 MPAG1机器参数本厂.docx
MPAG1机器参数本厂.docx
- 文档编号:25046709
- 上传时间:2023-06-04
- 格式:DOCX
- 页数:21
- 大小:31.18KB
MPAG1机器参数本厂.docx
《MPAG1机器参数本厂.docx》由会员分享,可在线阅读,更多相关《MPAG1机器参数本厂.docx(21页珍藏版)》请在冰豆网上搜索。
MPAG1机器参数本厂
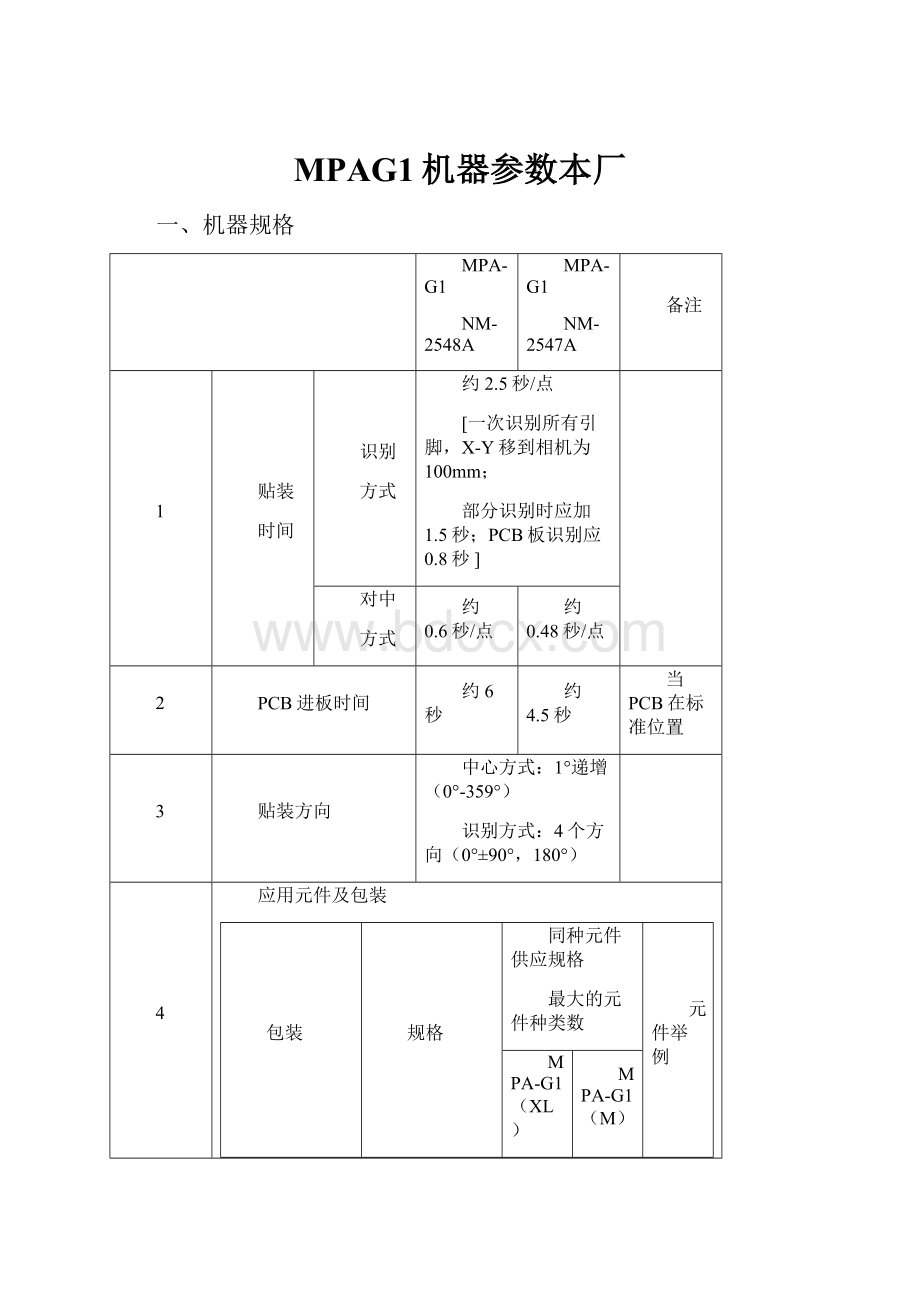
一、机器规格
MPA-G1
NM-2548A
MPA-G1
NM-2547A
备注
1
贴装
时间
识别
方式
约2.5秒/点
[一次识别所有引脚,X-Y移到相机为100mm;
部分识别时应加1.5秒;PCB板识别应0.8秒]
对中
方式
约0.6秒/点
约0.48秒/点
2
PCB进板时间
约6秒
约4.5秒
当PCB在标准位置
3
贴装方向
中心方式:
1°递增(0°-359°)
识别方式:
4个方向(0°±90°,180°)
4
应用元件及包装
包装
规格
同种元件供应规格
最大的元件种类数
元件举例
MPA-G1(XL)
MPA-G1(M)
胶带
胶带宽8,12mm
80
60
扁平单片:
1.6×0.8,
2.0×1.25,3.2×1.6
圆柱体:
1.0×1.25
1.4×3.6
钽电容(A,B,C,D)
铝电解电容(S,L)
SOP(8-28P)
PLCCMax:
30×30
16,24,32mm
40
30
44mm
26
20
棒状
倾斜面
SOP
80
60
SOP(8-28P)
PLCC
40
30
PLCCMax:
30×30
堆层
棒宽
最大20mm
40
30
SOP(8-28P)
PLCCMax:
30×30
20-40mm
26
20
托盘
宽:
85-230
长:
200-335
40
40
QFPMin:
9×9
Max:
50×50
5
PCB尺寸
Max:
510×460mm
Min:
50×50mm
Max:
330×250mm
Min:
50×50mm
6
PCB支撑方式
机器可以改变(支撑顶针位置也可改变)
7
PCB厚度调整
(0.5-4.0t)
8
PCB贴装面积
Max:
510×452mm
Or330×242mm
Max:
330×242mm
9
机器尺寸
长:
2.149m
