 数控加工工序卡.docx
数控加工工序卡.docx
- 文档编号:25117959
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:19
- 大小:117.37KB
数控加工工序卡.docx
《数控加工工序卡.docx》由会员分享,可在线阅读,更多相关《数控加工工序卡.docx(19页珍藏版)》请在冰豆网上搜索。
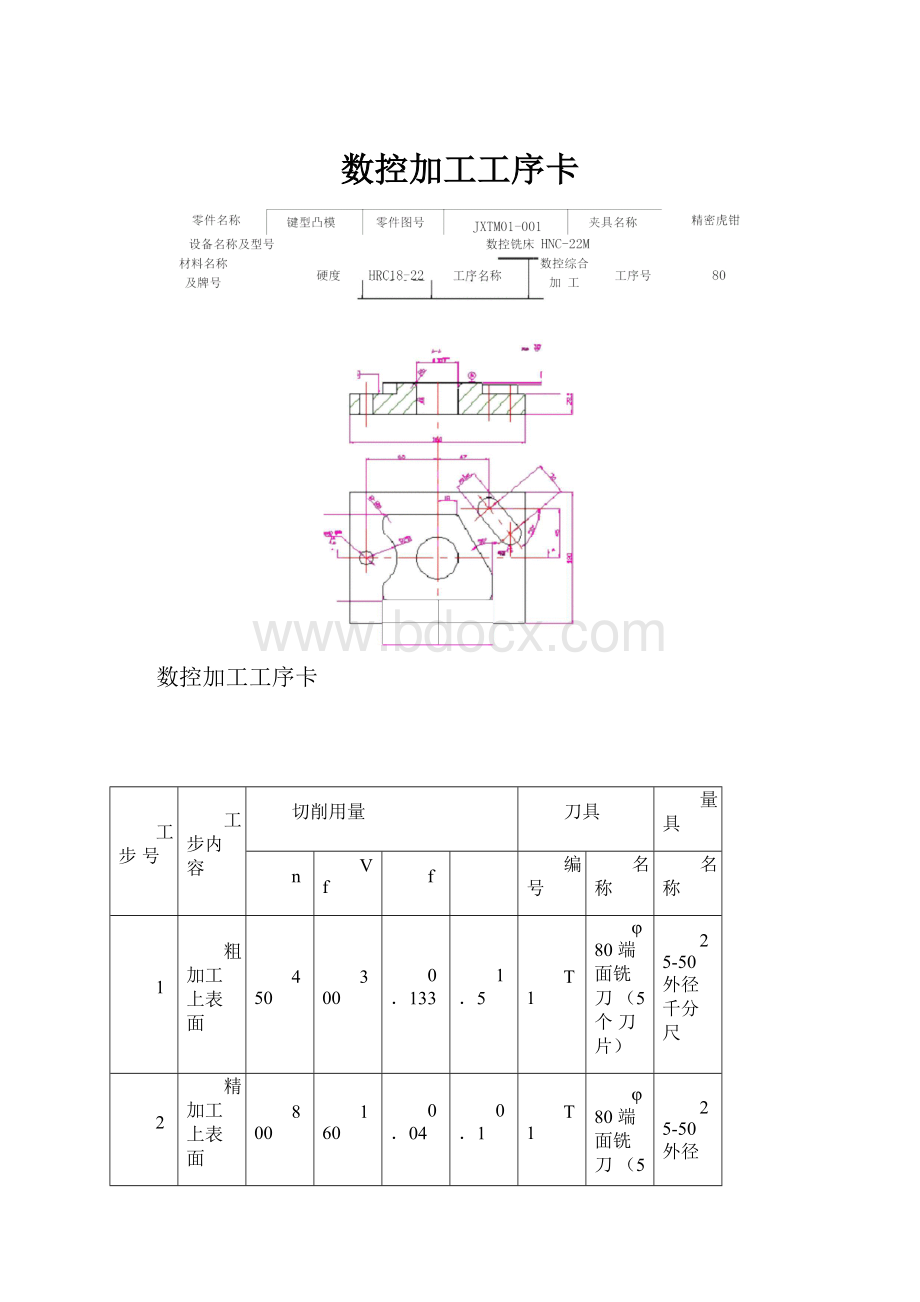
数控加工工序卡
数控加工工序卡
工步号
工步内容
切削用量
刀具
量具
n
Vf
f
编号
名称
名称
1
粗加工上表面
450
300
0.133
1.5
T1
φ80端面铣刀(5个刀片)
25-50外径千分尺
2
精加工上表面
800
160
0.04
0.1
T1
φ80端面铣刀(5个刀片)
25-50外径千分尺
3
粗加工两个外形轮廓面
500
120
0.08
2
T7
φ16粗齿3刃立铣刀
0-200游标卡尺
4
铣削边角料
5
点孔加工
1200
120
0.1
1.5
T5
φ3中心钻
6
钻中间位置孔
550
80
0.072
1.5
T2
φ11.8直柄麻花钻
0-125游标卡尺
7
扩中间位置孔
150
20
0.06
1.5
T8
φ35锥柄麻花钻
0-125游标卡尺
8
精加工两个外轮廓面
800
100
0.03
0.1
T4
φ12细齿四刃立铣刀
75-100外径千分
尺
9
加工键形凸台表面
深度千分尺
10
粗镗孔φ37.5
850
80
0.09
1.25
T9
φ37.5
粗镗刀
内径量表
11
精镗孔φ38
1000
40
0.04
0.25
T10
φ38精
镗刀
内径量表
12
点孔加工
1200
120
0.1
1.5
T5
φ3中
心钻
13
钻孔加工
550
80
0.072
1.5
T2
φ11.8直柄麻花钻
0-125游标卡尺
14
铰孔加工
300
50
0.17
0.1
T6
φ12机用绞刀
内径量表
15
孔口R5圆角
800
1000
0.84
0.8
T3
φ14粗齿3刃立铣刀
R规
数控铣床刀具调整卡
零件名称
键型凸模
零件图号
JXTM01-001
设备名称
数控铣床
设备型号
数控铣床
HNC-22M
程序号
材料名称及牌号
45
硬度HRC18-22
工序名称
数合加控综工工序号
80
序号
刀具编号
刀具名称
刀片材料牌号
刀具参数
刀补地址
刀尖半径
刀杆规格
半径
长度
1
T1
φ80端面铣刀(5个刀片)
硬质合金
φ80
BT40ER32
D1
H1
2
T2
φ11.8直柄麻花钻
高速钢
φ11.8
BT40ER32
D2
H2
3
T3
φ14粗齿3
刃立铣刀
硬质合金
φ14
BT40ER32
D3
H3
4
T4
φ12细齿四刃立铣刀
硬质合金
φ12
BT40ER32
D4
H4
5
T5
φ3中心钻
高速钢
φ3
BT40ER32
D5
H5
6
T6
φ12机用铰
刀
高速钢
φ12
BT40ER32
D6
H6
7
T7
φ16粗齿3
刃立铣刀
高速钢
φ16
BT40ER32
D7
H7
8
T8
φ35锥柄麻
花钻
高速钢
φ35
BT40ER32
