 PD0915焊条电弧焊.docx
PD0915焊条电弧焊.docx
- 文档编号:25106756
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:18
- 大小:37.40KB
PD0915焊条电弧焊.docx
《PD0915焊条电弧焊.docx》由会员分享,可在线阅读,更多相关《PD0915焊条电弧焊.docx(18页珍藏版)》请在冰豆网上搜索。
PD0915焊条电弧焊
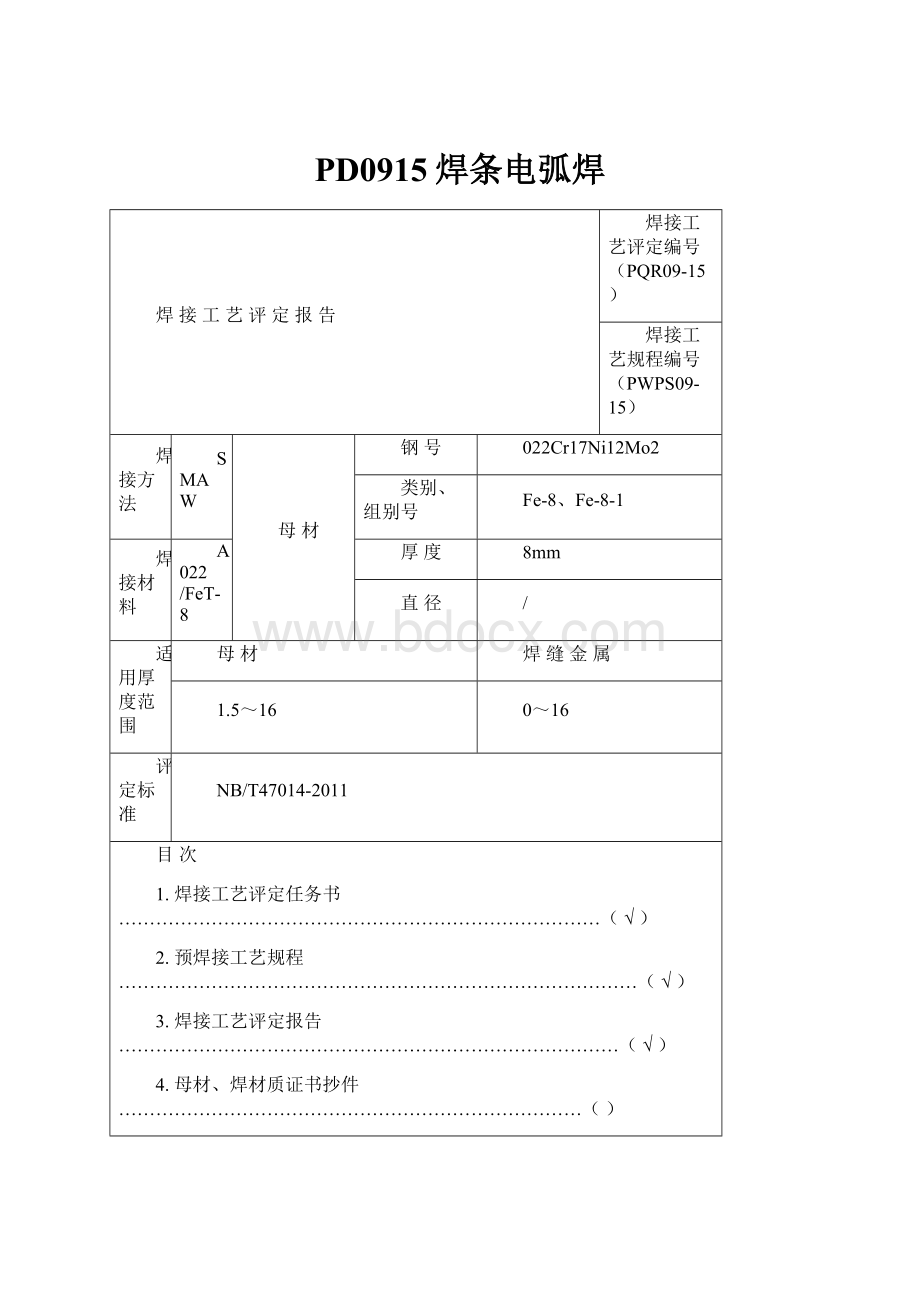
焊接工艺评定报告
焊接工艺评定编号(PQR09-15)
焊接工艺规程编号(PWPS09-15)
焊接方法
SMAW
母材
钢号
022Cr17Ni12Mo2
类别、组别号
Fe-8、Fe-8-1
焊接材料
A022/FeT-8
厚度
8mm
直径
/
适用厚度范围
母材
焊缝金属
1.5~16
0~16
评定标准
NB/T47014-2011
目次
1.焊接工艺评定任务书……………………………………………………………………(√)
2.预焊接工艺规程…………………………………………………………………………(√)
3.焊接工艺评定报告………………………………………………………………………(√)
4.母材、焊材质证书抄件…………………………………………………………………()
5.无损检测报告……………………………………………………………………………()
6.焊后热处理报告…………………………………………………………………………()
7.力学和弯曲性能试验报告……………………………………………………………()
8.焊评施焊记录表…………………………………………………………………………(√)
9.外观和无损检测记录表……………………………….………………………………...(√)
10.力学性能检测记录表……………………………………………………………………(√)
结论
本评定按__NB/T47014-2011__标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。
评定结果:
■合格□不合格
编制
审核
批准
监检员
第三方
用户
曲晓燕
徐利华
邴占香
焊接工艺评定任务书
表码号:
Q/CKD/D102-2009共1页第1页
编制
曲晓燕
日期
2011-12-1
工艺评定编号
PQR09-15
审核
徐利华
日期
2011-12-2
预焊接工艺规程编号
PWPS09-15
评定标准
NB/T47014—2011
要求完成日期
2个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB/T24511,022Cr17Ni12Mo2
8mm
500×100
焊接材料
A022
评定类型
板—板对接
保护气体
/
焊接位置
平焊
焊接方法
SMAW
预热
/
焊后热处理
AW
清根方法
/
层
焊接
方法
焊材
牌号
焊材
规格
电流种类及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量(kj/cm)
钨极直径
喷嘴
直径
正1
SMAW
A022
φ2.6
DC-
60-80
14-16
12-14
≤23.6
/
/
背2
SMAW
A022
φ3.2
DC-
80-100
16-18
14-18
≤23.8
/
/
检验项目、评定指标及试样数量
检验项目
试样数量
(件)
试验方法
评定标准
NB/T47014-2011
合格指标
备注
外观检查
1件
目检
6.4.1.2
无裂纹
无损检测
射线
1件
JB4730.2-2005
6.4.1.2
无裂纹