宽:
1.730m
高:
1.450m
长:
1.939m
宽:
1.425m
高:
1.450m
10
重量
约1000Kg
约800Kg
11
空气压
0.49MPa100L/Min(A.N.R)
12
控制
32位微处理器(Panadac-783)
13
指令方式
X-Y轴:
0.001mm/脉冲
14
程序功能
模式重复,交替元件供应功能
15
数据输入系统
键盘或3.5英寸软盘
16
NC代码
EIA或ASCII码
17
程序步骤
最大2000步(32个程序)
18
电源
单相100V,4KVA
单相100V,3KVA
二、可选设备:
1托盘供料架(供应托盘元件)
2识别系统(PCB识别相机,元件识别相机)
3切刀(元件吸取后切胶带)
4工具更换单元
5共面性检测装置
6PCB边校正
7坏板标记检测(PCB坏板标记传感器)
8自动宽度调整(自动调整PCB传送单元的宽度,包括进板和卸板)
9QFP抛料传送带
10位置pin自动调整
三、MPA-G1主要硬件部分
1undercamera部品检测相机2个
2Panadac944A引脚控制器,检测TARYQFP引脚是否翘高的检测系统
3WV-BM900识别监视器
4Panadac337HA脉冲马达驱动器
5Panadac7000FA控制器
6PowersuppleNP-002-2相机放大器
7P610-AC100光回路电源
8荧光灯电源
9主操作盘
10Panadac936L-01-A电源盘
11Panadac783AF-A主控制器
12副操作盘
13Panadac321E-1-8AC伺服马达驱动器,控制Y轴(Y轴驱动器)
14Panadac941A自动控制器,
15Panadac931-02A打印机
16基板相机
四、MPA-G1各轴
1.V轴:
头轴转方向
2.H轴:
头轴上下
3.X轴:
4.Y轴:
5.U轴:
驱动料架Feeder
6.W轴:
小车
7.TX轴:
托盘
8.TY轴:
托盘
9.TZ轴:
托盘上下
五、NC程序
[NCPROGRAM]
NCPROGRAMNAME:
STEPREMAINING:
TEACREMAIN:
ARRAYPPROGRAMNAME:
STEP:
TEACCOUNT:
PROGRAMOFFSET:
X=Y=H=
TESTDISPSTRT:
X=Y=DATATYPE:
ABS
BLOCK
NO.
