W0.5F100
N050G01X0Z1
N060G03X12W-6R6
N070G01W-10
N080X20W-15
N090W-13
N100G02X34W-7R7
N110G70P50Q100F30
4.精加工复合循环(G70)
指令格式G70PnsQnf
指令功能用G71、G72、G73指令粗加工完毕后,可用精加工循环指令,使刀具进行A-
A'-B的精加工,(如图1,图3,图5)。
指令说明ns表示指定精加工路线第一个程序段的顺序号;
nf表示指定精加工路线最后一个程序段的顺序号;
G70~G73循环指令调用N(ns)至N(nf)之间程序段,其中程序段中不能调用子程序。
5.端面钻孔复合循环指令(G74)
指令格式G74Re
G74X(U)Z(W)PΔiQΔkRΔdFf
指令功能可以用于断续切削,走刀路线如图7,如把X(U)和P、R值省略,则可用于钻
孔加工。
图7端面钻孔复合循环指令说明e表示退刀量;
X表示B点的X坐标值;
U表示由A至B的增量坐标值;
Z表示C点的Z坐标值;
W表示由A至C的增量坐标值;
Δi表示X轴方向移动量,无正负号;
ΔK表示Z轴方向移动量,无正负号;
Δd表示在切削底部刀具退回量;
F表示进给速度。
例题4如图8所示,运用端面钻孔复合循环指令编程。
图8端面钻孔复合循环应用
G50X60Z4
G00X0Z2
G74R1
G74Z-12Q5F30S250
G00X60Z40
6.外圆切槽复合循环(G75)
指令格式G75Re
G75X(U)Z(W)PΔiQΔkRΔdFf
指令功能用于端面断续切削,走刀路线如图9,如把Z(W)和Q、R值省略,则可用于外圆槽的断续切削。
图9外圆切槽复合循环
指令说明e表示退刀量;
X表示C点的X坐标值;
U表示由A点至C点的增量坐标值;
Z表示B点的Z坐标值
W表示由A点至B点的增量坐标值;其它各符号的意义与G74相同。
该刀具有二个刀尖,设定左刀尖为
应用外圆切槽复合循环指令,如果使用的刀具为切槽刀,
宽,切槽刀的刃宽与刀尖位移量Δk之差为刀刃轨迹的重叠量。
例题5所图10所示,运用外圆切槽复合循环指令编程。
图10外圆切槽复合循环应用
G50X60Z70
G00X42Z22S400
G75R1
G75X30Z10P3Q2.9F30
G00X60Z70
7.螺纹切削复合循环(G76)
指令格式G76PmraQΔdminRd
G76X(U)Z(W)RiPkQΔdF指令功能该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线及进刀方法如图11。
图11螺纹切削复合循环路线及进刀法
指令说明m表示精加工重复次数;
r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一单位,用00~99两位数字指定);a表示刀尖角度;
Δd表示第一次粗切深(半径值);
切削深度递减公式计算d2=2Δd;
3
d3=3Δd;
dn=nΔd;
每次粗切深:
Δdn=nΔd-n-1Δd;
X表示D点的X坐标值;
U表示由A点至D点的增量坐标值;
Z表示D点Z坐标值;
W表示由C点至D点的增量坐标值;
i表示锥螺纹的半径差;
k表示螺纹高度(X方向半径值);
d表示精加工余量;
F表示螺纹导程。
例题6如图12所示,运用螺纹切削复合循环指令编程(精加工次数为1次,斜向退刀量为4mm,刀尖为60°,最小切深取0.1mm,精加工余量取0.1mm,螺纹高度为2.4mm,第一次切深取0.7mm,螺距为4mm,螺纹小径为33.8mm)。
图12螺纹切削复合循环应用
G00X60Z10
G76P011060Q0.1R0.1
G76X33.8Z-60R0P2.4Q0.7F4


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- G71G72G73G75G76 循环 程序 格式
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
VMare714虚拟机安装和简单使用.docx
-
小学四则运算速算技巧附例题解析.docx
-
模板施工方案1.docx
-
马克思主义自然观及其当代价值.docx
-
R22制冷剂温度压力对照表.docx
-
消防案例经典试题及答案消防给水及消火栓系统案例六.docx
-
高中生物复习要点记忆手册.docx
-
医院招聘工作计划doc.docx
-
委托服务合同.docx
-
小学五年级思品下册教案.docx
-
TMS320C54x与TLC320AD50的通信系统的设计1副本.docx
-
第6章 广域安全监控系统的通信技术.docx
-
安全工程师《安全生产技术》真题及答案.docx
-
显微根管治疗术牙体牙髓科.docx
-
最新人教版九年级英语下册Unit 13 全单元导学案共6课时.docx
-
股票投资技巧概要.docx
-
八年级英语教学工作总结10篇.docx
-
高压电缆连接器资料大全.docx
-
海南省文昌市学年高二英语下学期期中段考试题无答案.docx
