 江苏冷作钣金工职业技能大赛技术规范.docx
江苏冷作钣金工职业技能大赛技术规范.docx
- 文档编号:24890231
- 上传时间:2023-06-02
- 格式:DOCX
- 页数:8
- 大小:86.72KB
江苏冷作钣金工职业技能大赛技术规范.docx
《江苏冷作钣金工职业技能大赛技术规范.docx》由会员分享,可在线阅读,更多相关《江苏冷作钣金工职业技能大赛技术规范.docx(8页珍藏版)》请在冰豆网上搜索。
江苏冷作钣金工职业技能大赛技术规范
第三届“江苏技能状元”大赛技术文件
焊工学生组
一、竞赛内容
焊工学生组只进行操作技能竞赛,其内容参照现行《焊工国家职业标准》三级,并结合教学实际情况制定,高级别涵盖低级别要求。
(一)操作技能竞赛项目
包括低合金钢中厚板、不锈钢小径管及低碳钢大口径管对接接头的全位置焊接。
焊接方法为焊条电弧焊(SMAW)、手工钨极氩弧焊(GTAM)和药芯焊丝CO2气体保护焊(FCAW)。
参赛选手按要求在规定时间内独立完成焊件的组对和焊接,详见“附件1”及表1、表2、表3。
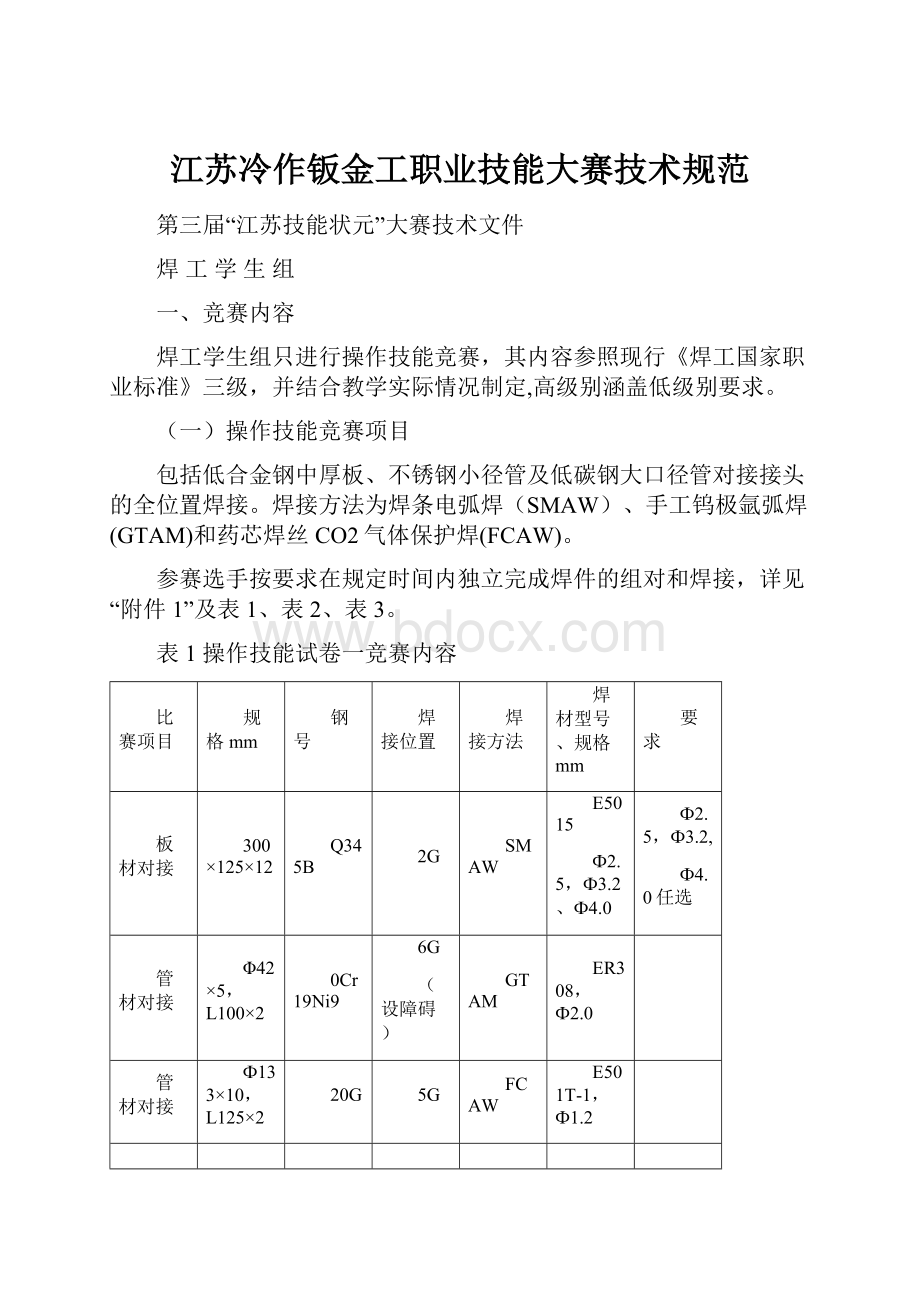
表1操作技能试卷一竞赛内容
比赛项目
规格mm
钢号
焊接位置
焊接方法
焊材型号、规格mm
要求
板材对接
300×125×12
Q345B
2G
SMAW
E5015
Ф2.5,Ф3.2、Ф4.0
Ф2.5,Ф3.2,
Ф4.0任选
管材对接
Φ42×5,L100×2
0Cr19Ni9
6G
(设障碍)
GTAM
ER308,Ф2.0
管材对接
Ф133×10,L125×2
20G
5G
FCAW
E501T-1,Ф1.2
表2操作技能试卷二竞赛内容
比赛样卷
规格mm
钢号
焊接位置
焊接方法
焊材型号、规格mm
要求
板材对接
300×125×12
Q345B
3G
(斜45°)
SMAW
E5015
Ф2.5,Ф3.2、Ф4.0
Ф2.5,Ф3.2,
Ф4.0任选
管材对接
Φ42×5,L100×2
0Cr19Ni9
2G
(设障碍)
GTAM
ER308,Ф2.0
管材对接
Ф133×10,L125×2
20G
6G
FCAW
E501T-1,Ф1.2
表3操作技能试卷三竞赛内容
比赛样卷
规格mm
钢号
焊接位置
焊接方法
焊材型号、规格mm
要求
板材对接
300×125×12
Q345B
4G
(斜20°)
SMAW
E5015
Ф2.5,Ф3.2、Ф4.0
Ф2.5,Ф3.2,
Ф4.0任选
管材对接
Φ42×5,L100×2
0Cr19Ni9
5G
(设障碍)
GTAM
ER308,Ф2.0
管材对接
Ф133×10,L125×2
20G
2G
FCAW
E501T-1,Ф1.2
(二)竞赛时间
操作技能竞赛时间:
150分钟。
(三)命题方式:
赛前专家封闭命题,从“附件1”所示的三套试卷中随机抽取一套作为竞赛的试卷。
二、设施设备
(一)焊件材料
竞赛焊件所用钢材和焊材见表1、表2和表3。
