 喷熔工艺.docx
喷熔工艺.docx
- 文档编号:24952126
- 上传时间:2023-06-03
- 格式:DOCX
- 页数:29
- 大小:2.45MB
喷熔工艺.docx
《喷熔工艺.docx》由会员分享,可在线阅读,更多相关《喷熔工艺.docx(29页珍藏版)》请在冰豆网上搜索。
喷熔工艺
§8-2纺丝成网工艺原理与过程
一、纺丝成网工艺类型
纺丝成网工艺按纺丝原理可分为:
⏹熔融纺
⏹溶剂纺
⏹湿纺
目前,纺丝成网工艺以熔融纺丝为主,溶剂纺较少,而湿纺未见有工业化生产的报道。
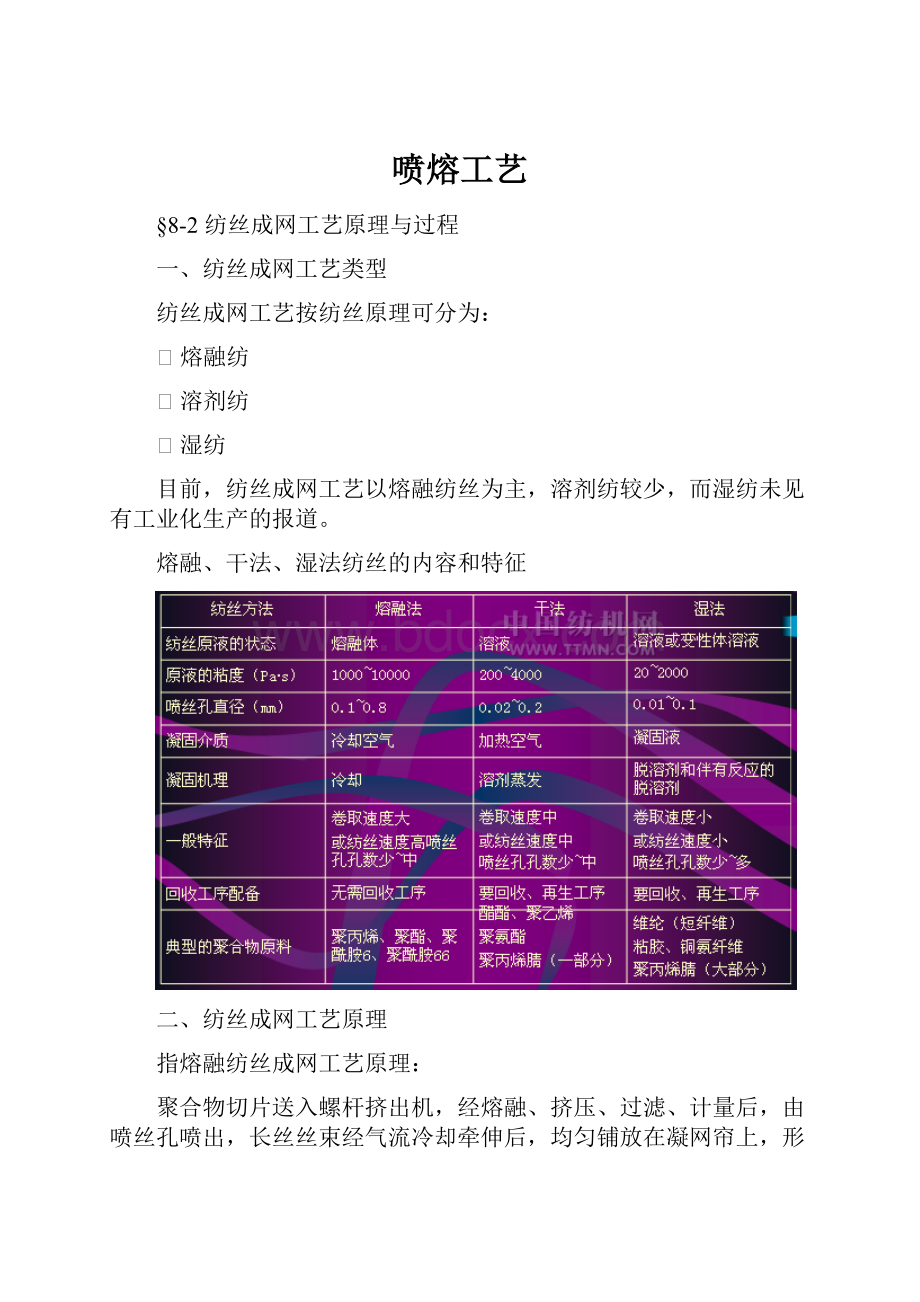
熔融、干法、湿法纺丝的内容和特征
二、纺丝成网工艺原理
指熔融纺丝成网工艺原理:
聚合物切片送入螺杆挤出机,经熔融、挤压、过滤、计量后,由喷丝孔喷出,长丝丝束经气流冷却牵伸后,均匀铺放在凝网帘上,形成的长丝纤网经热粘合、化学粘合或针刺加固后成为纺丝成网法非织造材料。
工艺流程为:
聚合物切片→切片烘燥→熔融挤压→纺丝→冷却→
→牵伸→分丝→铺网→加固→切边→卷绕
熔融纺丝成网工艺原理
三、纺丝成网工艺过程
(一)切片烘燥
PET、PA切片用于纺丝成网工艺需进行烘燥。
1、目的
⏹含水PET切片在熔融时会水解,使分子量下降,影响成丝质量。
⏹水在高温下汽化,可形成气泡丝,易造成纺丝断头或毛丝。
⏹含水PET切片是无定形结构,软化点低,在螺杆的加料段易造成环结阻料现象,影响正常生产。
2、烘燥原理
PET切片的含水形式有两种,一是吸附在切片表面和细小缝隙中的吸附水,所占比例较大,容易去除;另一种是存在于切片内部的氢键结合水,所占比例较小,难以去除。
通常以热空气干燥PET切片,可分两个阶段,第一阶段为预结晶阶段,热空气温度为120~150℃;第二阶段为干燥阶段,热空气温度为160~180℃。
预结晶可提高PET切片的软化点,从而使切片不易粘连,为加快干燥速度创造有利条件。
H2O含量(%)
PET预结晶度与时间的关系
3、干燥设备
真空转鼓干燥装置:
容量700~6000kg,干燥时间10~24h,真空度一般大于740Pa。
特点:
干燥质量高,更换品种容易,干燥过程中特性粘度降低小,但干燥时间长,产量低。
真空转鼓干燥装置
RD型回转圆筒干燥装置:
设备结构简单,连续化生产,干燥效率高,但最后干燥切片的含水量不均匀。
沸腾式干燥装置:
干燥效率极高,适合大规模连续生产,但设备较复杂。
充填式干燥装置:
可保证切片干燥时间一致,干燥质量较好,可直接连续喂入螺杆挤出机料斗,设备也较简单。
其它干燥形式:
⏹回转圆筒+充填式
⏹间歇式预结晶+连续充填式
⏹沸腾式干燥+回转圆筒
⏹微波、高频、远红外预干燥和预结晶
(二)熔融挤压