D8
H8
9
T9
φ37.5粗镗
刀
硬质合金
φ37.5
BT40ER32
D9
H9
10
T10
φ38精镗刀
硬质合金
φ38
BT40ER32
D10
H10
编程以FANUC-0i系统的数控铣床编程
0001
程序名
N1
G55G90G17G21G94G40
建立工件坐标系,绝对编程,XY平面,公制编程,分进给,取消刀具长度、半径补偿,(选用φ80端铣刀粗加工)
N2
M03S450
主轴正转,转速450r/min
N3
G00G43Z150H1
Z轴快速定位,调用刀具1号长度补偿
N4
X125Y-30
X、Y轴快速定位
N5
Z0.3
Z轴进刀,留0。
3mm铣削深度余量
N6
G01X-125F300
平面铣削,进给速度300r/min
N7
G00Y30
Y轴快速定位
N8
G01X125
平面铣削
N9
G00Z150
Z轴快速退刀
N10
M05
主轴停转
N11
M00
程序暂停(测量厚度,确定精加工余量)
N12
M03S800
主轴正转,转速800r/min(φ80端铣刀精加工)
N13
G00X125Y-30M07
X、Y轴快速定位,切削液开
N14
Z0
Z轴进刀
N15
G01X-125F160
平面铣削,进给速度160r/min
N16
G00Y30
Y轴快速定位
N17
G01Y125
平面铣削
N18
G00Z150M09
Z轴快速退刀,切削液关
N19
M05
主轴停转
N20
M00
程序暂停(手动换刀,更换φ16mm粗齿立铣刀)
N21
M03S500F120
主轴正转,转速500r/min,进给速度120r/min
N22
G00G43Z150H7
Z轴快速定位,调用刀具7号长度补偿
N23
X92Y0M07
X、Y轴快速定位,切削液开
N24
Z-10
Z轴进刀
N25
G41G01X50Y-14D3
X、Y向进给,并引入刀具3号半径补偿值
N26
M98P1
调用子程序O1
N27
G41G01X58.623Y15.591D3
X、Y向进给,并引入刀具3号半径补偿值
N28
M98P4
调用子程序O2
N29
G01X73
X向进给
N30
Y-60
Y向进给
N31
X65Y-46
X、Y向同时进给
N32
Y-53
Y向进给
N33
X-81
X向进给
N34
X-65Y-46
X、Y向同时进给
N35
X-73
X向进给
N36
Y0
Y向进给
N37
X-63Y-10
X、Y向同时进给
N38
Y10
Y向进给
N39
X-73Y6
X、Y向同时进给
N40
Y60
Y向进给
N41
X-65Y46
X、Y向同时进给
N42
Y53
Y向进给
N43
X25
X向进给
N44
Y70
Y向进给
N45
G00X75
X轴快速定位
N46
G01Y50
Y向进给
N47
G00Z150M09
Z轴快速退刀,切削液关
N48
M05
主轴停转
N49
M00
程序暂停(手动换刀,更换φ3mm中心钻)
N50
M03S1200
主轴正转,转速1200r/min
N51
G00G43Z150H5
Z轴快速定位,调用刀具5号长度补偿
N52
X0Y0
X、Y轴快速定位
N53
G81G99X0Y0Z-2R2F120
固定循环指令点中间孔加工,进给速度120r/min
