 锻制三通工艺规程.docx
锻制三通工艺规程.docx
- 文档编号:25092472
- 上传时间:2023-06-05
- 格式:DOCX
- 页数:25
- 大小:240.70KB
锻制三通工艺规程.docx
《锻制三通工艺规程.docx》由会员分享,可在线阅读,更多相关《锻制三通工艺规程.docx(25页珍藏版)》请在冰豆网上搜索。
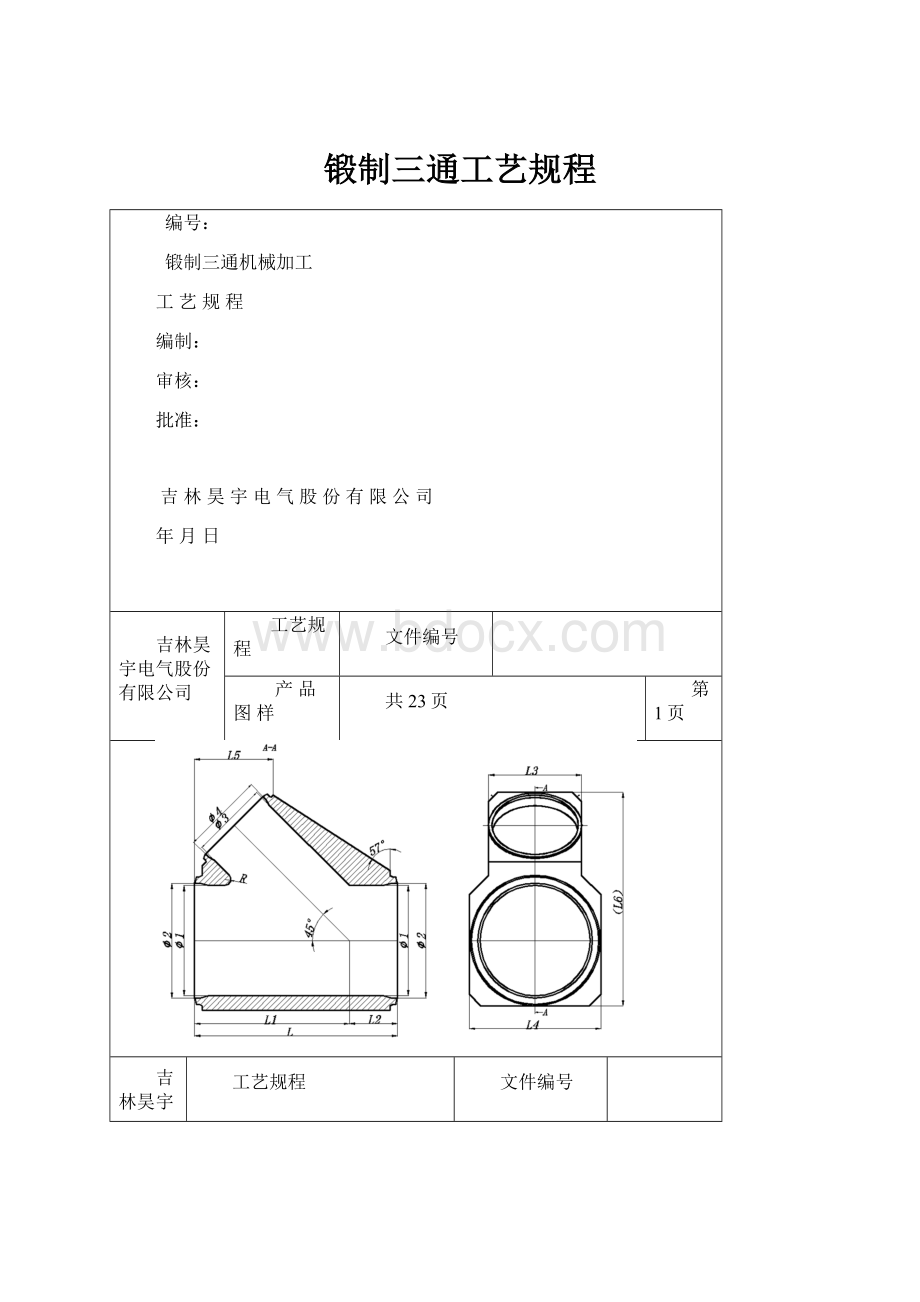
锻制三通工艺规程
编号:
锻制三通机械加工
工艺规程
编制:
审核:
批准:
吉林昊宇电气股份有限公司
年月日
吉林昊宇电气股份有限公司
工艺规程
文件编号
产品图样
共23页
第1页
吉林昊宇电气股份有限公司
工艺规程
文件编号
共23页
第2页
工序号
工序内容
车间
工艺装备名称及编号
设 备
胎(夹)具
量 具
1
检查毛胚缺陷
机加车间
划线台
钢板尺卷尺
2
划Φ1、Φ2十字中心线
机加车间
划线台
划规、钢板尺
3
上镗床,按线找正卡紧
机加车间
镗床
压板、螺栓组合
百分表
4
分别铣主管两端面,保证尺寸L
机加车间
镗床
卷尺、卡尺
5
分别铣主管两端坡口
机加车间
镗床
6
铣支管端面
机加车间
镗床
卷尺、卡尺
7
铣支管坡口
机加车间
镗床
卡尺
8
钻主管孔Φ
机加车间
镗床
9
分别镗主管内孔Φ1
机加车间
镗床
卡尺内、径千分尺
10
分别镗主管内孔Φ2
机加车间
镗床
卡尺内、径千分尺
11
钻分管孔Φ
机加车间
镗床
卡尺
12
镗分管内孔Φ3
机加车间
镗床
卡尺内、径千分尺
13
镗分管内孔Φ4
机加车间
镗床
卡尺内、径千分尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
共23页
第3页
工序号
工序内容
车间
工艺装备名称及编号
设 备
胎(夹)具
量 具
14
铣平面
机加车间
镗床
卡尺、卷尺
15
铣倒角
机加车间
镗床
卡尺、角度尺
16
铣另一倒角
机加车间
镗床
卡尺、角度尺
17
铣分管平面,保证尺寸L6
机加车间
镗床
18
卸下工件,检查尺寸
机加车间
镗床
19
打标识
机加车间
20
入库
库房
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
1
共23页
第4页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
技术要求
(1)操作者开机前检查工艺文件是否齐全、有效
(2)操作者开机需要与检查员相互校对测量仪器是否一致
(3)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志
(4)按切削规范要求调整机床,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品
(5)首件、换胎时对所有项目要自检
(6)在加工和搬运过程中轻拿轻放.以防工件磕.划.伤
1
检查毛胚缺陷
划线台
钢板尺、卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
2
共23页
第5页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
划Φ1、Φ3十字中心线
划线台
钢板尺、卡尺
划针、高度尺
90º角尺、划线盘
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
3
共23页
第6页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
上镗床,按线找正卡紧
镗床
百分表
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
4
共23页
第7页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣主管两端面,保证尺寸L
镗床
卷尺、卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
5
共23页
第9页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
分别铣主管坡口
镗床
铣刀
卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
6
共23页
第8页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣支管端面
镗床
铣刀
卷尺、卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
7
共23页
第10页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣分管坡口
镗床
铣刀
卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
8
共23页
第11页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
钻主管孔Φ
镗床
钻头
卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
9
共23页
第12页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
粗镗主管内孔Φ1
镗床
镗刀
卡尺
2
半精镗主管内孔Φ1
镗床
镗刀
卡尺
3
精镗主管内孔至1
镗床
镗刀
卡尺、千分尺
4
反转工件,找正夹紧