XCOOR
YCOOR
Z-NO.
PLC
θ
S&R
PLC
DISP
PLC
OPR.
SKIP
BLOCK
MARK
TEAC
LAND
TEAC
BAD
MARK
PLC
POSI
PLC
HEGT
1
0.00
0.00
1
0
01
0
0
0
0
0
0
0
0.00
F1F2F3F4F5F6F7F8
1.NCPROGRAMNAME:
NC程序名
2.STEPREMAINING:
步骤剩余
3.TEACREMAIN:
4.ARRAYPPROGRAMNAME:
:
ARRAY程序名
5.STEP:
步数
6.TEACCOUNT:
7.PROGRAMOFFSET:
程序补偿,补正机器原点与基板XY坐标原点之间的差距。
8.TESTDISPSTRT:
:
测试点胶
9.DATATYPE:
数据种类(ABS:
绝对值;REL:
相对值)
10.BLOCKNO.:
程序顺序号码
11.XCOOR:
以XY坐标原点为基准的X方向元件坐标值
12.YCOOR:
以XY坐标原点为基准的Y方向元件坐标值
13.Z-NO:
元件赠送位置(元件Feeders:
1-60,Tray:
201-240)
14.PLCθ:
元件贴装在PCB上的角度(0°-359°角度;1-8代码)
15.S&R:
角度偏转&模式重复(00:
不存在连板模式;01:
步骤重复;02:
模式重复;11
90°步骤重复;12:
90°模式重复;21:
180°步骤重复;22:
180°模式重
31:
270°步骤重复;32:
270°模式重复)
16.PLCDISP:
点胶
17.PLCOPR.:
贴装动作(0正常;1头轴垂直上下动作)
18.SKIPBLOCK:
跳跃步骤(0为执行;7为无条件跳跃;1-6,8,9为有条件跳跃)
19.MARKTEAC:
标记教导(0为普通贴片点,1为个别MARK,2为基板MARK,3为模式MARK)
20.LANDTEAC:
焊盘教导
21.BADMARK:
坏板标记
22.PLCPOSI:
23.PLCHEGT:
贴装高度补偿
F1:
TEACHING教示F2:
INSERT插入F3:
DELETE删除F4:
SEARCH搜寻
F5:
MOREFUNCTION更多功能(MULTIPLEEXCHANGE多步更改;MULTIPLEALTERATN多步修改;TRANSFER移动;OFFSETREGIST补偿定位;CIRCUITSEARCH回路查找)
六、ARRAY程序
[ARRAYPROGRAM]
PROGRAMNAME:
DET922V6BZ
ZNO
COMPONENTCODE
COMPONENTNAME
COMPPICKUPPOS
MASTZNO
SUPPLYCODE
EJ
POS
PIKUPHEIGH
X
Y
1
0.00
0.00
0
1
0.00
F1F2F3F4F5F7F8
1.PROGRAMNAME:
ARRAY程序名
2.ZNO:
料站号
3.COMPONENTCODE:
元件代码(最大16位字符,用于区分元件种类)
4.COMPONENTNAME:
元件名(最大16位字符,用于解释元件代码)
5.COMPPICKUPPOS:
元件吸取位置(X=±999.99mm,Y=±999.99mm)
6.MASTZNO.:
主Z轴号
7.SUPPLYCODE:
区分托盘数据(最大8位字符)
8.EJPOS:
元件抛料位置(1=小元件抛料位置;2=QFP元件抛料位置)
9.PIKUPHEIGH:
吸取高度补偿
F1:
COMPCODEREFERENC元件代码参考
F2:
EXCHANGE更改
F3:
CLEAR删除
F4:
SEARCH查询
F5:
MOREFUNCTION更多功能(COPY拷贝;MULTIPLEALTERATN多步更改;ALTERATN更改;VACPOSITEACHING吸料位置教导;TRANSFER移动;TRYCODEREFERENC托盘代码参考;PICKUPINITIAL吸取初始)
七、元件数据库
[COMPONENTDATALIBRARY]1/66
COMPCODE:
128COMPTYPE:
4
COMPONENTLENGTH
COMPTHICK
TOOLSELE
NZZLSELE
HEADSELE
REVACU
HEADROTSPED
HEADU.D.SPED
VACULEVL
PREVACUCHEK
LEADCOPLCHEK
CMR
UP
DOWM
L
R
5
5
1
1
3
5
4
0
0
2
LEADCOUNT
LEADPITCH
CUTLEAD1
CUTLEAD2
CUTLEAD3
CUTLEAD4
U.