固体切片进入螺杆后,首先在螺杆进料段被输送和预热,继而经螺杆压缩段压实、排气并逐渐熔化,然后在螺杆计量段中进一步混和塑化,并达到一定的温度,以一定的压力输送至后道工序。
螺杆挤出机:
纺丝成网工艺一般使用单螺杆挤出机,主要由螺杆、套筒、传动系统、加料装置、加热和冷却装置等构成。
螺杆挤出机结构示意
螺杆挤出过程示意
螺杆挤出机的特征主要反映在螺杆结构上,有等距不等深螺杆、等深不等距螺杆和不等深不等距螺杆。
实际生产中主要应用等距不等深螺杆,其又有四种形式:
长区渐变型螺杆、短区渐变型螺杆、突变型螺杆和计量型螺杆。
螺杆的结构特征如螺杆直径、长径比、螺杆分段与分段长度、压缩比、螺距与螺槽深度等,决定了螺杆挤出机的使用特性。
1、螺杆直径
通常指螺杆的外径,对挤出机有决定性的影响,直径加大,挤出机产量增加,但加热和驱动能耗均增加。
2、螺杆长径比L/D
螺杆长径比指螺杆工作长度(不包括鱼雷头及附件)与外径之比。
聚合物切片在这个工作长度上被加热熔化、压缩和输送。
加热面积和切片停留时间都与螺杆长度成正比。
长径比大,有利于切片原料的混和塑化、提高熔体压力和减少逆流以及漏流损失。
因此,螺杆挤出机的长径比有不断增大的趋势。
目前,加工塑料的螺杆L/D一般为15~20,加工纤维时,L/D一般为20~30,甚至高达35,常用的是25~30。
如螺杆太长,聚合物切片在高温下停留时间增加,对某些热稳定性差的聚合物会引起热分解,同时,机械制造难度加大,所以,螺杆长度是有限度的。
3、螺杆分段与分段长度
螺杆分进料段、压缩段和计量段,三段长度的分配与被加工的聚合物切片性质有关。
加工塑料等非结晶聚合物时,由于此类聚合物没有明显的熔点,而且有明显的高弹形变,因此需要螺杆的压缩段较长,一般为螺杆全长的50~55%,聚合物切片原料在一个较长的距离内逐渐被压缩、软化至熔融。
而结晶型的成纤高聚物有熔点,而无明显的高弹形变,因此加工此类聚合物的螺杆的压缩段较短,如加工PET仅为螺杆直径的4~5倍。
由此,加工PET的螺杆进料段约为全长的30%,压缩段约为全长的15%,计量混和段约为全长的55%。
4、压缩比
螺杆的压缩比是指螺杆进料口处螺槽容积与计量段最后一个螺槽容积之比。
等距不等深螺杆的压缩比可用下式计算:
式中:
D-螺杆直径
d1-进料口螺杆根径
d2-出料口螺杆根径
压缩比ε主要取决于聚合物性质、状态和切片截面形状,通常为2.5~3.5,加工PET时,ε常采用3.0左右,加工PP时,ε最小为2.8。
5、螺距与螺槽深度
螺杆直径一定时,螺距决定了螺杆的螺旋角,由此影响螺纹的推进力。
通常螺杆的螺旋角取17°38′,螺距等于直径,螺杆制造时较方便。
螺槽深度对产量和质量均有较大的影响,深螺槽产量大,但对熔体压力反应灵敏;螺槽浅则产量小,但塑化作用好,挤出量稳定。
