 EVG全自动钢筋桁架焊接生产线作业指导书.doc
EVG全自动钢筋桁架焊接生产线作业指导书.doc
- 文档编号:2499198
- 上传时间:2022-10-30
- 格式:DOC
- 页数:22
- 大小:31.07MB
EVG全自动钢筋桁架焊接生产线作业指导书.doc
《EVG全自动钢筋桁架焊接生产线作业指导书.doc》由会员分享,可在线阅读,更多相关《EVG全自动钢筋桁架焊接生产线作业指导书.doc(22页珍藏版)》请在冰豆网上搜索。
全自动钢筋桁架焊接成型设备
TSD7-30B型桁架焊接生产线此套设备是EVG公司(Entwicklungs-undVerwertungs-Gesellschaftm.b.H)结合国内实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。
随着技术的不断发展和钢筋桁架全球化发展趋势。
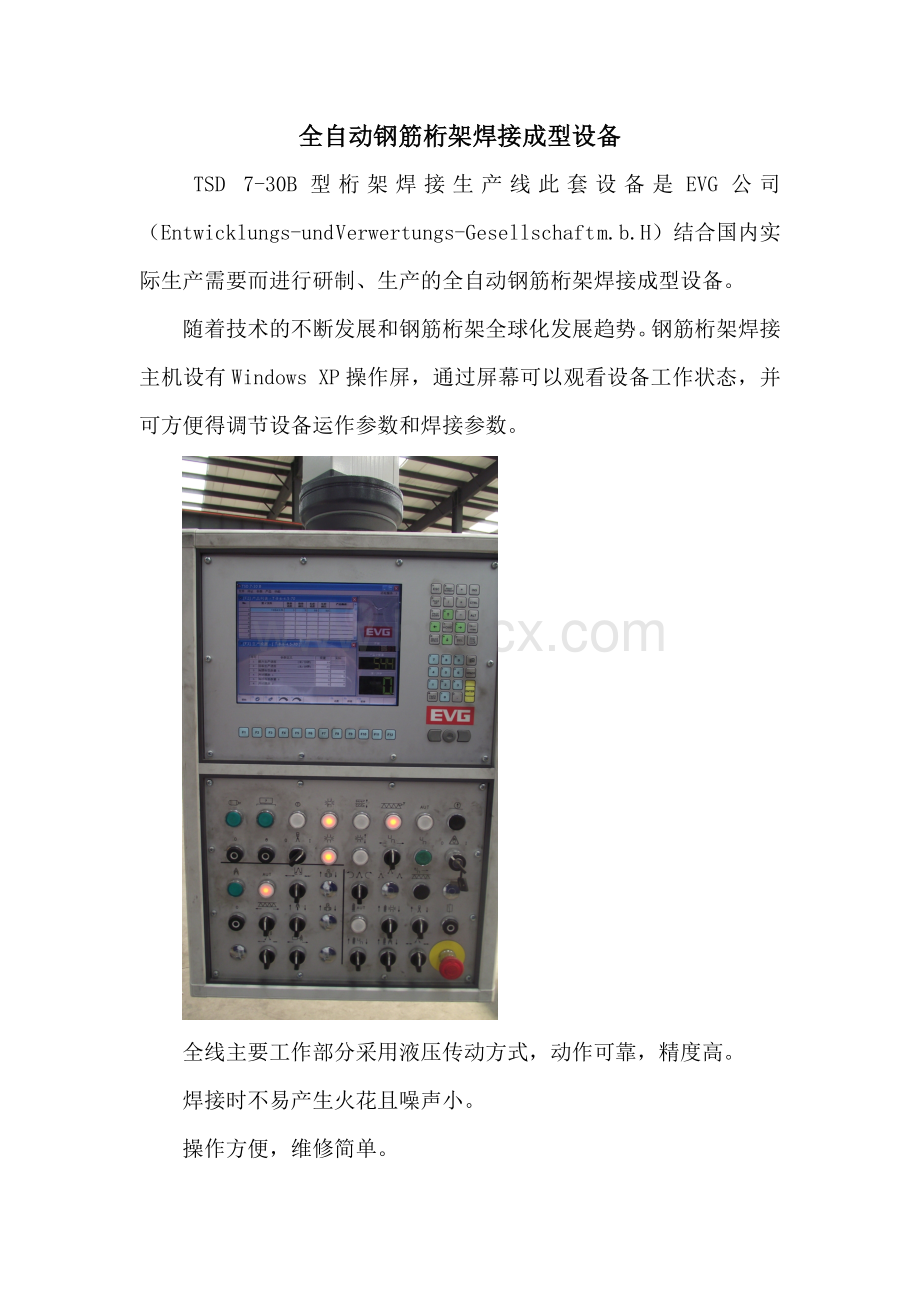
钢筋桁架焊接主机设有WindowsXP操作屏,通过屏幕可以观看设备工作状态,并可方便得调节设备运作参数和焊接参数。
全线主要工作部分采用液压传动方式,动作可靠,精度高。
焊接时不易产生火花且噪声小。
操作方便,维修简单。
该设备布置合理,外形美观。
全自动钢筋桁架焊接成型设备主要组成部分如下:
1、放线机(WIREPAY-OFFSGV3000-5)
放线机:
主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所组成。
该套放线机由我司自行加工,制作,组装。
现已投入生产,正常使用。
每台放线机分别设有制动抱闸装置,抱闸信号分别于钢筋拉出机送丝装置一一对应,实现自动放线。
当生产线自动运行时,抱闸一直起作用,而当生产线停止时抱闸关闭防止放料盘自动滑行。
放线机出口并设有无料报警装置,每卷钢筋放完后无料报警装置检测到钢筋端头,焊接主机操作屏报警(放线盘无钢筋)自动停机。
2、钢筋拉出机(WIREPULL-OFFMACHINETL5/RV)
钢筋拉出机:
主要由3相齿轮电机(拉动上、下弦钢筋前进),3相齿轮电机(拉动腹杆钢筋前进),停止钢筋切割装置,地线接触器,蓄线环的引导杆,引导口,钢筋前进装置,第二钢筋前进装置(较大直径钢筋配用),压辊,压辊气缸所组成。
钢筋拉出机的唯一目的就是把钢筋从放线机中拉出来,同事形成圆环形蓄能器,送给焊接机的矫直机。
上弦钢筋和下弦钢筋分别配备两台拉线单元,两台脚踏开关。
腹杆钢筋配备一台拉线单元。
焊接机开动时,钢筋环就会自动形成,顶端安装控制钢筋环尺寸的接触器,当此接触器触及钢筋时,送丝装置自动停止。
3、钢筋桁架焊接主机(TRUSSGIRDERWELDERTSD7-30)
钢筋桁架焊接机:
主要由校直器和扭曲装置,桁架钢筋弯曲单元,桁架推进装置,焊接总成,剪切装置几部分所组成。
两个矫直块安装在两个相互垂直的平面上,在EVG的机器上使用了多种矫直块,它们的辊直径规格及轧辊的数量各不相同,对于不同直径的钢筋,有相应的模板可用。
上弦钢筋在扭曲装置中由两个压过钢筋相对移动的辊轮来扭曲,轧辊的轴线,(对着直径)对钢筋的轴线的夹角决定了扭曲的程度和方向。
