 通用焊接工艺卡.docx
通用焊接工艺卡.docx
- 文档编号:25148669
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:34
- 大小:97.82KB
通用焊接工艺卡.docx
《通用焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《通用焊接工艺卡.docx(34页珍藏版)》请在冰豆网上搜索。
通用焊接工艺卡
通用焊接工艺卡
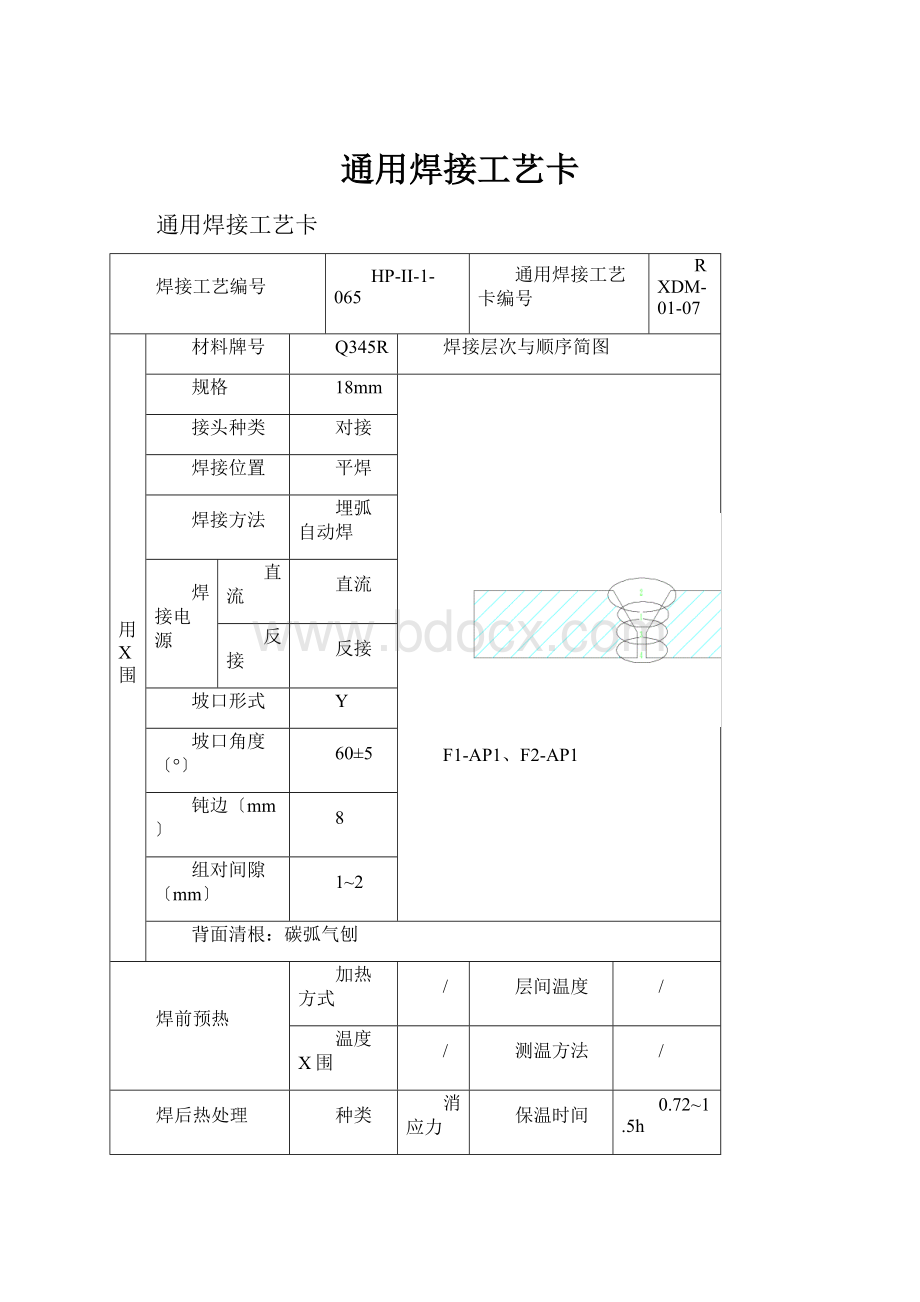
焊接工艺编号
HP-II-1-065
通用焊接工艺卡编号
RXDM-01-07
适用X围
材料牌号
Q345R
焊接层次与顺序简图
规格
18mm
F1-AP1、F2-AP1
接头种类
对接
焊接位置
平焊
焊接方法
埋弧自动焊
焊接电源
直流
直流
反接
反接
坡口形式
Y
坡口角度〔°〕
60±5
钝边〔mm〕
8
组对间隙〔mm〕
1~2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.72~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
H10Mn2/HJ431
φ4.0
450~480
32~35
48~50
/
/
/
18.0~20.2
2
H10Mn2/HJ431
φ4.0
520~550
34~36
46~48
/
/
/
23.1~24.8
3~4
H10Mn2/HJ431
φ4.0
580~600
35~37
46~48
/
/
/
26.5~27.8
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-065
通用焊接工艺卡编号
RXDM-01-06
适用X围
材料牌号
Q345R
焊接层次与顺序简图
规格
16mm
A1~A5、B2~B5
接头种类
对接
焊接位置
平焊
焊接方法
埋弧自动焊
焊接电源
直流
直流
反接
反接
坡口形式
Y
坡口角度〔°〕
50±5
钝边〔mm〕
6
组对间隙〔mm〕
1~2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.56~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
H10Mn2/HJ431
φ4.0
450~480
32~35
48~50
/
/
/
18.0~20.2
2~3
H10Mn2/HJ431
φ4.0
550~580
33~36
46~48
/
/
/
23.7~26.1
4
H10Mn2/HJ431
φ4.0
580~600
35~37
46~48
/
/
/
26.5~27.8
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-065
通用焊接工艺卡编号
RXDM-01-06
适用X围
材料牌号
Q345R
焊接层次与顺序简图
规格
18/16mm
B1、B6
接头种类
对接
焊接位置
平焊
焊接方法
埋弧自动焊
焊接电源
直流
直流
反接
反接
坡口形式
Y
坡口角度〔°〕
50±5
钝边〔mm〕
10
组对间隙〔mm〕
1~2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.56~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
H10Mn2/HJ431
φ4.0
450~480
32~35
48~50
/
/
/
18.0~20.2
2~3
H10Mn2/HJ431
φ4.0
550~580
33~36
46~48
/
/
/
23.7~26.1
4
H10Mn2/HJ431
φ4.0
580~600
35~37
46~48
/
/
/
26.5~27.8
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-055
通用焊接工艺卡编号
RXDS-01-07
适
用
X
围
材料牌号
