 中厚板操作规程.docx
中厚板操作规程.docx
- 文档编号:25077003
- 上传时间:2023-06-04
- 格式:DOCX
- 页数:106
- 大小:61.55KB
中厚板操作规程.docx
《中厚板操作规程.docx》由会员分享,可在线阅读,更多相关《中厚板操作规程.docx(106页珍藏版)》请在冰豆网上搜索。
中厚板操作规程
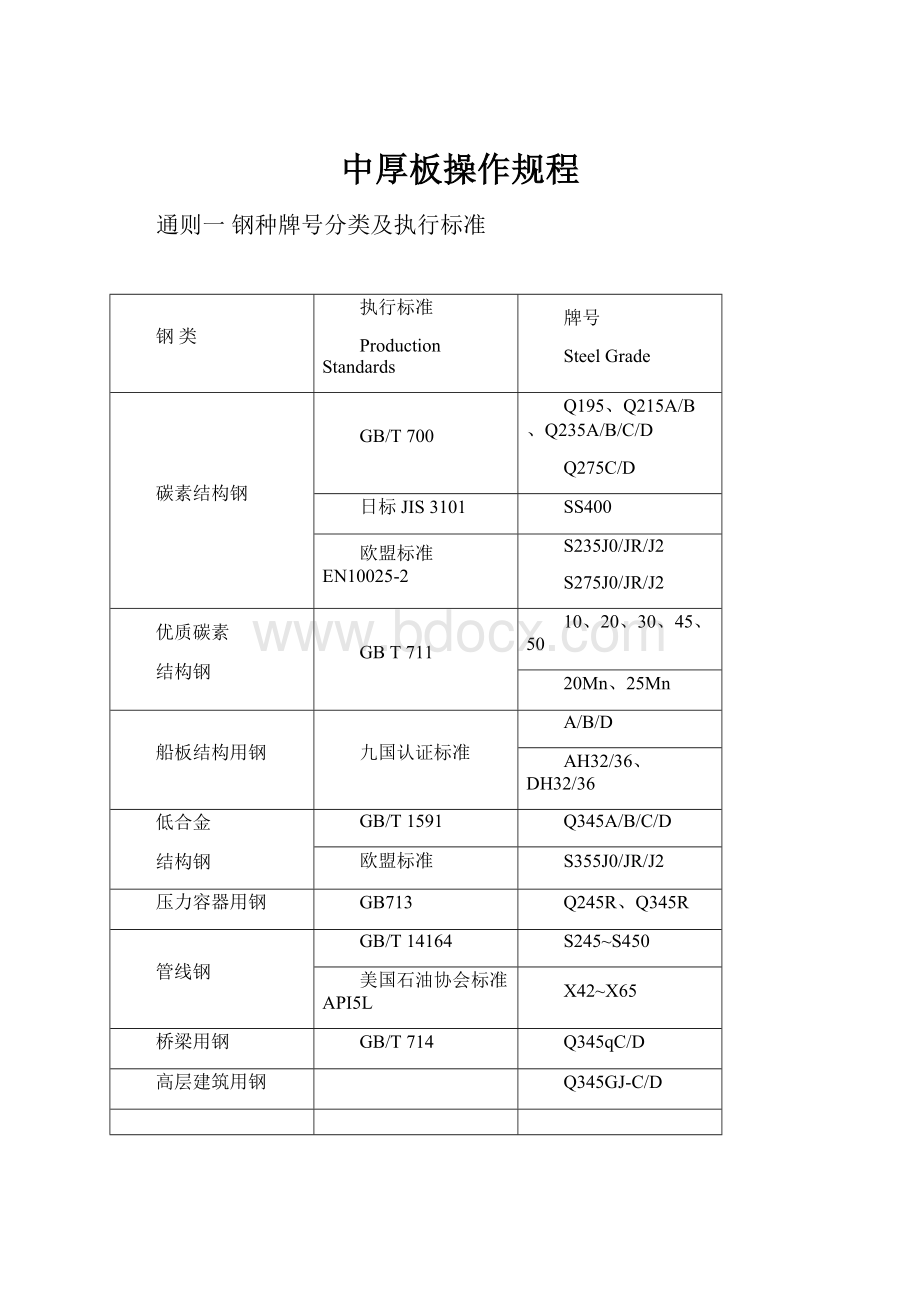
通则一钢种牌号分类及执行标准
钢类
执行标准
Production Standards
牌号
SteelGrade
碳素结构钢
GB/T700
Q195、Q215A/B、Q235A/B/C/D
Q275C/D
日标JIS3101
SS400
欧盟标准EN10025-2
S235J0/JR/J2
S275J0/JR/J2
优质碳素
结构钢
GBT711
10、20、30、45、50
20Mn、25Mn
船板结构用钢
九国认证标准
A/B/D
AH32/36、DH32/36
低合金
结构钢
GB/T1591
Q345A/B/C/D
欧盟标准
S355J0/JR/J2
压力容器用钢
GB713
Q245R、Q345R
管线钢
GB/T14164
S245~S450
美国石油协会标准API5L
X42~X65
桥梁用钢
GB/T714
Q345qC/D
高层建筑用钢
Q345GJ-C/D
通则二常用铁合金名称、牌号对应表
产品名称
牌号
主要成分
硅铁
FeSi75Al2.0-A
Si:
硅锰合金
FeMn65Si17
Mn:
Si:
低碳锰铁
FeMn83C0.7
C:
Mn:
Si:
中碳锰铁
FeMn78C2.0
C:
Mn:
Si:
高碳锰铁
FeMn78C8.0
C:
Mn:
Si:
铌铁
FeNb60-A
Nb:
钒铁
FeV50-A
V:
硅铝铁
FeAl37Si20
Al:
Si:
硅铝钡
FeAl26Ba9Si30
硼铁
FeB18
B:
钛铁
FeTi30
Ti:
硅钙包芯线
Ca31Si60
Ca:
Si:
铝钙包芯线
FeCa30Al5
钙铁包芯线
FeCa30
钛铁包芯线
FeTi30-A
硼线
FeB18C0.5
铝镁钙
Al57Mg3.0Ca2.0
通则三国内外钢种牌号对照表
1、碳素结构钢钢号中外对照表
中国标准
GB、YB
国际标准
ISO
欧盟标准
EN
美国标准
ASTM
日本标准
JIS
Q195
HR185
S185(1.0035)
Gr.B
SS330
SPHC
Q215
Gr.C
SS330
SPHC
Q235A
E235B
HR235B
Gr.D
SS400
Q235B
E235B
HR235B
S235JR
Gr.D
SS400
Q235C
E235C
HR235D
S235JO
Gr.D
SS400
Q235D
E235D
HR235D
S235J2
SS400
Q255A
Gr.36
SM400A
Q255B
Gr.36
SM400B
Q275
HR275
S275JR
S275JO
S275J2
Gr.40
SS490
2、优质碳素结构钢钢号中外对照表
中国标准
GB、YB
国际标准
ISO
欧盟标准
EN
美国标准
ASTM
日本标准
JIS
08F
DC01(1.0330)
1008
SPHD,SPHE
10F
DC01(1.0330)
1010
SPHD,SPHE
15F
1015
S15C
08
DC01,DC03
1008
SPHE,S10C
08Al
10
C10
DC01,C10C
1010
S10C,S12C
15
C15E4
C15C(1.0234)
1015
S15C,S17C
20
C22(1.0402)
1020
S20CS22C
25
C25(1.0406)
1025
S25C,S28C
30
C30(1.0528)
1030
S30C,S33C
35
C35(1.0501)
1035
S35C,S38C
40
C40(1.0511)
1040
S40C
45
C45(1.0503)
1045
S45C
3、低合金高强度结构钢钢号中外对照表
中国标准
GB、YB
国际标准