加工PET时一般采用浅槽螺杆。
6、螺杆与套筒之间的间隙
这是螺杆挤出机的一个重要的结构参数,特别是在计量段,对螺杆挤出机的产量影响很大。
通常,漏流流量与间隙的三次方成正比,所以,在保证螺杆与套筒之间不产生刮磨的条件下,应尽可能地采用较小的间隙。
通常,小螺杆间隙应小于0.002D,大螺杆应小于0.005D。
普通螺杆是不带混炼结构的单螺纹螺杆,当螺杆转速提高到一定程度时,聚合物原料在螺杆挤出机中停留时间缩短,使物料来不及熔融就进入计量段,导致熔体质量下降,挤出压力和挤出量波动。
这主要是固体切片在熔融过程中,固体床发生破裂,破裂后的碎块失去控制,不能及时熔化而浮于熔体中。
这种碎块颗粒会引起熔体温度、压力的差异和影响残留水分的排除。
针对上述的问题,目前出现了一些新型螺杆,主要有分离型螺杆、销钉型螺杆等。
销钉型螺杆
销钉设置在压缩段与计量段之间,可将未熔融的固相物料分离细化,以增加固相与液相的接触面积,加速固相颗粒的熔融速度。
设置在螺杆头部或计量段的销钉,具有分流、剪切和混合的作用,通过销钉的激烈搅拌,细化和粉碎熔体中的颗粒物料,促使其加速熔化。
设置销钉后,螺杆挤出机的产量和普通螺杆相比,可以提高30%左右。
(三)纺丝
1、纺丝工艺过程
与传统纺丝类似,工艺过程为:
•熔融挤压→过滤→静态混和→计量→熔体分配→•→挤出成形→冷却
过滤可去除聚合物熔体中一些凝胶和细小的固体粒子。
静态混和,是指聚合物熔体输送管道中静态混和器对聚合物熔体的均匀混和作用。
计量和熔体分配可精确控制产量和纤维细度的一致性。
聚合物熔体从喷丝孔挤出,经历入流、微孔流动、出流、变形和稳定的流变过程。
聚合物熔体从喷丝孔挤出的流变模型
(1)入流
聚合物熔体从直径较大的空间挤入较小的微孔,流动速度急剧增大,动能增加。
熔体的分子构象也发生改变,并贮存了一定的变形弹性能,称为“入口效应”。
熔体单位体积贮存的变形弹性能超过一定限度时,将影响熔体的流动稳定。
因此,入口导角越小,熔体的流动越稳定。
纺PP时入口导角一般为30°~50°之间,纺PET时入口导角一般在65°~70°之间。
入口导角太小制造比较困难。
聚合物熔融指数上升有利于稳定流动。
(2)微孔流动
流动特点:
⏹流速不同,靠近孔壁速度小,孔中心速度大,存在径向速度梯度。
⏹入口效应产生的高弹形变来不及消失,因为熔体在微孔中的流速很高,通过时间仅10-4~10-3s。
如径向速度梯度过大,还会继续产生高弹形变。
当高弹形变达到极限值时,熔体细流就会产生破裂,从而无法成纤。
研究表明,径向速度梯度与微孔半径的三次方成反比,因此,微孔大一些纺丝比较稳定。
纺PP时微孔直径一般为0.3~0.5mm,纺PET时微孔直径一般在0.3mm以下。
(3)出流
聚合物熔体从微孔挤出后即产生“膨化胀大”现象,其原因是高弹形变的迅速恢复。