竞赛焊件所用钢材和焊材(含保护气体)均应符合现行国家标准(GB713、GB3087、GB5310、GB13296、GB/T5117、GB/T983、GB/T8110和GB/T4241等)要求。
(二)竞赛场地和设备设施
1、竞赛场地及设备设施的安全状况和防护,应符合国家相关安全法规和消防条例的规定,安全可靠。
危险区域和设备等应设明显标志和提示,必要时要有专人看管,防止发生人身和设备事故。
2、赛场工位应有通风设施,保证良好的除烟除尘效果和采光条件。
3、赛场的供电系统及配备的所有设备设施均应满足竞赛需要,并符合表4的要求,保证竞赛顺利进行。
4、应有2个随时可以投入竞赛的备用工位及所需设备。
表4操作技能竞赛主要设备、设施
序号
名称
型号规格
数量
备注
1
电焊机
TH-400D
1台套/每一工位
厂家:
无锡汉神
2
CO2气体保护焊机
OTC
CPVE400
1台套/每一工位
厂家:
日本欧地希
3
操作架(台)
/
1套/每一工位
满足焊件施焊需要,且方便、安全、牢固。
4
供气系统
氩气
1套/每一工位
含流量计、供气胶管
5
供气系统
CO2
1套/每一工位
含流量计、供气胶管
6
X射线检测设备、场地以及配套设施、器具和材料等
/
在规定时间内确保完成竞赛焊件的射
线检测
透照(胶片)质量等应符合NB/T47013相关要求。
7
各种焊缝及装配检验检测量具、工具等
/
满足竞赛焊件评分检测需要
5、赛场配备发令装置、计时器(时钟)、监考用防紫外线护目眼镜、安全防护服、手套、面罩、封号用金属片、运送试件用平板小车、饮用水、备用钨极等;
6、赛场配备电子监控系统和场外屏幕,以监视考场。
7、应配备焊材贮存室、焊材烘干设备和试件存放区等。
8、所有焊接材料均采金桥。
(三)参赛选手应自备物品:
1、面罩(含护目镜片)、手套、无任何标识的白色帆布工作服、鞋、帽以及防护眼镜等劳动防护用品;
2、锤子、凿子、锉刀、钢丝刷、砂纸、钢锯条、手电筒、活动扳手、电动磨光机等工具;
3、直尺、角度尺、样板、等量具;
4、石笔、夹紧器等手工定位工具;
5、充氩装置、铈钨棒(Ф2.5mm)。
注:
不得自带氩弧焊枪和电焊钳。
(四)技术要求和有关规定
1、参赛选手进入工位后,应首先在规定时间内检查焊件是否符合竞赛图样要求(包括确认编码),发现问题及时报告。
若无明显直接影响竞赛成绩的缺陷,不得随意更换部件。
2、焊件的打磨、组对和焊接全部在各自工位中进行。
电动磨打磨工具只允许用于竞赛开始时焊件的除锈、坡口修磨和定位焊修磨,不允许用于焊接过程中的焊道(层间)清理和焊缝表面清理,否则,涉及的焊缝均判为0分。
3、参赛选手应按竞赛图样的规定进行焊件组对,其对口间隙、钝边、反变形和组对顺序均由参赛选手自定。
4、焊件组对(包括正式施焊)过程中,如因选手自己操作不当而致焊件损伤,一律不得调换和补发焊件,但允许选手自行手工修复。
5、焊件组对时,定位焊采用的焊接方法和焊接材料必须与该道焊缝的正式施焊相同。
6、对定位焊的规定:
①板对接焊缝的定位焊应在两端的坡口内,每段定位焊缝的长度应≤20mm。
两端不允许加引弧板和熄弧板。
②管子对接焊的定位焊应在坡口内,大管定位焊不得超过二处,小管定位焊不得超过一处,每段长度应≤10mm。
③规定在5G和6G位置施焊的管件,上架固定时,不得将定位焊缝置于仰焊位置(即5~7点钟位置)。
7、焊件最高点距地面的高度不得超过1.2m,且焊接过程中不得取下或改变焊接位置和高度。
所有焊缝的焊接(包括焊缝的层间清理)必须全部在焊架上完成。
8、5G、6G位置的管对接焊,均应沿两半圆自下而上施焊;板立焊均应自下而上施焊。
9、钨极氩弧焊盖面焊缝的表面严禁重熔。
10、凡违反上述1~9条施焊的焊缝均判为0分。
11、板对接的打底和盖面焊缝,均不得从中间向两端或从两端向中间施焊。
否则,按故意做标记处理。
12、本技术文件规定了竞赛焊件每道焊缝的焊接方法、焊接材料和焊接位置,参赛选手必须按此规定进行施焊。
如其中有任一项与规定不相符,则该道焊缝判为0分。
13、选手试电流应在配发的试板上进行,不准在焊架上试电流。
14、参赛选手不得随意丢弃和浪费焊接材料。
15、竞赛完毕,选手应清理焊件表面的焊渣、飞溅物等(不得使用电动工具),但不得破坏焊缝表面的原始状态,且焊缝的正、反表面不准修复补焊。
否则,所涉及的焊缝均判为0分。
16、参赛选手不得用任何方法在竞赛焊件上做任何标记,对故意做标记的焊件一律判废,该违规参赛选手的操作技能总分判为0分。
17、赛场操作行为作为考查项目,但不予配分。
如有违规可以扣分(从操作技能得分中扣除)。
参赛选手的操作行为成绩根据其赛场实际操作表现,由赛场裁判员和组长评判并做好赛场记录,经裁判长批准生效。
有下列情形者将予以扣分:
(1)在竞赛操作过程中,因操作不当导致事故,扣操作技能得分(以下简称扣技能分)的10~15%,情况严重者取消竞赛资格。
(2)违规操作或因违规操作损坏赛场设备,污染赛场环境等严重不符合职业规范的行为,视情节扣技能分5~10%。
(3)扰乱赛场秩序,干扰裁判员工作,视情节扣总分5~10%,情况严重者取消竞赛资格。
三、成绩评定
1、竞赛焊件均作焊缝外观和射线检测,其分数各占50%(详见评分标准)。
总成绩=(∑焊件外观得分+∑射线检测得分)-违规扣分
2、竞赛名次按以下规定排列:
(1)、总成绩较高者名次在前。
(2)、总成绩相同时,操作技能用时较短者名次在前。
注:
评分标准等另发。
四、其他
1、本技术文件适用于本次大赛焊工(学生组)竞赛项目
2、本技术文件的最终解释权归大赛组委会技术部


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 江苏 冷作 金工 职业技能 大赛 技术规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包装概论》课后习题汇总.docx
《包装概论》课后习题汇总.docx
-
《贝多芬传》读书笔记1000字.docx