D.
LF
RT
U.D.
TOLE
L.R.
TOLE
D
CU
POSI
D
CU
POSI
D
CU
POSI
D
CU
POSI
COMPCODE:
128COMPTYPE:
4
PISPENSING
FEED
ROT
WUP(WU.D.TYPE)
WAXIS
XYMOVESPD
HEADAXIS
PITC
TIMS
AM
ANGL
TYPE
TIMS
DIRE
INTRANS
ATVACU
VACU
ADJU
0.00
0
0
0
0
0
0
0
0
0
0
0
1
1
F1F2F3F4F5F6F7F8
1.COMPCODE:
元件代码(最多16位字符)
2.COMPTYPE:
元件种类(1-99指定元件外形)
3.COMPONENTLENGTH:
元件每边的长度(上,下,左,右)
4.COMPTHICK:
元件厚度
5.TOOLSELE:
工具选择(1-5)
6.NZZLSELE:
吸嘴选择(没用到)
7.HEADSELE:
头选择(左,右头)
8.REVACU:
重新吸取(当发生吸取错误时,是否要再次吸取)
9.HEADROTSPED:
头旋转速度(1高;2中;3低)
10.HEADU.D.SPED:
头上下速度(1高;2中高;3中;4中低;5低)
11.VACULEVL:
元件吸取真空强度(1强~8弱)
12.PREVACUCHEK:
预先吸取检测(0不预检测;1预检测)
13.LEADCOPLCHEK:
引脚共面性,弯曲检测(0不检测;1-9数据号码)
14.CMR:
元件相机(0无元件相机;1-4相机指定:
1FINE,2NORMAL,3CHIP,4BGA)
15.LEADCOUNT:
元件每边的引脚数(不包含切引脚)
16.LEADPITCH:
引脚间距(U.D.上下;L.R.左右;TOLE公差)
17.CUTLEAD1:
切引线1(包括Side:
1-4;NO.:
0-99;Position:
-127-+127)
18.CUTLEAD2:
切引线2(包括Side:
1-4;NO.:
0-99;Position:
-127-+127)
19.CUTLEAD3:
切引线3(包括Side:
1-4;NO.:
0-99;Position:
-127-+127)
20.CUTLEAD4:
切引线4(包括Side:
1-4;NO.:
0-99;Position:
-127-+127)
21.FEEDTYPE:
喂料类型(0=NOPeeling不剥皮,1=Peeling剥皮,,2=Stack堆)
22.FEEDTIMS:
每个元件喂料次数(0-4)
23.FEEDDIRE:
元件喂料方向(0=0°;1=45°;2=90°;3=135°;4=180°;5=225°;6=270°;7=315°)
24.ROT:
头在吸取位置的旋转角度(0-7同上)
25.WUP(WU.D.TYPE):
INTRANS在W轴传送时指定吸嘴上下(0=有,1=无);
ATVACUUM在W轴吸取时吸嘴上下(0=无,1=有)
26.WAXISVACU:
W轴吸取(0=无,1=有)
27.WAXISADJUST:
W规正爪元件调整(0=无,1=有)
28.XYMOVESPD:
XY移动速度(0标准;1低速)