超声
/
/
渗透
/
/
磁粉
/
/
拉伸试验
■常温
2件
GB/T228-2002
6.4.1.5
Rm≥490MPa
□高温
/
弯曲试验
■面弯
2件
GB/T2653-2008
6.4.1.6
拉伸面上的焊缝和热影响区内,沿任何方向不得有大于3mm长的开口缺陷
■背弯
2件
□侧弯
/
冲击试验
■背弯
3件
GB/T229-2007
6.4.1.7
7.5×55×10
■背弯
3件
硬度检验
/
/
宏观金相检验
/
/
腐蚀试验
/
/
注:
试样避开焊接缺陷取样。
预焊接工艺规程
表码号:
Q/CKD/D026-2009共2页第1页
单位名称:
烟台冰轮高压氧舱有限公司
预焊接工艺规程编号:
PWPS09-15日期:
2011.12.2焊接工艺评定报告编号:
PQR09-15
焊接方法:
SMAW机械化程度(手工、半自功、自动):
手工
焊接接头:
坡口形式:
Y
衬垫(材料及规格)/
其他1:
焊前应将坡口表面及两则20㎜
内的水、锈等有害杂质清除干净。
2:
焊条,接规定进行烘烤。
3:
坡口面为焊接正面
简图:
(接头形式、坡口形式和尺寸、焊层、焊道布置及顺序)
母材:
类别号Fe-8组别号Fe-8-1和类别号Fe-8组别号Fe-8-1相焊及
标准号GB/T24511钢号022Cr117Ni12Mo2和标准号GB/24511钢号022Cr117Ni12Mo2相焊
厚度范围:
母材:
对接焊缝1.5-16mm角焊缝不限
管子直径、厚度范围:
对接焊缝/角焊缝/
焊缝金属厚度范围:
对接焊缝0-16mm角焊缝不限
其他:
/
填充金属:
焊材类别
FeT-8
焊材标准
GB/T983-1995
填充金属尺寸
Φ2.6mm、φ3.2mm
焊材型号
E316L-16
焊材牌号
A022
填充金属类别
焊条
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:
/
注:
对每一种母材和焊接材料的组合均需分别填表
预焊接工艺规程
表码号:
Q/CKD/D026-2009共2页第2页
焊接位置:
对接焊缝的位置平焊
焊接方向:
(向上、向下)/
角焊缝位置不限
焊接方向:
(向上、向下)/
焊后热处理:
温度范围(℃)/
保温时间(h)/
预热:
预热(℃)(允许最低值)/
层间温度(℃)(允许最高值)≤100
保持预热时间/
加热方式/
保护气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
背面保护气///
电特性:
电流种类:
直流极性:
反接
焊接电流范围(A):
见下表电弧电压(V):
见下表
(按所焊位置和厚度,分别列出电流电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
正1
SMAW
A022
φ2.6
DC-
60-80
14-16
12-14
≤23.6
背2
SMAW
A022
φ3.2
DC-
80-100
16-18
14-18
≤23.8
钨极类型及直径:
/喷嘴直径(mm):
/
熔滴过渡形式:
/焊丝送进速度(cm/min):
/
技术措施:
摆动焊或不摆动焊:
/摆动参数:
/
焊前清理和层间清理:
角向磨光机打磨背面清根方法:
/
单道焊或多道焊(每面):
多道单丝焊或多丝焊:
/
导电嘴至工件距离(mm):
/锤击:
/
其他:
/
编制
曲晓燕
日期
2011-12-2
审核
徐利华
日期
2011-12-2
批准
邴占香
日期
2011-12-2
焊接工艺评定报告
表码号:
Q/CKD/D027-2009共3页第1页
单位名称:
烟台冰轮高压氧舱有限公司
焊接工艺评定报告编号:
PQR09-15预焊接工艺规程编号:
PWPS09-15
焊接方法:
SMAW机械化程度(手工,半自动,自动):
手工
接头简图(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度):
母材:
材料标准:
GB/T24511
钢号.:
022Cr17Ni12Mo2
类、组别号:
Fe-8、Fe-8-1和类、组别号:
Fe-8、Fe-8-1相焊
厚度:
8mm
直径:
/
其他:
/
焊后热处理:
(附热处理记录曲线,编号:
热处理温度(℃):
/
保温时间(h):
/
保护气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
背面保护气///
填充金属:
焊材标准:
GB/T983-1995
焊材牌号:
A022
焊材规格:
φ2.6㎜φ3.2㎜
焊缝金属厚度:
8mm
其他:
/
电特性:
(附焊评施焊记录)
电流种类:
直流
极性:
反接
钨极尺寸:
/
焊接电流(A):
60-100
电弧电压(V):
14-18
其他:
最大线能量:
23.8KJ/cm
焊接位置:
对接焊缝位置:
平焊方向(向上,向下)
角焊缝位置:
/方向(向上,向下)
技术措施:
(附焊评施焊记录)
焊接速度(cm/min):
14~18
摆动或不摆动:
不摆动
摆动参数:
/
多道焊或单道焊(每面):
多道
多丝焊或单丝焊:
/
其他:
预热:
预热温度(℃):
/
层间温度(℃):
≤100
其他:
/
焊接工艺评定报告
表码号:
Q/CKD/D027-2009共3页第2页
拉伸试验:
试验报告编号:
PD09-15
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积(mm2)
断裂载菏(kN)
抗拉强度(MPa)
断裂部位和特征
01-01
12
8
42
23.9
605
断于母材
01-02
11.5
8
40.25
24.4
605
断于母材
弯曲试验:
试验报告编号:
PD09-15
试样编号
试样类型
试样厚度(mm)
弯心直径(mm)
弯曲角度(o)
试验结果
01-03
面弯
8
14
180
合格
01-04
面弯
8
14
180
合格
01-05
背弯
8
14
180
合格
01-06
背弯
8
14
180
合格
冲击试验:
试验报告编号:
PD09-15
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功(J)
备注
01-07
01-08
01-09
焊接工艺评定报告
表码号:
Q/CKD/D027-2009共3页第3页
金相检验(角焊缝):
根部(焊透、未焊透):
/焊缝(熔合、未熔合):
/
焊缝、热影响(有裂纹、无裂纹):
/
检验截面
I
II
II
IV
V
焊脚差(mm)
/
/
/
/
/
无损检验:
RT:
无裂纹(报告编号:
PD09-15)UT:
/
MT:
/PT:
/
其他:
/
耐蚀堆焊金属化学成分(重量%):
C
Mn
Si
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
分析表面或取样开始表面至熔合线的距离(mm):
/
附加说明:
/
结论:
本评定按NB/T47014规定焊接试件、检验试件、测定性能,确认试验记录正确,评定结果:
合格
焊工
姓名
赵勇
焊工
代号
J
施焊日期
2011-12-8
编制
曲晓燕
日期
2011.12.20
审核
徐利华
日期
2011.12.20
批准
邴占香
日期
2011.12.20
第三方检验
表码号:
Q/ZKD/D103-2009
焊接工艺评定试验施焊记录表
预焊接工艺规程编号.