ISO
欧盟标准
EN
美国标准
ASTM
日本标准
JIS
Q295A
DP300
E295
(1.0050)
HC300LA
Gr.42
Gr.45
Gr.A
HSLAS45
SM490
SPFC490
Q295B
DP300
E295
S275JR
HC300LA
Gr.42
Gr.45
Gr.A
HSLAS45
SM490
SPFC490
Q345A
HS355C
HSF355
DP350
E355
(1.0060)
HC340LA
Gr.50
Gr.A/B/C/D
HSLAS50
SM590
SPFC590
Q345B
HS355C,HSF355
DP350
S355JR
(1.0045)
HC340LA
Gr.50
Gr.A/B/C/D
HSLAS50
SM590
SPFC590
Q345C
HS355D
E355DD
S355J0
(1.0553)
HC340LA
Gr.50
Gr.A/B/C/D
HSLAS50
SM590
SPFC590
Q345D
HS355D
E355DD
S355J2
(1.0577)
HC340LA
Gr.50
SM590
SPFC590
Q345E
HS355D
E355DD
S355NL
(1.0546)
HC340LA
SM590
SPFC590
通则四典型钢种力学性能标准
钢种
力学及工艺性能
Rel(Mpa)
Rm(Mpa)
A%
Akv(J)
温度(℃)
量值
180°冷弯
Q195
195~350
335~430
≥33
――
――
d=0.5a
Q215B
≥230
355~450
≥31
20
≥40
d=a
Q235B
≥260
400~500
≥27
20
≥40
d=1.5a
Q345B
≥355
480~630
≥22
20
≥44
d=2a
Q345C
≥355
480~630
≥24
0
≥44
d=1.5a
S245/B
265~445
420~755
≥24
0
≥60
d=1.5a
S290/X42
310~495
430~755
≥24
0
≥70
d=1.5a
S320/X46
340~525
440~755
≥24
0
≥70
d=2a
S360/X52
380~545
480~755
≥24
0
≥70
d=2a
通则五铁水预处理管理规定
1、当铁水[S]≥0.050%时,必需过铁水预处理进行铁水脱硫。
2、根据工艺路线和品种钢质量要求各钢种脱硫规定
钢种
处理条件
目标要求
Q235B、SS400、Q235等直上连铸机
铁水[S]≥0.040%
[S]<0.025%
Q195、Q235B、SS400、Q235过LF炉
铁水[S]≥0.050%
[S]<0.025%
A/B普通船板钢直上连铸
铁水[S]≥0.030%
[S]<0.020%
其它品种钢过LF炉
铁水[S]≥0.040%
[S]<0.025%
通则六转炉装入制度管理规定
分阶段定量装入法
炉龄(炉)
1-3
4-500
>500
装入量(吨)
150
155-160
160-170
铁水(吨)
150
铁块、废钢(吨)
0
出钢量(吨)
137
142-147
147-156
1.装入量
铁水、铁块、废钢各装入误差量均不大于0.5吨。
2.装入顺序
2.1炉龄<50炉,先兑铁水,后加废钢,避免砸坏底吹供气元件。
2.2炉龄>50炉,炉底生成“炉渣—金属蘑菇头”后,可先加废钢,后兑铁水。
2.3上料系统事故状态下,需要用废钢斗加石灰,要先加废钢,再兑铁水,最后加石灰,以保证开吹打火正常。
2.4测枪位、补炉后第一炉可先兑铁水,后加废钢。
通则七大补炉及新开炉冶炼钢种规定
钢种类别
大补炉
新开炉
正常炉
碳素结构钢
√
√
√
优碳钢系列
×
×
√
低合金系列
√
×
√
船板结构钢
√
×
√
高强船板结构钢
×
×
√
压力容器系列
×
×
√
高层建筑用钢
×
×
√
桥梁钢
×
×
√
管线钢系列
×
×
√
通则八温度管理制度
正常情况下(吹氩符合工艺规程要求,中包烘烤良好,铸机状态正常),钢水温度按下表控制。
钢种
项目
Q235A/B/C
S235JR/JO、SS400
CCSA/B/D、S275JR/JO、SS400-B、Q245R