Q345R/16MnII
Q345R
焊接层次与顺序简图
规格
16mm
A6、A7、B14、B15
接头种类
对接
焊接位置
平焊
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
Y
坡口角度〔°〕
50±5
钝边〔mm〕
2~3
组对间隙〔mm〕
1~2
背面清根:
碳弧气刨
焊前预热
加热方式
/
层见温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.64~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J507
φ4.0
160~165
23~24
15~16
/
/
/
15.4~15.5
2
J507
φ4.0
165~170
23~24
15~16
/
/
/
15.2~15.3
3~4
J507
φ4.0
170~175
24~25
14~15
/
/
/
17.4~17.5
5~6
J507
φ4.0
170~175
24~25
14~15
/
/
/
17.4~17.5
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-I-1/II-1-094
通用焊接工艺卡编号
RXDTYS-01-02
适用X围
材料牌号
20/16MnII
焊接层次与顺序简图
规格
Φ57*5、Φ89*6
B7~B13
接头种类
对接
焊接位置
平焊
焊接方法
手工钨极氩弧焊
+焊条电弧焊
焊接电源
种类
直流
极性
正接+反接
坡口形式
Y
坡口角度〔°〕
60±5
钝边〔mm〕
1~1.5
组对间隙〔mm〕
2.5~2.8
背面清根:
/
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.25~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层焊道
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J50
ф2.5
90~95
13~14
8~9
9~11
2.5
10
7.8~10
2
J427
ф3.2
110~115
21~22
17~18
/
/
/
7.7~8.9
3
J427
ф3.2
110~115
21~22
15~16
/
/
/
8.7~10.1
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-I-1/II-1-094
通用焊接工艺卡编号
RXDTYS-01-01
适用X围
材料牌号
20/16MnII
焊接层次与顺序简图
规格
Ф25×3mm
B16、B17
接头种类
对接
焊接位置
平焊
焊接方法
手工钨极氩弧焊
+焊条电弧焊
焊接电源
种类
直流
极性
正接+反接
坡口形式
Y
坡口角度〔°〕
60±5
钝边〔mm〕
1~1.5
组对间隙〔mm〕
2.5~2.8
背面清根:
/
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
0.25~1.5h
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层焊道
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J50
ф2.5
90~95
13~14
8~9
9~11
2.5
10
7.8~10
2
J427
ф3.2
110~115
21~22
17~18
/
/
/
7.7~8.9
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-067HP-II-1-055
HP-I-1-012
通用焊接工艺卡编号
RXDS-09-06
适用X围
材料牌号
20/Q345R
焊接层次与顺序简图
规格
δs=16mm
K1≥6mm
D1、D2、D5~D7、D11
接头种类
管板角接
焊接位置
垂直固定
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