PWPS09-15
焊接工艺评定报告编号
PQR09-15
焊工
赵勇
钢印
J
检验员
董大为
记录者
赵勇
日期
2011-12-8
母材
名称
钢号.
尺寸,mm
炉批号
材质证明书编号
其他
钢板
022Cr17Ni12Mo2
500×100
焊材
牌号/型号
尺寸,mm
炉批号
烘干(℃/h)
材质证明书编号
其他
A022(E316L-16)
φ2.6
094296
150/1
A022(E316L-16)
φ3.2
094455
150/1
焊接位置
平焊
接头形式简图:
施焊技术
双面焊,多道
预热温度
/
层间温度
≤100℃
焊后热处理
AW
后热处理
/
清根方法
/
保护气体
/
脉冲频率
/
脉宽比,%
/
层
焊接
方法
焊材
牌号
焊材
规格
电流种类及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量(kj/cm)
钨极直径
喷嘴
直径
正1
SMAW
A022
Φ2.6
DC-
72
15
13
≤23.6
/
/
背2
SMAW
A022
Φ3.2
DC-
90
17
16
≤23.8
/
/
表码号:
Q/ZKD/D104-2009
外观和无损检测记录表
焊评编号
PQR0915
焊评报告编号
PQR09-15
母材/规格
022Cr17Ni12Mo2500χ100mm
焊材/规格
A022φ2.6/φ3.2
表面裂痕
无
单面焊根部未焊透
无
表面气孔
无
单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
无
咬边
无
焊缝宽度
正:
7~8背:
焊缝余高
正:
0~0.5背:
0~0.5
焊脚差
/
检验员:
董大为2011年12月10日审核人:
相福海2011年12月10日
RT无损检测□XT□YT检测报告编号:
PD09-15
检测标准
片号
等级
结果
检测标准
片号
等级
结果
JB4730.2-2005
B1-1
Ⅰ
合格
JB4730.2-2005
B2-1
Ⅰ
合格
备注:
检测者:
相福海2011年12月11日审核人:
李强2011年12月11日
□MT□PT□UT检测报告编号:
检测标准
检测部位
结果
检测标准
检测部位
结果
备注:
检测者:
年月日审核人:
年月日
铁素体含量:
测量标准:
铁素体测量仪:
检验员:
年月日审核人:
年月日
YearmonthdateExamed:
yearmonthdate
其他:
表码号:
Q/ZKD/D105-2009
力学性能检测记录表
焊评编号(PQRNo.)
PQR09-01
拉伸试验
试验标准号:
_GB/T228-2002____试验报告编号:
_______PD09-15_______
试样号
取样
位置
试样
试验温度(℃)
横载面积
(mm2)
断裂载荷
(KN)
Rm
(MPa)
断裂特点和部位
备注
宽度
厚度
01-1
12
8
20
42
23.9
605
断于母材
022Cr17Ni12Mo2
500χ100,AW
2011.12.16
01-2
11.5
8
20
40.25
24.4
605
断于母材
弯曲试验
试验标准号:
_GB/T232-1999_____试验报告编号:
_______H-08_________
试样号
试样型式
试样厚度a(mm)
弯曲直径
D=4a(mm)
弯曲角(o)
弯曲结果
备注
01-3
面弯
8
14
180
未见缺陷
022Cr17Ni12Mo2
500χ100,AW
2011.12.16
01-4
面弯
8
14
180
未见缺陷
01-5
背弯
8
14
180
未见缺陷
01-6
背弯
8
14
180
未见缺陷
冲击试验
试验标准号:
___________试验报告编号:
_________________
试样号
试验温度(℃)
试样尺寸
缺口类型
缺口位置
冲击吸收功KV2(J)
备注
01-7
01-8
01-9


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- PD0915 焊条 电弧焊
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
青岛市黄岛区事业单位教师招聘考试《教育基础知识》真题库及答案解析.docx
-
公文常用词汇和排比.docx
-
人才培养实施策略.docx
-
鲁西西传读后感20篇.docx
-
微机原理与接口综合设计.docx
-
马哲多选题.docx
-
蒙牛的营销渠道.docx
-
生产理论习题及答案.docx
-
精选病退申请书范文8篇.docx
-
民事反诉答辩状8篇.docx
-
具有鲜明时代特点的明朝文化一高三历史教案模板.docx
-
建设工程技术与计量17.docx
-
凯伦世家营销推广案.docx
-
无线局域网的应用与发展.docx
-
践行社会主义核心价值观演讲稿4篇.docx
-
辽宁省葫芦岛市初中学业水平考试中考数学真题及答案.docx
-
体育教学论讲稿.docx
-
某高速公路服务区施工组织设计.docx
-
实验区教学团队科研项目一览表.docx
