 1075140工艺文件绝密内部文件.docx
1075140工艺文件绝密内部文件.docx
- 文档编号:24850310
- 上传时间:2023-06-02
- 格式:DOCX
- 页数:34
- 大小:308.73KB
1075140工艺文件绝密内部文件.docx
《1075140工艺文件绝密内部文件.docx》由会员分享,可在线阅读,更多相关《1075140工艺文件绝密内部文件.docx(34页珍藏版)》请在冰豆网上搜索。
1075140工艺文件绝密内部文件
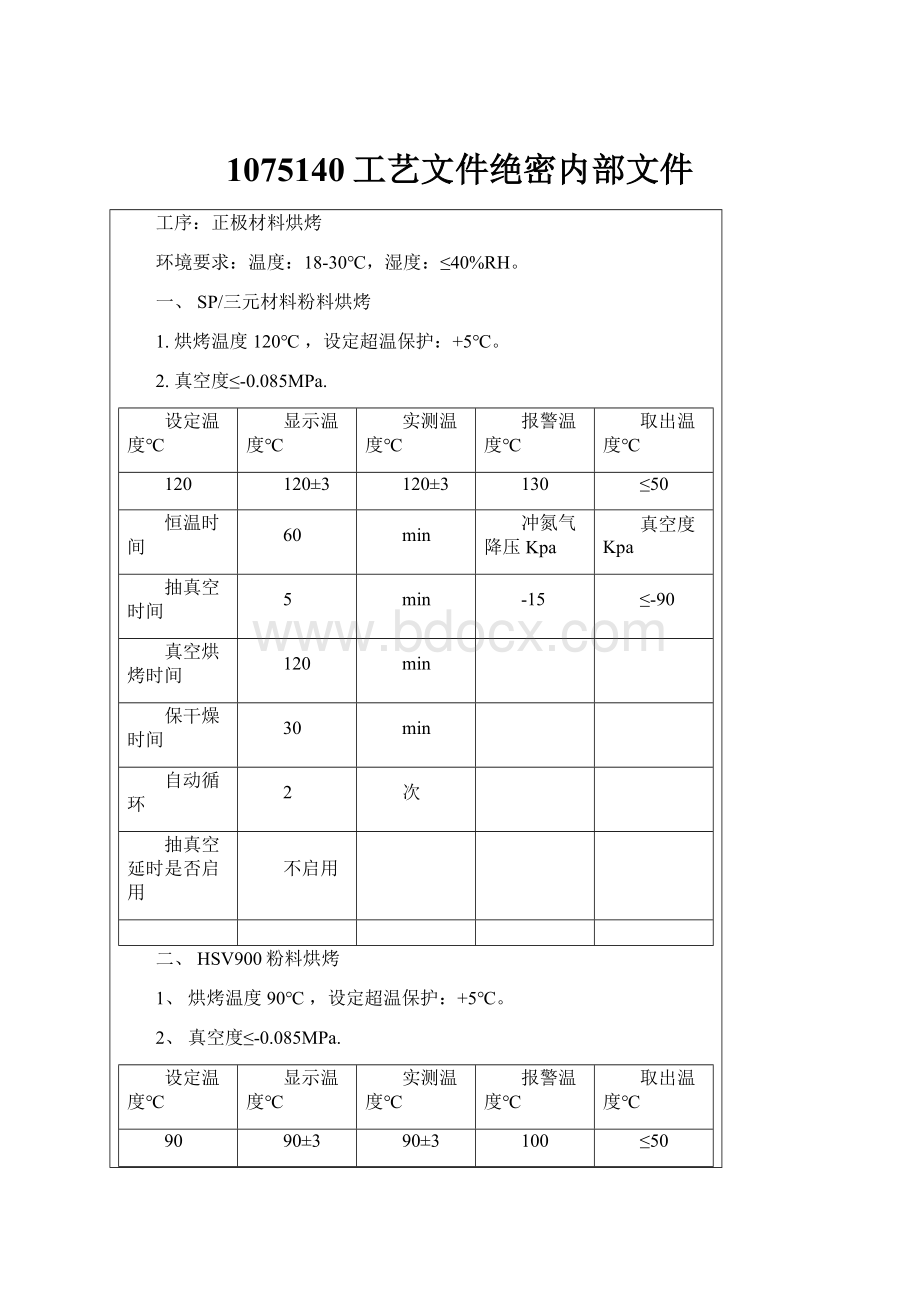
工序:
正极材料烘烤
环境要求:
温度:
18-30℃,湿度:
≤40%RH。
一、SP/三元材料粉料烘烤
1.烘烤温度120℃,设定超温保护:
+5℃。
2.真空度≤-0.085MPa.