29.HEADAXIS:
头轴预先上下(在头吸元件后上升、贴装时下降提前,0标准;1预先)
F1:
COMPONENTTEACHING元件教导
F2:
CMPTYPESETTING:
元件种类设定
F4:
SWITCHDISPLAY:
转换显示
F5:
RECOGTEST:
识别测试
八、标记数据库
[MARKLIBRARY]
MARKSHAPECODE
MARKDIMENSIONX
MARKDIMENSIONY
PCBMATERIAL
MARKSHAPE
RECOGNITION
TYPE
F1F2F3F4F5F6F7F8
1.MARKSHAPECODE:
标记形状代码
2.MARKDIMENSIONX:
标记X轴尺寸
3.MARKDIMENSIONY:
标记Y轴尺寸
4.PCBMATERIAL:
PCB及标记材质代码(0=Copperplating铜镀;1=Solderplating电镀)
5.MARKSHAPE:
标记形状(0=○;1=□;2=◇;3=△;8=﹢;9=□/□)
6.RECOGNITIONTYPE:
识别类型(1=阴影;2=二值化,3=坏板标记)
九、托盘数据库
[TRAYDATALIBRARY]
SUPPLECODE:
22
1STPICKUPPOSI
LASTPICKUPPOSI
TRAYPITCH
NO.OFCOMP
PULL-OUTSPEED
EM
X
Y
X
Y
X
Y
X
Y
TOTL
EMPTYPOSI.
1
2
3
4
5
6
7
8
9
X
Y
X
Y
X
Y
X
Y
X
Y
X
Y
X
Y
X
Y
X
Y
STRTPOSI
X
Y
注:
X,Y与普通X,Y相反!
1.SUPPLECODE:
托盘数据代码名(最大8字符)
2.1STPICKUPPOSI:
第一个元件吸取位置
3.LASTPICKUPPOSI:
最后一个元件吸取位置
4.TRAYPITCH:
托盘间距
5.NO.OFCOMP:
托盘X方向元件数、Y方向元件数、元件总数。
6.PULL-OUTSPEED:
托盘X轴拉出的速度(1=高;2=中;3=低)
7.EM:
托盘空元件位置(X=1-99;Y=1-99)
8.STRTPOSI:
开始位置
十、机器初始设置
<
[INDIVIDUALMACHINEDATA]
ORIGINOFFSETPLCMACHINE(mm)
TRAY1(mm)
HEADPITCH(mm)
T00LCHANGEPOSITION1
2
3
4
5
COMEJECTPOSITION1(BOX)
2(CONVEYOR)
BADBOARDMARKSENSORAND
HEADLEFTCLEARANCEOFFSET
NILCLOGGINGVACUUMLEVLHLT1
T2
T3
T4
T5
NILCLOGGINGVACUMLEVLHRT1
T2
T3
T4
T5
COMPONENTPOSIY→WTRAY1
W→PLCMACHINETRAY1
TRAYPLATEPUSH-INPOSITRAY1
ZAXISRACKSPACINGTRAY1
COMPONENTESCAPEPOSITRAY1
EVERYOTHERRACKSLOTSPACINGDATESETTING
HEADL
HEADR.