Q345系列、
高强度船板
25Mn
Q460C
第一包
连浇
第一包
连浇
第一包
连浇
第一包
连浇
第一包
连浇
转炉炉后温度℃
1590-
1600
1560-
1570
1585-
1595
1555-
1570
1585-
1595
1555-
1565
1580-
1590
1550-
1560
1585-
1595
1555-
1565
精炼出站温度℃
1590-
1600
1560-
1570
1585-
1595
1555-
1565
1585-
1595
1555-
1565
1580-
1590
1550-
1560
1585-
1595
1555-
1565
连铸到站温度℃
1585-
1595
1555-
1565
1580-
1590
1550-
1560
1580-
1590
1550-
1560
1575-
1585
1545-
1555
1580-
1590
1550-
1560
中包温度℃
1545-
1555
1525-
1540
1540-
1550
1520-
1535
1540-
1550
1520-
1535
1535-
1545
1515-
1530
1540-
1550
1520-
1535
液相线温度℃
1517
1513
1510
1506
1509
钢种
项目
Q195
S355J0、S355JR、S355J2+N
Q235D、10#
30#
45#、50#
第一包
连浇
第一包
连浇
第一包
连浇
第一包
连浇
第一包
连浇
转炉炉后温度℃
1600-
1610
1570-
1580
1585-
1595
1555-
1565
1595-
1605
1565-
1575
1580-
1590
1550-
1560
1570-
1580
1540-
1550
精炼出站温度℃
1600-
1610
1570-
1580
1585-
1595
1555-
1565
1595-
1605
1565-
1575
1580-
1590
1550-
1560
1570-
1580
1540-
1550
连铸到站温度℃
1595-
1605
1565-
1575
1580-
1590
1550-
1560
1590-
1600
1560-
1570
1575-
1585
1545-
1555
1565-
1575
1535-
1545
中包温度℃
1555-
1565
1535-
1550
1540-
1550
1520-
1535
1550-
1560
1530-
1545
1535-
1545
1515-
1530
1525-
1535
1505-
1520
液相线温度℃
1523
1513
1520
1503
1495
注:
1、未列出的钢种按液相线温度选择控制温度。
2、停浇时间超过2小时,前四炉上钢温度按上限控制。
3、出站温度是指软吹符合要求后,准备吊包时所测温度。
4、所测温度出现异常时必须重新测温。
5、非精炼条件下根据实际生产情况温度提高10-20℃。
通则九温度与拉速匹配表
典型钢种
中间包温度℃
Q235A/B/C、S235JR/J0、SS400
T>1555
1540<T≤1555
T≤1540
CCSA/B/D、S275JR/J0
SS400-B、Q245R
T>1550
1535<T≤1550
T≤1535
Q345B/C/D/E、Q345R、
Q345Qc/D、高强度船板
T>1550
1535<T≤1550
T≤1535
25Mn
T>1545
1530<T≤1545
T≤1530
Q460C
T>1550
1535<T≤1550
T≤1535
Q195
T>1565
1550<T≤1565
T≤1550
S355J0、S355JR、S355J2+N
T>1550
1535<T≤1550
T≤1535
Q235D、10#
T>1560
1545<T≤1560
T≤1545
30#
T>1545
1530<T≤1545
T≤1530
45#、50#
T>1535
1520<T≤1535
T≤1520
各钢种温度对应拉速范围(m/min)
0.60-0.70