N54
G00Z150
取消固定循环,Z轴快速定位
N55
M05
主轴停转
N56
M00
程序暂停(手动换刀,更换φ11。
8mm钻头)
N57
M03S550F80
主轴正转,转速550r/min,进给速度80r/min
N58
G00G43Z150H2
Z轴快速定位,调用刀具2号长度补偿
N59
X0Y0M07
X、Y轴快速定位,切削液开
N60
G83G99X0Y0Z-35Q5R2
固定循环指令钻削中间位置孔
N61
G00Z150M09
取消固定循环,Z轴快速定位,切削液关
N62
M05
主轴停转
N63
M00
程序暂停(手动换刀,更换φ37。
5mm钻头)
N64
M03S150F20
主轴正转,转速150r/min,进给速度20r/min
N65
G00G43Z150H8
Z轴快速定位,调用刀具8号长度补偿
N66
X0Y0M07
X、Y轴快速定位,切削液开
N67
G83G99X0Y0Z-40Q-5R2
固定循环指令钻削中间位置孔,扩孔加工
N68
G00Z150M09
取消固定循环,Z轴快速定位,切削液关
N69
M05
主轴停转
N70
M00
程序暂停(手动换刀,更换φ12mm立铣刀)
N71
M03S800F100
主轴正转,转速800r/min,进给速度100r/min
N72
G00G43Z150H4
Z轴快速定位,调用刀具4号长度补偿
N73
X92Y0M07
X、Y轴快速定位,切削液开
N74
Z-10
Z轴快速进刀
N75
G41G01X50Y-14D4
X、Y向进给,并引入刀具4号半径补偿值
N76
M98P2
调用子程序O2
N77
G00Z5
Z轴快速退刀
N78
X32Y55.098
X、Y轴快速定位
N79
Z-2
Z轴快速进刀
N80
G01X68.881Y11.144
X、Y向同时进给
N81
X76.542Y17.572
X、Y向同时进给
N82
X40.941Y50
X、Y向同时进给
N83
G00Z150M09
Z轴快速定位,切削液关
N84
M05
主轴停转
N85
M00
程序暂停(手动换刀,更换φ37。
5mm粗镗刀)
N86
M03S850
主轴正转,转速850r/min
N87
G43G00Z100H9M07
Z轴快速定位,调用刀具9号长度补偿,切削液开
N88
X0Y0
X、Y轴快速定位
N89
G85G99X0Y0Z-30R2F80
粗镗中间位置孔,进给速度80r/min
N90
G00Z100M09
取消固定循环,Z轴快速定位,切削液关
N91
M05
主轴停转
N92
M00
程序暂停(手动换刀,更换φ38mm精镗刀)
N93
M03S1000
主轴正转,转速1000r/min
N94
G43G00Z100H10M07
Z轴快速定位,调用刀具10号长度补偿,切削液开
N95
X0Y0
X、Y轴快速定位
N96
G85G99X0Y0Z-30R2F40
精镗中间位置孔,进给速度40r/min
N97
G00Z100M09
取消固定循环,Z轴快速定位,切削液关
N98
M05
主轴停转
N99
M00
程序暂停(手动换刀,更换φ3mm中心钻)
N100
M03S1200
主轴正转,转速1200r/min
N101