TOOLST.1
2
3
4
5
X=0.00Y=1.00H=-0.50(原点补偿)
V=0.00U=0.00
X=0.00Y=0.00
Z=0.00
X=-49.97Y=0.00(左右头间距)
X=-65.00Y=0.00(工具与头的距离
X=-115.00Y=0.00
X=-165.00Y=0.00
X=-215.00Y=0.00
X=-265.00Y=0.00
X=-75.00Y=+35.00(小元件抛料位置)
X=-265.00Y=+20.00(QFP抛料位置)
X=-78.00Y=-10.00
(坏板标记传感器与左头之间的距离)
N1=1(检测左吸嘴填塞等级)
N1=0
N1=0
N1=7
N1=0
N1=1(检测右吸嘴填塞等级)
N1=0
N1=1
N1=7
N1=0
Y=0.00W=0.00(元件从Y→W的位置)
W=+580.00(元件从W到头吸取位置距离)
X=-4.50(托盘X轴到原点位置的距离)
UP=+13.50DN=+13.50(Z轴上下范围)
1Y=+460.502Y=+511.20
X=0.00Y=0.00(每个架槽间距)
YYMMDD=000000HHMMSS=000000
T=4MNOZZLE(左头中号吸嘴)
T=1MCHUCK(右头中号爪)
T=0(工具更换状态设置)
T=0
T=0
T=0
T=0
NOZZLENO.TOREC.1005COMP
TOOLOFFSET1
2
3
4
5
PCBHEIGHIOFFSET
PCBARRIVALSENSORPOSITION
MACHINENAME
TOOLCOMMENT
TOOLSIZETYPETOOL1
2
3
4
5
DISPENSINGHEADOFFSET
DISP.NOZZLEROTATIONOFFSET
CASSETTEBLOCKOFFSET(FRONT)
CASSETTEBLOCKOFFSET(REAR)
MOUNTBASEPOSITIONOFFSE
TOOL1HIGHTOFFSET~~TOOLNOZZLE1HIGHTOFFSET
N=0(识别1005元件吸嘴号)
X=0.00Y=0.00R=0.00(工具补偿)
X=0.00Y=0.00R=0.00
X=0.00Y=0.00R=0.00
X=0.00Y=0.00R=0.00
X=0.00Y=0.00R=0.00
0.00(PCB高度补偿)
X=0.00Y=0.00(PCB到达传感器)
(机器名)
T1=MCHUCK(工具注释)小号爪
T2=CHUCK大号爪
T3=NOZZLE小号吸嘴
T4=MNOZZLE中号吸嘴
T5=LNOZZLE大号吸嘴
NORMALLONGLARGETHICK(工具尺寸种类)
NORMALLONGLARGETHICK(对元件)
NORMALLONGLARGETHICK
NORMALLONGLARGETHICK
NORMALLONGLARGETHICK
X=0.00Y=0.00(点胶头补偿)
X=0.00Y=0.00(点胶吸嘴旋转补偿)
X=0.00Y=0.00H=0.00(所有料架补偿)前
X=0.00Y=0.00H=0.00(所有料架补偿)后
X=0.00Y=0.00(所有贴装位置补偿)
0.00(mm)
十一、操作状态设置
[OPERATIONCONDITIONSSETTING]
BADBOARDMARK
CONTVACERRSTOPCOUNT(FEEDER)
(TRAY)
RECOVERYCOUNT(NOCOMPRECOG)
(COMPRECOG)
RECOGNITIONRETRYCOUNT
DISP/PLCDIRECTIONUNIT.EXCHANGE
REAL.FEEDERCOMP180°ROTATION
TRAYCOMP180°ROTATION
PCBOARDERRRETRYCOUNT
PCBOARDERRDISPOSAL(处理)
PROGRAMOFFSETALTERATION
PCBMARKPOSITIONTAKE-IN
TRANSFERMOVEMENT
PASSTHROUGH
DISPENSING
DISPENSINGHEAD
STABLLIZETIMEROFDISPPRESS
DISP.HEIGHTOFFSET
DISP.BASEAMOUNT(sec)
TEST.DISP.SELECTION
DISPAMOUNT(TIME


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- MPAG1 机器 参数 本厂
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
旅游计调新年工作计划范文5篇.docx
-
夏之绝句 设计doc.docx
-
现代化农业循环经济项目可行性研究报告.docx
-
毛概期末考试重点汇总.docx
-
湘教版小学美术二年级上册全册教案2.docx
-
考研英语二作文九大热门话题与范文.docx
-
可编辑生物说课稿范文集锦6篇.docx
-
图文CorelDRAWX4实用案例教程第2章绘制几何图形精.docx
-
课程设计 2.docx
-
土建质检员考试题库.docx
-
团队凝聚力培训心得体会.docx
-
快件运输合同合同范本1.docx
-
垃圾焚烧发电厂实习报告.docx
-
外研版高中必修6单词解析.docx
-
外研社版二年级上册英语期末复习资料全.docx
-
完整word版工程进度计划与措施.docx
-
完整word版人教版地理八年级上册知识点总结推荐文档.docx
-
李宫俊的诗经典语录.docx
-
完整版七年级下外研版英语单元试题MODULE5测试题2.docx