0.65-0.80
0.75-0.85
目标拉速(m/min)
0.65
0.75
0.80
注:
对于有特殊规定的钢种,执行分钢种操作要点。
出现特殊情况,对温度进行如下调整:
1、生产出现特殊情况,需要铸机低拉速控制或单流浇钢时,可视情况提高出站温度,但温度必须小于控制温度上限5℃。
2、钢包新包或钢包包龄后期温度按上限控制。
3、钢包在回转台上的蹲包时间必须控制在10分钟内,因蹲包时间长造成的温度低,责任由造成蹲包的单位承担。
4、因煤气造成中包烘烤不良,开机温度提高10℃或由连铸机长视情况而定
通则十钢种内控成分标准(试行)
序号
钢种
标准
C%,标准
Si%
Mn%
P%
S%
Alt%
Ceq
1
Q195
标准
≤0.12
≤0.30
≤0.50
≤0.035
≤0.040
内控
0.06-0.10
0.15-0.30
0.35-0.45
≤0.030
≤0.015
目标
0.08
0.20
0.40
≤0.020
≤0.010
2
10#
标准
0.07-0.13
0.17-0.37
0.35-0.65
≤0.035
≤0.035
内控
0.08-0.12
0.20-0.30
0.45-0.55
≤0.030
≤0.015
0.020-0.030
目标
0.10
0.25
0.50
≤0.020
≤0.010
0.025
3
Q235A
标准
≤0.22
≤0.35
≤1.40
≤0.045
≤0.050
内控
0.14-0.17
0.15-0.30
0.45-0.55
≤0.025
≤0.015
目标
0.15
0.17
0.50
≤0.020
≤0.012
4
Q235B
标准
≤0.20
≤0.35
≤1.40
≤0.045
≤0.045
内控
0.16-0.20
0.15-0.30
0.35-0.45
≤0.025
≤0.015
目标
0.18
0.17
0.40
≤0.020
≤0.012
5
Q235C
标准
≤0.17
≤0.35
≤1.40
≤0.040
≤0.040
内控
0.12-0.16
0.15-0.30
0.45-0.60
≤0.025
≤0.015
目标
0.15
0.17
0.50
≤0.020
≤0.012
6
Q235B
标准
≤0.20
≤0.35
≤1.40
≤0.045
≤0.045
内控
0.14-0.17
0.15-0.30
0.45-0.55
≤0.025
≤0.015
目标
0.15
0.17
0.50
≤0.020
≤0.012
7
S235JRS235J0
标准
≤0.17
≤1.40
≤0.030
≤0.030
0.35
内控
0.13-0.17
0.20-0.45
0.50-0.70
≤0.025
≤0.020
0.23-0.35
目标
0.15
0.30
0.60
≤0.020
≤0.010
8
Q235BH
标准
≤0.20
≤0.35
≤1.40
≤O.045
≤0.045
内控
0.12-0.16
0.15-0.30
0.55-0.75
≤O.025
≤0.018
≥0.02
目标
0.14
0.22
0.65
≤O.020
≤0.015
0.020
9
SS400
标准
—
—
—
≤0.050
≤0.050
内控
0.14-0.18
0.20-0.40
0.50-0.70
≤0.030
≤0.020
0.005-0.010
目标
0.16
0.30
0.65
≤0.025
≤0.010
0.008
10
20Mn
标准
0.17-0.23
0.17-0.37
0.70-1.00
≤O.035
≤0.035
内控
0.16-0.19
0.15-0.25
0.70-0.80
≤0.020
≤0.025
目标
0.18
0.20
0.75
≤0.015
≤0.020
11
25Mn
标准
0.22-0.29
0.17-0.37
0.70-1.00
≤O.035
≤0.035
≥0.015
内控
0.23-0.27
0.20-0.30
0.75-0.85
≤0.020
≤0.010
≥0.020
目标
0.25
0.25
0.80
≤0.015
≤0.020
0.020
12
CCSA
标准
≤0.21