G00G43Z150H5
Z轴快速定位,调用刀具5号长度补偿
N102
X0Y0
X、Y轴快速定位
N103
G81G99X-65Y0Z-2R2F120
固定循环指令点孔加工,进给速度120r/min
N104
G00Z150
取消固定循环,Z轴快速定位
N105
M05
主轴停转
N106
M00
程序暂停(手动换刀,更换φ11。
8mm钻头)
N107
M03S550
主轴正转,转速550r/min
N108
G43G00Z100H2
Z轴快速定位,调用刀具2号长度补偿
N109
X0Y0M07
X、Y轴快速定位,切削液开
N110
G83G99X-65Y0Z-35Q5R2F80
固定循环指令钻削中间位置孔,进给速度80r/min
N111
G00Z150M09
取消固定循环,Z轴快速定位,切削液关
N112
M05
主轴停转
N113
M00
程序暂停(手动换刀,更换φ12mm机用铰刀)
N114
M03S300
主轴正转,转速300r/min
N115
G43G00Z100H6M07
Z轴快速定位,调用刀具6号长度补偿,切削液开
N116
X0Y0
X、Y轴快速定位
N117
G85G99X-65Y0Z-35R2F50
固定循环指令铰孔加工中间位置孔,进给速度50r/min
N118
G00Z150M09
取消固定循环,Z轴快速定位,切削液关
N119
M05
主轴停转
N120
M00
程序暂停(手动换刀,更换φ14mm三面刃铣刀)
N121
M03S800
主轴正转,转速800r/min
N122
G43G00Z100H3
Z轴快速定位,调用刀具3号长度补偿
N123
X0Y0M07
X、Y轴快速定位,切削液开
N124
Z0
Z轴快速进刀
N125
G01X17F60
X轴进给,进给速度60r/min
N126
#1=0
定义Z轴起始深度
N127
#2=-7
定义Z轴最终深度
N128
#3=7+#1
Z方向数值计算
N129
#4=SQRT[7*7-#3*#3]
X方向数值计算
N130
#5=17-#4
X方向数值计算
N131
G01X[#5]Y0Z[#1]F1000
进给至圆弧面的X、Y、Z轴起点位置,进给速度1000r/min
N132
G02I[-#5]J0
整圆铣削加工
N133
#1=#1-0。
02
圆弧深度的每次增加量
N134
IF[#1GE#2]GOT0123
当深度未到时,转移到N123程序段
N135
G00G49Z-50
取消刀具长度补偿,Z轴快速定位
N136
M30
程序结束回起始位置,机床复位(切削液关,主轴停转)
O1
子程序O1
N1
G01Y-32
Y向进给
N2
G02X42Y-40R8
圆弧铣削加工
N3
G01X-42
X向进给
N4
G02X-50Y-32R8
圆弧铣削加工
N5
G01Y-23.664
Y向进给
N6
G02X-47.576Y-17.928R8
圆弧铣削加工
N7
G03Y17.928R28
圆弧铣削加工
N8
G02X-50Y23.664R8
圆弧铣削加工
N9
G01Y32
Y向进给
N10
G02X-42Y40R8
圆弧铣削加工
N11
G01X13.381
X向进给
N12
G02X20.309Y36R8
圆弧铣削加工