单V
坡口角度〔°〕
β1=35±2
β2=50±5
钝边〔mm〕
1~2
组对间隙〔mm〕
b1=5±1
b2=2±0.5
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
/
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J507
φ3.2
100~105
20~21
11~12
/
/
/
10~12
2~3
J507
φ4.0
165~170
23~24
15~16
/
/
/
14.2~16.3
4~5
J507
φ4.0
155~160
23~24
14~15
/
/
/
14.3~16.4
6
J507
φ3.2
120~125
22~23
15~16
/
/
/
9.9~11.5
7~9
J507
φ4.0
165~170
23~24
14~15
/
/
/
15.2~17.5
10~12
J507
φ4.0
155~160
23~24
15~16
/
/
/
13.4~154
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-067HP-II-1-055
HP-I-1-012
通用焊接工艺卡编号
R10-0047-02
适用X围
材料牌号
20/Q345R
焊接层次与顺序简图
规格
δs=16mm
K1≥6mm
D3、D4
接头种类
管板角接
焊接位置
垂直固定
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
单V
坡口角度〔°〕
β1=35±2
β2=50±5
钝边〔mm〕
1~2
组对间隙〔mm〕
b1=5±1
b2=2±0.5
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
/
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材
牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J507
φ3.2
100~105
20~21
11~12
/
/
/
10~12
2~3
J507
φ4.0
170~175
23~24
15~16
/
/
/
14.7~16.8
4~6
J507
φ4.0
160~165
23~24
14~15
/
/
/
14.7~17
7~9
J507
φ4.0
160~165
23~24
14~15
/
/
/
14.7~17
10~12
J507
φ4.0
175~180
23~24
14~15
/
/
/
16~18.5
13~14
J507
φ4.0
165~170
23~24
15~16
/
/
/
14.2~16.3
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-067HP-II-1-055
HP-I-1-012
通用焊接工艺卡编号
R10-0047-03
适用X围
材料牌号
20/Q345R
焊接层次与顺序简图
规格
δs=18/16mm
K1≥6mmD10
接头种类
管板角接
焊接位置
垂直固定
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
单V
坡口角度〔°〕
β1=35±2
β2=50±5
钝边〔mm〕
1~2
组对间隙〔mm〕
b1=5±1
b2=2±0.5
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
/
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J507
φ3.2
100~105
20~21
11~12
/
/
/
10~12
2~3
J507
φ4.0
165~170
23~24
15~16
/
/
/
14.2~16.3
4~5
J507
φ4.0
155~160
23~24
14~15
/
/
/
14.3~16.4
6
J507
φ3.2
120~125
22~23