弯曲机是一个机械装置,它由驱动链和两个弯曲杠杆所组成,弯曲杠杆在下面的是一个固定的,而在上面的一个则是可移动的。
曲折支撑的钢筋被凸起的销钉所弯曲,再挂在弯曲链的的一个销钉上。
为了调节桁架的高度,整个弯曲机的上部包括上线钢筋矫直机及引导焊机部分调整的。
桁架推进钳子夹住桁架的上弦钢筋和下弦钢筋(由中央液压缸驱动),经由链杆推动着桁架向前移动。
剪切机可沿着长度放向移动,可以再不同间距位置剪切(200mm、300mm、400mm位置)剪切机的前后移动是由两个气动气缸控制的。
顶端剪切升降的高度可以无级调整。
4、桁架码垛机(TRUSSGIRDERSTACKERSVH12)
桁架码垛机:
主要由上位桁架引导器,齿条皮带,传送夹具,液压电动机,气缸,传送小车,卸载装置,升降台,升降驱动轴,下位桁架引导器。
经过剪切机构切断之后,钢筋桁架由传送器送到码垛区域,用打开的架子把桁架放到升降平台上,升降平台自动的下沉一个码垛机桁架的高度。
输送小车它是由伺服电机经过齿条皮带驱动的,输送夹由气动来保证夹住桁架,在输送过程中,桁架受桁架顶和桁架底的引导器引导。
底部的引导器在两个气缸的驱动下可张开,顺利的把切下的桁架输送到码垛机上。
升降台由齿轮电动机和链轮驱动,它用于在桁架底部引导器张开后托运桁架,一旦由程序事先预定好数目的桁架放到升降台后,升降台将移动到它的最低张点位置。
当码到了所需要的数量之后,桁架堆就完全将到底并从码垛区域卸出。
码垛机是钢筋桁架焊接机的一个部分,它唯一目的是自动码垛由桁架焊接生产线生产出的钢筋桁架。
码垛机用于把桁架码到其他桁架的上面,达到了预设的桁架数后,桁架堆就被自动的推出生产线。
5、西门子产品(SIMATICS7)
焊接电流控制单元的功能:
IGC8型焊接控制单元由平稳的直流电供电,电压为24V+/-15%。
流入电流为400Ma。
最大的启动电脉冲为1安培。
IGC8控制单元由较高层次的计算机(微处理控制器,个人计算机)通过键盘和屏幕来设定焊接时间,焊接功率及焊接电流的增长。
更换焊接的设定就是“用设定来规定焊接的程序”。
通过焊接的设定可实现电流块作业及成批的焊接作业。
在焊接设定时,一系列的焊接数据行被输入焊接控制器中。
6、冷却水系统
模具夹具、电流导体、变压器的第二级、焊接油缸的受体、及焊接机的液压驱动器都由水冷却。
此冷却装置由15KW压缩机自动制冷,设定好制冷温度(25℃)后,水泵自动循环,当冷水机温度传感器检测到温度超过设定温度时,压缩机自动启动,冷却水温度下降到设定值压缩机自动停止。
钢筋桁架原材料主要采用:
钢筋桁架上弦钢筋、下弦钢筋采用热轧盘螺钢筋HRB400,或冷轧带肋钢筋CRB550。
钢筋桁架腹杆钢筋采用冷轧光圆钢筋CPB550或CPB650。
钢筋桁架的上下弦钢筋直径范围为5mm-12mm,腹杆钢筋直径范围为4mm-7mm。
TSD7-30B型桁架焊接生产线规范:
A型不带折弯角高度H170-350mm
B型带折弯角高度H270-270mm
A型、B型钢筋桁架步长200mm
混凝土保护层厚度15/30mm
钢筋桁架成品生产长度范围2m-12m
最大生产速度可达33m/min