膨胀严重时将出现熔体破裂现象,此时丝条表面不光滑,出现波纹、竹节或螺旋等外观。
熔体膨化胀大的程度可用膨化胀大率X来表示:
式中:
DB-熔体细流膨化区最大直径
D-喷丝孔直径
研究表明,增大微孔直径和长度,升高纺丝温度,均可使膨化胀大率减小。
(4)变形与稳定
聚合物熔体离开出口区时,温度仍然很高,流动性也较好,在张力的作用下能迅速拉伸变形。
同时,由于空气的冷却作用,熔体细流的温度越来越低,而粘度越来越高,因此,粘流态的熔体细流逐渐变成稳定的固态纤维。
如果不再创造新的拉伸条件,纤维直径将稳定不变,但刚成形的初生纤维的性能是很低的。
纺丝过程
2、主要设备
(1)计量泵
计量泵为外啮合齿轮泵,齿轮啮合运转时,齿轮啮合脱开使吸入腔容积增大,形成负压,聚合物熔体被吸入泵内并填满两个齿轮的齿谷,齿谷间的熔体在齿轮的带动下紧贴着“8”字形孔的内壁回转近一周后送至出口腔,由于出口腔的容积不断变化,聚合物熔体得以顺利排出。
计量泵每转输出的聚合物熔体量称为计量泵的公称流量,泵的实际流量与理论流量之比称为泵的容积效率。
影响容积效率的因素很多,有泵结合面的密封性能、造成熔体回流的间隙、转速、进出口熔体压力、熔体粘度等。
齿轮计量泵的总效率是容积效率和机械效率的乘积。
精度较高的齿轮泵,总效率通常为0.90~0.95。
计量泵是一种高精度的纺丝部件,我国已有系列化产品。
计量泵标记示例
(2)纺丝组件
纺丝系统的重要部件,由箱体、熔体分配板、喷丝板等组成。
纺丝成网工艺可采用单块大型喷丝板,也可采用多块小型板拼接而成,而且,矩形板应用较多,圆形次之。
喷丝孔的直径应根据成纤聚合物熔体在喷丝孔中流动的剪切速度梯度来决定,通常,喷丝孔直径和长度大一些,纺丝比较稳定,尤其是对高粘度熔体的纺丝有利。
陶氏纺丝箱结构
喷丝板喷丝孔的结构
L/d0对聚丙烯挤出膨化比的影响
T=190°C进料速率=0.3g/minD=0.8mm
〔η〕=1.9dl/g
(四)冷却
该过程与熔体细流的变形同时进行。
从喷丝板挤出的丝束温度相当高,冷却可防止丝条之间的粘连和缠结,配合拉伸,使粘流态的熔体细流逐渐变成稳定的固态纤维。
纺丝成网工艺常采用单面侧吹和双面侧吹的形式,冷却介质为洁净空调风,风量应保证流动方式为稳定的层流状态,从而避免丝条振动,影响丝条的均匀性。
冷却过程伴随着结晶过程,初期由于温度过高,分子的热运动过于剧烈,晶核不易生成或生成的晶核不稳定。
随着温度的降低,均相成核的速度逐渐加快,熔体粘度增大,链段的活动能力降低,晶体生长速度下降。
意大利STP纺粘生产线,幅宽3.2m,生产规模为3000t/y,侧吹送风量为16000m3/h。
国内经验:
送风温度:
15~16℃(±1℃)
送风湿度:
>80%
送风余压:
300~400Pa(±2%)
洁净程度:
≤1.2μm
骤冷室结构示意图
(五)牵伸
1、取向
线性高分子的长度是其宽度的几百、几千甚至几万倍,这种结构上悬殊的不对称性使它们在某些情况下很容易沿特定方向作占优势的平行排列,称为取向
2、牵伸的作用
刚成形的初生纤维强力低,伸长大,结构极不稳定。
牵伸的目的,在于让构成纤维的分子长链以及结晶性高聚物的片晶沿纤维轴向取向,从而提高纤维的拉伸性能、耐磨性,同时得到所需的纤维细度。
牵伸是手段,取向是获得的结果。
取向后应使温度迅速降到聚合物玻璃化温度以下,以“冻结”取向结果,防止解取向。
大分子的自然状态和取向的示意
纺丝成网的纤维拉伸过程不同于对传统化纤初生纤维的拉伸作用。
不同拉伸工艺制取的聚丙烯纤维的双折射(△n)
3、牵伸装置
主要方式有罗拉机械牵伸和气流牵伸,纺丝成网工艺多数采用气流牵伸。
气流牵伸是利用高速气流对丝条的摩擦进行牵伸,分正压牵伸和负压牵伸。
气流牵伸的形式有喷嘴牵伸和窄缝牵伸,气流速度达到3000~4000m/min或更高。
不同公司的牵伸装置和牵伸工艺有很大差别,近期纺丝成网法工艺的技术突破,如纺丝速度提高,纤维细度降低,主要是牵伸装置和牵伸工艺的技术突破。
典型的纺丝成网和拉伸系统
典型的正压拉伸工艺(DOCAN纺丝成网工艺)
一种气流牵伸装置
一种气流牵伸喷嘴结构示意图
1-拉伸空气
2-长丝
3-喷嘴
4-空压腔
5-整流板
6-环形狭缝
7-拉伸管
两种气流牵伸喷嘴结构示意图
一种长丝气流拉伸管示意图
机械-气流相结合长丝拉伸示意图
典型的纺丝成网抽吸式负压拉伸工艺
一种气流牵伸装置
(六)纺程上作用力分析
机械牵伸:
重力Fg
表面张力Fs
惯性力Fi
摩擦阻力Ff
流变阻力Fr
(六)纺程上作用力分析
(七)分丝
将经过牵伸的丝束分离成单丝状,防止成网时纤维间互相粘连或缠结。
常用形式有:
⏹气流分丝法
利用空气动力学的coanda效应,气流在一定形状的管道中扩散,形成紊流达到分丝目的。
⏹机械分丝法
丝束牵伸后与挡板等撞击达到分丝目的。
⏹静电分丝法
丝束牵伸后经过高压静电场或摩擦带电达到分丝目的。
一种摆丝成网机构
1-气流分丝器出口
2-摆丝辊
3-丝束
4-成网帘
5-吸风
6-纤网
(八)铺网
控制经牵伸和分丝的长丝以一定的方式铺放到凝网帘上,主要有两种控制方式:
⏹气流控制
利用气流扩散和附壁效应使长丝束按一定方式铺放到凝网帘上,如圆周运动或椭圆运动;也有利用侧吹气流交替吹风使长丝左右摆动而铺置成网。
⏹机械控制
利用罗拉、转子、摆片或牵伸分丝管道的左右往复运动将丝束规则地铺放到凝网帘上。
纺丝成网工艺的成网均匀度不及干法工艺,产品单位面积质量越小,cv值越大。
狭缝牵伸铺网
牵伸摆丝铺网
(九)加固
主要方式有:
●热粘合