N13
G01X48.928Y-13.569
X、Y向同时进给
N14
G02X50Y-17.569R8
圆弧铣削加工
N15
G40G01X60Y0
X、Y向退刀,并取消刀具半径补偿
N16
M99
子程序结束,返回主程序
O2
子程序O2
N1
G01X39.34Y38.572
X、Y向同时进给
N2
G02X5.66Y51.428R-10
圆弧铣削加工
N3
G01X73.944Y28.477
X、Y向同时进给
N4
G02X58.623Y15.519R-10
圆弧铣削加工
N5
G40G01X55Y0
X、Y向退刀,并取消刀具半径补偿
N6
M99
子程序结束,返回主程序
表一:
典型模具零件(键型凸模)加工工艺卡
键型凸模机械加工工艺过程卡
机械加工工艺
零件名称
键型凸模
零件图号
JXTM01-001
第
页
过程卡片
材料
45
毛坯种类及尺寸
锻件
170*130*32
共
页
工序号
工序名称
工序内容
设备
工艺装备名称及规格
切削用量选择
夹具
刀具
量具
主轴转速/(r/min)
进给速度
/(mm/min)
背吃刀量
/(mm)
10
锻
造
锻
造
(
按
毛
坯
图
进
行
锻
造
)
20
退
进
退
火
处
理
炉
温
加
热
到
85
0
度
放
入
工
件
保
温
个小时后关电随炉冷却
30
检
验
检查毛坯是否有微裂纹等缺
陷
40
划
线
划出各表面加工余量
钳工
台
划针
50
铣
按
划线粗铣
六
个
平面
立式
铣床
螺旋
压板
机构
Φ20铣
刀
游标卡
尺
400
80
2
60
铣
精
铣
六
立式
铣床
专用
虎钳
Φ20铣
刀
游标卡
尺
800
40
0.3
个
平
面
70
磨
磨
削
五
个
表
面
平面
磨床
专用
虎钳
砂轮
游标卡
尺
1500
50
0.01
80
数
控铣床综合加工
综合加工零件轮廓和孔
数控
铣床
精密
虎钳
90
清
洗
清
洗
、
去
毛
刺
10
0
检
验
检验产品尺寸是否合格
游标卡
尺、千
分表
编制
校对
审核
批准


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 加工 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
电大审计学形考任务第一十一章自测试题及答案.docx
-
电能质量监督工作总结.docx
-
电信客户经理个人工作总结.docx
-
紫藤萝瀑布读后感15篇.docx
-
国考行测历年真题之资料分析附带答案.docx
-
不动产估价试题.docx
-
部编版小学一年级语文下册第六单元教案.docx
-
初中物理力.docx
-
高考新课标全国卷ii语文试题及答案解析版.docx
-
发展经济学客观题.docx
-
混凝土现场质量控制与检测作业指导书.docx
-
东周水库施工组织设计方案.docx
-
动物学选择判断doc.docx
-
反习惯性违章座谈会演讲稿精选多篇.docx
-
第九章 德育.docx
-
分生作业汇总.docx
-
电算化会计实验报告.docx
-
电影《砍人快乐》 解说文案影评 观后感 解说文案.docx
-
洞穴奇案读后感.docx