全自动钢筋桁架焊接生产线作业指导书
开始在机器上作业之前,为了安全必须将机器停止并按下急停按钮(红色蘑菇状键扭)。
1.穿筋
1.1根据生产任务单,选择符合相应标准和生产规格的钢筋,将其放在相应的钢筋支撑架上。
1.2钢筋吊装前,应再次确认钢筋的类型、直径必须与生产任务单相符。
1.3吊装钢筋时,应用吊带将钢筋箍绑牢固,用两根吊带对称起吊,不得单吊带斜吊。
1.4钢筋安放牢固后,利用断线钳剪断包装带,将吊带和包装带抽出。
1.5吊带和包装带未抽出前,不得穿筋。
1.6穿筋前,应确认钢筋已经冷却并检查钢筋外观质量。
其表面不得有油污、锈皮等影响焊接质量的缺陷。
1.7钢筋进入桁架机焊接前,应再次确认所选钢筋符合相应标准和生产规格。
1.8确认所选钢筋符合相应标准和生产规格后,将钢筋穿入校直机。
2.校直
2.1根据钢筋直径和类别,对校直机压轮位置及间隙进行调整,以保证校直机输出的钢筋为直线状。
2.2校直后输出的钢筋不得扭曲。
2.3不得调整校直装置的引导轮。
2.4校直轮不得压入过深,以防驱动机过载。
2.5根据钢筋变形方向,精确调整最后一个压轮。
2.6如果松开最后一个压轮后,钢筋仍发生变形,可再次调整第二或第三个压轮,之后再校正最后一个压轮。
2.7如输出的钢筋校直效果不好,应着重调整钢筋变形压轮。
3.对桁架焊接机进行调整:
3.1桁架高度:
手动调节
打开液压系统,打开慢进模式、关闭焊接;
3.1.1当机器开动时I,在曲柄的角度约为90°或270°在慢行模式T下停止。
3.1.2张开夹具,拆除在弯曲单元上的压板和上弦钢筋的支架。
提示:
在调整之前必须绝对确保压板已经拆除,否则弯曲轴和压板可能会碰撞。
3.1.3在OP7上预选择“输入—高度”并输入新的桁架高度。
3.1.4在OP7上出现关于自动或手动高度调整的信息156,用F3键预选手动调整。
3.1.5在打开相应的图像(焊接头、剪切机、码垛机)之后,在OP7上用F2/F3键可激活每个枢纽。
为了能检查弯曲单元的调整是否较好,在临近弯曲单元处设有一个手动开关。
3.1.6在弯曲单元里压制桁架的冲击杠杆、桁架前进装置、导向管和气缸必须调整到与新的桁架高度相配合。
3.1.7上夹持器并拆除弯曲单元和上弦支架里的压板(引导蛇板支架)。
(在每个底部的宽度上设有两个电极夹具;带平坦的电极角的电极夹具适用于最高达150mm的桁架,而带尖锐电极角的电极夹具适用于高度在130mm以上的桁架。
)
如在“缓行模式—生产”中描述的那样开动焊接机。
3.2自动调整:
3.2.1在OP7上的“输入—高度”项下输入新的桁架高度:
3.2.2在OP7上出现关于自动或手动高度调整的信息173,用F2键预选自动调整。
3.2.3在OP7屏幕上,信号》进入调整位置《被显示出来。
3.2.4开动液压系统并预选慢行模式“Τ”,关闭焊接。
3.2.5保持机器的开启(ON)键I被压住,此机器进行到自动调整的相对位置(曲柄角度大约在90°或270°),当达到此位置后,此机器停下来而机器的开启(ON)键I闪烁。
3.2.6在控制面板上按动机器开启(ON)键I ,在OP7上显示两个问题:
1)弯曲单元的压制板已经拆除否?