15~16
/
/
/
9.9~11.5
7~9
J507
φ4.0
165~170
23~24
14~15
/
/
/
15.2~17.5
10~12
J507
φ4.0
155~160
23~24
15~16
/
/
/
13.4~154
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-067HP-II-1-055
HP-I-1-012
通用焊接工艺卡编号
R10-0047-04
适用X围
材料牌号
Q345R
焊接层次与顺序简图
规格
δs=16/18mm
K1≥6mmD8、D9
接头种类
管板角接
焊接位置
垂直固定
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
单V
坡口角度〔°〕
β1=35±2
β2=50±5
钝边〔mm〕
1~2
组对间隙〔mm〕
b1=5±1
b2=2±0.5
背面清根:
碳弧气刨
焊前预热
加热方式
/
层间温度
/
温度X围
/
测温方法
/
焊后热处理
种类
消应力
保温时间
/
加热方式
炉内加热
冷却方式
随炉缓冷炉外空冷
温度X围
600~640℃
测温方法
热电偶
焊接工艺参数
焊层
焊材牌号
焊材规格
〔mm〕
焊接电流
〔A〕
电弧电压
〔V〕
焊接速度
Cm/min
气流量
L/min
钨极直径
〔mm〕
喷嘴直径
〔mm〕
线能量
1
J507
φ3.2
100~105
20~21
11~12
/
/
/
10~12
2~3
J507
φ4.0
165~170
23~24
15~16
/
/
/
14.2~16.3
4~5
J507
φ4.0
155~160
23~24
14~15
/
/
/
14.3~16.4
6
J507
φ3.2
120~125
22~23
15~16
/
/
/
9.9~11.5
7~9
J507
φ4.0
165~170
23~24
14~15
/
/
/
15.2~17.5
10~12
J507
φ4.0
155~160
23~24
15~16
/
/
/
13.4~154
备注:
其它焊接工艺要求,按本单位《通用焊接工艺规程》执行
通用焊接工艺卡
焊接工艺编号
HP-II-1-055
通用焊接工艺卡编号
RXDS-04-07
适用X围
材料牌号
Q345R
焊接层次与顺序简图
规格
16mm
D12~D18、D21、D22
接头种类
搭接
焊接位置
垂直固定
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
坡口形式
I
坡口角度〔°〕
/
钝边〔mm〕
/
组对间隙〔mm〕
0~2
K值:
K=δ.<补强圈焊脚,δ≥8mm时,K≥70%δ,且不小于8mm.>
焊前预热
加热方式
/
层间温度
/
温度X围
/


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 通用 焊接 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
5A版香港食物法例食物内有害物质规例.docx
-
9第五章 第12节 食物的消化和吸收人体的呼吸 1.docx
-
16年扬州报考职业类型讲解.docx
-
20语203.docx
-
61个最热门的餐桌游戏.docx
-
220安全上墙图表.docx
-
3500亩鲜食葡萄基地建设项目可行性研究报告.docx
-
《单片机原理及应用》习题库.docx
-
《国际贸易》第二章习题及答案.docx
-
《绿》教学设计.docx
-
《雪地里的小画家》优秀教案 人教部编版1.docx
-
1号卷A10联盟届高三下学期开年考试数学理试题扫描版附答案756227.docx
-
4B Unit 8Open Day BC徐文娟.docx
-
9A文金属非金属矿山安全规程GB1642306.docx
-
15大禹治水.docx
-
20XX年新版新目标七年级上册英语单词表汉语默写版.docx
-
50个成语与50个历史名人.docx
-
201X年教师招聘考试真题及答案教综卷.docx
-
1502回采工作面作业规程.docx