-
《建筑工程管理与实务》模拟试题一.docx
-
《偷影子的人》读书笔记1500字.docx
-
6小摄影师.docx
-
10教育学.docx
-
32政府的责任.docx
-
202X事业单位会计年终工作总结doc.docx
-
《风中之叶》语言.docx
-
《青田县国民经济与社会发展第十二个五年规划纲要》目标任务分解实施方案.docx
-
《富饶的西沙群岛》教材理解.docx
-
《522 平行线的判定》教案导学案同步练习.docx
-
《情绪管理与职场减压》知识点.docx
-
《国际货物销售合同公约》的规定没有涉及的法律问题是.docx
-
《庄子故事两则》教案设计.docx
-
《社戏》导学案与答案.docx
-
3台球实用功法已整理.docx
-
06分析题GSM.docx
-
9A文水利工程质量保证体系及保证措施.docx
-
18年安徽师范大学中国文化概论本科教学大纲.docx
-
23届 复赛 试题+答案.docx
-
100以内加减综合混口算卡.docx
-
HighAccuracyOpticalFlowEstimationBasedonaTheoryforWarping课案.docx
-
js定义的函数和数组.docx
-
KV柱上断路器安装标准化作业流程图及指导书.docx
-
《儿童美术用品通用安全技术要求》.docx
-
《传感器及其应用》第二章习题答案.docx
-
《敬业与乐业》练习题1.docx
-
《钨行业规范条件》.docx
-
4s店技术经理工作总结工作范文.docx
-
7A版幼儿文学教案.docx
-
《给教师的建议》读书笔记1000字.docx
-
高速公路收费系统说明书Word下载.docx
-
燃烧炉说明书Word文件下载.docx
-
30463酒店管理概论 高纲1355 江苏省自考大纲Word文档下载推荐.docx
-
智能快递柜设计管理系统方案书Word格式.docx
-
长春版 小学语文第三册二年级上册全册教案 第一学期全套教学设计文档格式.docx
-
最新建筑施工现场扬尘治理方案总结Word文档格式.docx
-
人音版第八册教案Word下载.docx
-
苏教版小学一年级语文下册复习教案 1文档格式.docx
-
建设工程施工合同总包83页Word文件下载.docx
-
幼儿园教师述职报告简短Word文件下载.docx
-
星巴克 房屋租赁合同P12开店内部资料文档格式.docx
-
八年级下册数学教案Word格式.docx
-
心墙坝设计参考资料Word格式文档下载.docx
-
副店长的自我评价文档格式.docx
-
英语复习方略 课时提升作业三十六 选修8 Unit 5人教版浙江专供Word格式文档下载.docx
-
叉车施工安全技术交底记录文档格式.docx
-
蓝靛颏品相Word文件下载.docx
-
MatLab中文版word版第二章Word格式文档下载.docx
-
中医病案分析试题与答案Word下载.docx