移去压板(弯曲单元)
2)夹具是否张开?
打开全部夹持螺栓。
提示:
在调整之前必须决对确保压板已经拆除,否则弯曲轴和压板可能会相互碰撞。
此外,在焊接区域必须除去上弦支撑(引导舌板支撑)
3.2.7确定两个问题后,焊接头的高度、剪切机、码垛机和弯曲单元将被自动调整。
如果新的设定位置已经达到了,自动的高度调整就不会进行。
3.2.8有可能必须进行精确调整,它可逐个元件进行(参照“手动调整”)。
修改后的值选取为新的校准值。
在完成了高度调节后,轴的设定和保持慢性模式自动的进行。
因此低速是预设好的,这有利于设定和检查冲击杠杆。
3.2.8.1设定或改变带冲击销的冲击杠杆。
3.2.8.2以慢行模式启动此机器。
用按钮1SB3.3(面板1AP13)在OP7上显示确认信息》冲击杠杆设定《
3.2.8.3配置或改变压板(弯曲单元)。
3.2.8.4在推进装置上改变上弦钢筋的夹具,并把间隔调整到中等大小。
3.2.8.5设定曲折支撑钢筋对中指。
当桁架较高时,可能有必要把对中指的转移点向后退一点(在OP7上,“机器—曲折钢筋-对中-角偏移”项下)。
3.2.8.6用螺丝设定上弦钢筋的支架(引导舌板支架)。
3.2.8.7改变上弦钢筋的电极。
对较低的桁架,采用八角形的电极。
对较高的桁架,采用四边形的电极。
3.2.8.8更换下弦钢筋的电极。
(在每个底宽上 配置两个电极夹具;带平坦的电极角的电极夹具适用于最高达150mm的桁架,而带尖锐电极角的电极夹具适用于高度在130mm以上的桁架。
)
3.2.8.9在弯曲单元里压桁架的导向管和气缸现在必须调整到与新的桁架高度相配合。
3.2.8.10合上此夹具;
3.2.8.11如在“慢性模式—生产”中那样开动焊接机。
3.3.桁架下弦的直径:
—调整矫直机;
—如有必要,更换推进装置的引导管,钢筋直径在6mm以下时,在推进系统中采取导管(长号状)。
若钢筋直径大于6mm,在推进系统中不用导管。
—夹具的顎(拆除或插入垫片)。
钢筋在6mm以下则用垫片,超过6mm则不用垫片。
—如有必要,在曲折支撑钢筋的对中装置上配有下垂的支架装置并在下弦钢筋的焊接区为下弦钢筋配备引导辊已配合新的钢筋直径。
—在曲折钢筋对中装置上的支架向下:
若钢筋直径在10mm或以下,采取支架(叠放)向下,若钢筋直径超过10mm,则支架不向下。
—调整焊接能力及焊接时间。
—设定焊接压力。
3.4桁架上弦的直径:
—调整矫直机;
—在曲折钢筋的通道内更换导管;
—如有必要,根据钢筋的直径更换上弦钢筋的引导和引导舌;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- EVG 全自动 钢筋 桁架 焊接 生产线 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
炼钢厂2#转炉倾动减速机更换施工方案DOCWord文件下载.docx
-
人教版数学一年级下册23 十几减5432练习题B卷Word格式.docx
-
全新柯氏一级评估反应量表文档格式.doc
-
完整版中职电工基础教案文档格式.docx
-
德国常用药品说明书仅供参考Word格式文档下载.docx
-
人教版小学六年级语文句子专项练习Word文件下载.docx
-
高中校园广播稿3篇Word格式文档下载.docx
-
全球顶级财经公关公司排行榜Word格式.docx
-
人力资源心理学Word下载.docx
-
公司安全生产管理制度汇编Word格式.doc
-
西北师范大学旅游学院旅游管理专业课程教学大纲Word文件下载.docx
-
在校大学生审计实习报告Word下载.docx
-
人教部编版七年级上历史第6课动荡的春秋时期练习卷Word文档下载推荐.docx
-
工代制度学习资料文档格式.docx
-
全面质量成本管理Word文档格式.doc
-
人音版第七册教案第六单元Word文件下载.docx
-
在厂党代会上的工作报告Word文档下载推荐.docx
-
信息论与编码在处置网络问题中的应用Word文档下载推荐.docx
-
过去完成时Word格式.docx