聚丙烯薄型产品采用热轧。
●针刺加固
厚型产品采用,可配高速针刺机,如Dilo公司的DI-LOOMOD-ⅡSC或Fehrer公司的NL3000。
●自身粘合
如PA66纤网采用盐酸水溶液处理产生自身粘合,已较少应用。
此外,还有针刺加固→高温拉幅定型→化学粘合等组合加固和后整理的方法。
PP纤网面密度、纤维细度与加固方式
PET、PA纤网单位面积质量、纤维细度与加固方式
四、溶剂纺丝成网工艺原理与过程
溶剂纺丝成网工艺是美国Dupont公司开发的专利技术,也可称作闪蒸法、闪纺法和瞬时溶剂挥发纺丝成网法,其产品名称为“Tyvek”,具有高强度、抗撕裂、耐穿刺、防水透气、可印刷等特点。
工艺原理与过程:
将LPE溶于200℃的二氯甲烷中,浓度为13%,并以CO2在6.9Mpa的压力下饱和制成纺丝溶液,然后从刀口状的喷丝孔中喷出,长丝丝束直径约1120dtex,喷出速度约为10~11km/min。
丝束喷出过程中,二氯甲烷瞬间挥发,丝束变细,并形成速度梯度,从而使丝束得到牵伸,形成0.11~0.17dtex的超细单纤维,其取向度极高,强度很大。
同时采用静电分丝和凝网技术,使纤维成网,再经热轧加固后成为溶剂纺丝成网法非织造材料。
溶剂纺丝成网工艺示意
溶剂纺丝成网喷嘴示意图
Tyvek纤网结构
Tyvek纺粘非织造材料的应用


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
宝洁洗发广告策划书Word文档格式.docx
-
电力工程施工方案资料文档格式.docx
-
广电员工个人工作总结Word文档下载推荐.docx
-
闽教版小学六年级下册劳动教案Word下载.docx
-
景观工程验收实用标准Word文档格式.docx
-
WOR使用大全Word格式文档下载.docx
-
孩子应富养剖析Word文档下载推荐.docx
-
高压硅堆生产线建设项目可行性研究报告文档格式.docx
-
安徽师大附中届高三第一次摸底考试化学docWord文件下载.docx
-
交通港站与枢纽教案Word格式文档下载.docx
-
分支结构程序设计汇编语言资料Word格式.docx
-
精选教育初二上人教版英语同步练习Unit4 SectionBdoc文档格式.docx
-
个人汽车租赁协议书范本Word下载.docx
-
广成仪制星主正朝全集Word文档格式.docx
-
钢筋间距和钢筋保护层厚度检测作业指导书Word文档格式.docx
-
届高考生物第一轮专题复习检测3Word下载.docx
-
中小学教育教学自查报告与中小学校财务管理自查报告汇编Word格式文档下载.docx
-
中考模拟语文考试试题Word文档格式.docx
-
关于特色农产品品牌建设调研报告文档格式.docx