5
粗镗主管内孔Φ1
镗床
镗刀
6
半精镗主管内孔Φ1
镗床
镗刀
7
精镗主管内孔Φ1
镗床
镗刀
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
10
共23页
第14页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
粗镗主管内孔Φ2
镗床
镗刀
卡尺
2
半精镗主管内孔Φ2
镗床
镗刀
卡尺
3
精镗主管内孔Φ2
镗床
镗刀
卡尺、千分尺
4
镗倒角
镗床
镗刀
角度尺
5
反转工件,找正夹紧
镗床
镗刀
5
粗镗主管内孔Φ2
镗床
镗刀
卡尺
7
半精镗主管内孔Φ2
镗床
镗刀
卡尺
8
精镗主管镗主管内孔Φ2
镗床
镗刀
卡尺、千分尺
9
镗倒角
镗床
镗刀
角度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
11
共23页
第15页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
钻分管孔至Φ
镗床
钻头
卡尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
12
共23页
第16页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
粗镗分管内孔Φ3
镗床
镗刀
卡尺
2
半精镗主管内孔Φ3
镗床
镗刀
卡尺
3
精镗主管内孔Φ3
镗床
镗刀
卡尺、千分尺
4
镗倒角
镗床
镗刀
角度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
13
共23页
第16页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
粗镗分管内孔Φ4
镗床
镗刀
卡尺
2
半精镗主管内孔Φ4
镗床
镗刀
卡尺
3
精镗主管内孔Φ4
镗床
镗刀
卡尺、千分尺
4
镗倒角
镗床
镗刀
角度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
14
共23页
第17页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣平面,保证尺寸L3、L4
镗床铣刀
铣刀
卡尺、卷尺、高度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
15
共23页
第18页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣上端面倒角
镗床
铣刀
卡尺、角度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
16
共23页
第19页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣下端面两倒角
镗床
铣刀
卡尺、角度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
17
共23页
第20页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
铣分管平面,保证尺寸L6
镗床
铣床
卡尺、高度尺
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
18
共23页
第21页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
卸下工件
外径千分尺、卡尺、内径千分尺、高度尺、角度尺
2
按图纸、检查尺寸
划线平台
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
19
共23页
第22页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
技术要求
按厂家要求打标识
1
打标识
划线平台
吉林昊宇电气股份有限公司
工艺规程
文件编号
工序号
20
共23页
第23页
工步号
工步容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
胎(夹)具
量具
1
入库,将工件放在平地
库房


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 锻制 三通 工艺 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
部编版一年级语文下册全册同步试题及答案汇总.docx
-
县信访局工作总结范文与县农发办工会工作总结汇编.docx
-
新目标中考英语一轮复习任务型阅读5含答案解析.docx
-
七夕活动主题方案七夕活动主题doc.docx
-
自考03708中国近现代史纲要重点复习资料.docx
-
高考英语考纲3500词汇表汇总42992.docx
-
通风区各工种操作规程.docx
-
高考历史动态全解 71 近代物理学的奠基人和革命者人民版必修三.docx
-
家政服务员国家职业标准.docx
-
小学语文说课稿五篇.docx
-
大学生社会实践活动个人总结.docx
-
九年级数学专题复习代几综合问题.docx
-
新人教版七年级下册英语课本单词表.docx
-
单位网络信息安全员岗位职责多篇.docx
-
悬挑架方案专家论证通过.docx
-
学籍信息管理系统.docx
-
《管输工艺》问答题.docx
-
学生会工作台帐模板.docx
-
浅谈认知语言学中的范畴理论.docx