≤0.50
≥0.50
≤0.035
≤0.035
0.4
内控
0.12-0.16
0.15-0.35
0.60-0.80
≤0.025
≤0.020
0.23-0.35
目标
0.14
0.25
0.70
≤0.020
≤0.010
13
SS400-B
标准
≤0.26
≤0.40
≤1.20
≤0.050
≤0.050
内控
0.15-0.19
0.25-0.35
0.65-0.75
≤0.030
≤0.020
0.005-0.010
目标
0.17
0.28
0.65
≤0.025
≤0.010
0.008
14
CCSB
标准
≤0.21
≤0.35
≥0.60
≤0.035
≤0.035
--
≤0.40
内控
0.09-0.15
0.15-0.30
0.70-0.90
≤0.025
≤0.010
≥0.006
0.20-0.30
目标
0.12
0.25
0.80
≤0.020
≤0.008
0.24
15
Q245R
标准
≤0.20
≤0.35
0.50-1.00
≤0.025
≤0.015
≥0.020
内控
0.14-0.17
0.20-0.30
0.55-0.65
≤0.020
≤0.010
0.020-0.030
目标
0.15
0.25
0.60
≤0.015
≤0.008
0.022
序号
钢种
标准
C%
Si%
Mn%
P%
S%
Alt%
Nb%
Ti%
Ceq
16
CCSD
标准
≤0.21
0.15-0.35
≥0.60
≤0.035
≤0.035
≥0.020
0.40
内控
0.09-0.13
0.15-0.30
0.70-0.90
≤0.020
≤0.010
0.020-0.030
0.010-0.020
≤0.40
目标
0.11
0.25
0.80
≤0.015
≤0.008
0.022
0.015
17
Q235DS235J2
标准
≤0.17
≤0.35
≤1.40
≤0.035
≤0.035
≥0.02
内控
0.08-0.12
0.15-0.30
0.80-0.90
≤0.020
≤0.015
0.020-0.025
0.010-0.020
目标
0.10
0.20
0.85
≤0.018
≤0.010
0.022
0.015
18
L245
标准
≤0.20
≤0.35
≤1.30
≤O.025
≤0.015
≥0.02
内控
0.08-0.11
0.15-0.25
0.90-1.10
≤O.020
≤0.010
0.020-0.030
0.010-0.015
≥0.015
目标
0.09
0.20
1.00
≤O.015
≤0.005
0.022
0.010
0.015
19
S275JR
标准
≤0.21
≤1.50
≤0.035
≤0.035
0.40
内控
0.13-0.17
0.20-0.40
0.90-1.10
≤0.020
≤0.02


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 厚板 操作规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
投资建设项目组织复习指导.docx
-
推荐保险理赔自查报告优秀word范文 15页.docx
-
完整word版安全文明施工专项施工方案.docx
-
完整word版设计工期保证措施word文档良心出品.docx
-
五比五争实施方案.docx
-
完整版医生实习日记.docx
-
西溪里2#车库砼施工方案.docx
-
完整打印版小学一年级下全册音乐教案.docx
-
为规范西瓜种子繁育生产技术.docx
-
湘教版八年级思想品德上全册教案.docx
-
五年级数学上册小数除法竖式计算专项训练283.docx
-
小学教学教学计划10篇.docx
-
涡阳金桂山庄施工组织设计.docx
-
系统设计方案和对策.docx
-
项目工程招投标管理方案计划章程制度.docx
-
小学六年级语文下册教案人教版.docx
-
务工证明.docx
-
现代科技手抄报内容.docx
-
小学一年级信息技术教案 下辽宁师范大学出版社.docx
