 后钢板弹簧吊耳工艺过程卡铸件模板.docx
后钢板弹簧吊耳工艺过程卡铸件模板.docx
- 文档编号:24983806
- 上传时间:2023-06-03
- 格式:DOCX
- 页数:7
- 大小:66.07KB
后钢板弹簧吊耳工艺过程卡铸件模板.docx
《后钢板弹簧吊耳工艺过程卡铸件模板.docx》由会员分享,可在线阅读,更多相关《后钢板弹簧吊耳工艺过程卡铸件模板.docx(7页珍藏版)》请在冰豆网上搜索。
后钢板弹簧吊耳工艺过程卡铸件模板
后钢板弹簧吊耳工艺过程卡铸件模板
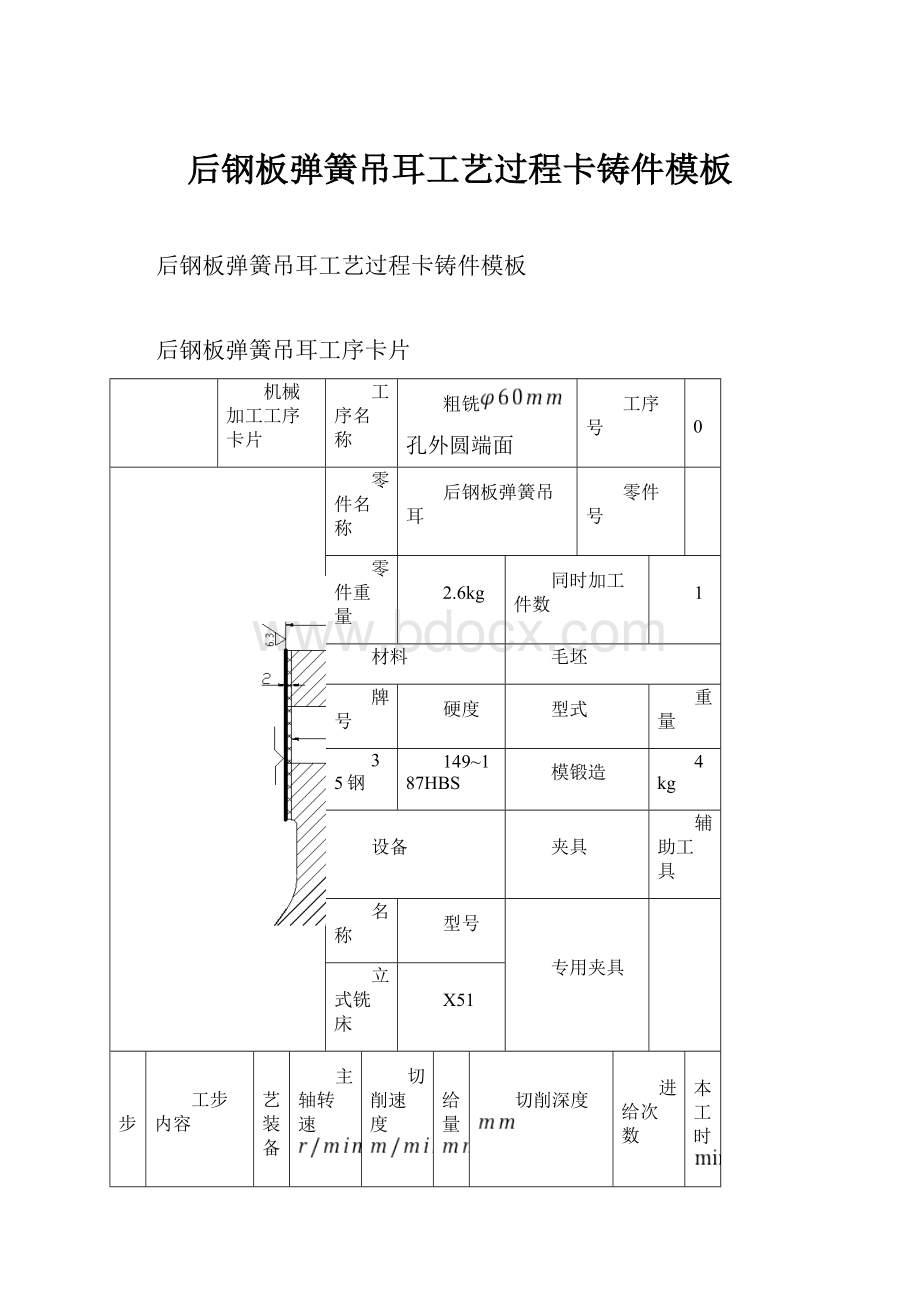
后钢板弹簧吊耳工序卡片
机械加工工序卡片
工序名称
粗铣
孔外圆端面
工序号
10
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
以
孔左端面为基准,粗铣右端面
端铣刀
210
41.5
0.48
2
1
0.92
2
以
孔右端面为基准,粗铣左端面
端铣刀
210
41.5
0.48
2
1
0.92
指导老师
第页
共10页
机械加工工序卡片
工序名称
钻-扩-铰
孔
工序号
20
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
钻
孔
麻花钻
233
25.6
0.4
1.25
0.94
2
扩
孔
扩孔钻
490
56.6
0.8
1.75
0.21
3
粗铰
孔
铰刀
590
68.5
1.5
0.15
0.11
4
精铰
孔
铰刀
590
68.5
1.5
0.15
0.11
5
倒角
锪钻
(以
孔两外圆端面定位)
指导老师
第页
共10页
机械加工工序卡片
工序名称
粗铣
孔内侧面
工序号
30
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
粗铣
孔左内侧面
端铣刀
380
59.7
0.48
2
1
0.51
2
粗铣
孔右内侧面
端铣刀
380
59.7
0.48
2
1
0.51
(以
孔两外圆端面定位)
指导老师
第页
共10页
机械加工工序卡片
工序名称
粗铣
孔外侧面
工序号
40
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
粗铣
孔左外侧面
端铣刀
380
59.7
0.48
2
1
0.51
2
粗铣
孔右外侧面
端铣刀
380
59.7
0.48
2
1
0.51
3
(以
孔内侧面定位)
指导老师
第页
共10页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢板 弹簧 工艺 过程 铸件 模板
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
精品完整版前锋区前锋镇11人制足球场建设项目施工组织设计.docx
-
精品总结最新汽车美容店长年会总结范本可直接使用.docx
-
精选人教版九年级英语课文原文word版.docx
-
精选资料度六年级下学期教学计划.docx
-
商业项目节能评估报告表.docx
-
九年级经典诵读.docx
-
上海海事大学食堂菜谱.docx
-
上海美乐丰区块链无人超市人事管理工作制度.docx
-
上海市建筑安全员c证考试题库.docx
-
上海市徐汇区届九年级英语上册期末测试题九年级英语试题AqlUqK.docx
-
上位机程序OPC服务器配置.docx
-
少年宫活动跳棋教案.docx
-
设备安装方案82366.docx
-
设计变更工程指令现场签证管理规定下发版.docx
-
设计院电气实习报告.docx
-
森林经营实施计划方案.docx
-
山东大学大学生科技创新基金项目申请书范文.docx
-
精编XX社区生活服务综合平台建设项目商业计划书.docx
-
精练.docx