设定温度℃
显示温度℃
实测温度℃
报警温度℃
取出温度℃
120
120±3
120±3
130
≤50
恒温时间
60
min
冲氮气降压Kpa
真空度Kpa
抽真空时间
5
min
-15
≤-90
真空烘烤时间
120
min
保干燥时间
30
min
自动循环
2
次
抽真空延时是否启用
不启用
二、HSV900粉料烘烤
1、烘烤温度90℃,设定超温保护:
+5℃。
2、真空度≤-0.085MPa.
设定温度℃
显示温度℃
实测温度℃
报警温度℃
取出温度℃
90
90±3
90±3
100
≤50
恒温时间
60
min
冲氮气降压Kpa
真空度Kpa
抽真空时间
5
min
-15
≤-90
真空烘烤时间
120
min
保干燥时间
30
min
自动循环
2
次
抽真空延时是否启用
不启用
工序:
正极制胶
1.1环境要求:
湿度<40%RH;
1.2制胶罐必须干净,无污染。
工艺内容
序号
过程
加料量(g)
公转速度(rpm)
分散速度(rpm)
搅拌时间(min)
真空度
备注
1
加NMP
4800
2
HSV900
143
20
500
5
3
搅拌
25
2200
30
刮壁
4
搅拌
25
2200
240
-0.085
5
胶液保存
20
-0.085
出锅浆料的黏度要求为:
黏度:
4500±500cps,温度为23±2℃;固含量:
8.0%±0.2%胶液无色透明
注意事项:
1、避免胶液以任何方式接触到自来水,如:
黏度调整时,用去离子水清洗取样杯,并擦干。
2、固体粉料加入时,尽可能倒的均匀分散,不可一次性倒入罐体内。
3、目视镜处观察胶液分散状况,有飞溅时降低分散速度。
4、在搅拌过程中,搅拌温度小于60℃,大于60℃时开启循环水。
5、胶液保存:
在真空状态下,保存时间小于7天。
工序:
正极混料
1.1环境要求:
湿度<30%RH;
1.2搅拌机洁净度要求:
干净、无粉尘;
工艺要求:
序号
过程
加料量(g)
公转速度(rpm)
分散速度(rpm)
搅拌时间(min)
真空度
备注
1
加胶
2
导电剂
229
20
3
3
搅拌
20
2200
30
刮壁
4
搅拌
20
2200
60
5
6
7
加主材
5384
30
500\1500
3\120
刮壁
8
加NMP
800
25
5
9
搅拌
20
2200
90
-0.085
10
抽真空
-15
10
-0.085
11
调黏度
NMP适量
20
2200
30
-0.085
检测粘度
12
除泡
-15
30
-0.085
检测粘度
出锅浆料的黏度要求为:
黏度:
7000±1000cps,温度为23±2℃;固含量:
68%±1%细度:
<20µm;极片涂布后在二次元上观察分散均匀,无黑团。
注意事项:
1、避免浆料以任何方式接触到自来水,如:
黏度调整时,用去离子水清洗取样杯,并擦干。
2、固体粉料加入时,尽可能倒的均匀。
3、高速搅拌过程中,温度上升至38℃时开启循环水,浆料温度控制在35℃-55℃,最高温度不能大于60℃(质保部叫停温度)。
4、加入NMP调整粘度时,搅拌结束后如粘度变化不变或变化很小。
应延长15min,再次测试粘度。
工序:
负极制胶
1.1环境要求:
湿度<40%RH;
1.2搅拌机洁净度要求:
干净、无粉尘;
工艺要求:
序号
过程
加料量(g)
公转速度(rpm)
分散速度(rpm)
搅拌时间(min)
真空度
备注
1
加去离子水
1950
2
加CMC
333
30
500
5
刮壁
3
搅拌
35
3000
30
刮壁
4
搅拌
30
1000
150
-0.085
5
静置
20
180
-0.085
出锅浆料的黏度要求为:
黏度:
1500±500cps,温度为23±2℃;固含量:
2.0%±0.1%胶液无色透明
注意事项:
1.避免胶液以任何方式接触到自来水,如:
黏度调整时,用去离子水清洗取样杯,并擦干。
2.固体粉料加入时,尽可能倒的均匀分散,不可一次性倒入罐体内。
3.目视镜处观察胶液分散状况,有飞溅或胶液颜色发黄时降低分散速度。
4.胶液保存:
在真空状态下,保存时间小于7天。
工序:
负极配料
1.1环境要求:
湿度<40%RH;
1.2搅拌机洁净度要求:
干净、无粉尘;
工艺要求
序号
过程
加料量(g)
公转速度(rpm)
分散速度(rpm)
搅拌时间(min)
真空度
备注
1
加CMC胶液
2
加SP
44.35
3
搅拌
25
2000
90
4
5
6
加主材
2078
30
500
3
刮壁
7
搅拌
30
1500
90
刮壁
8
加去离子水
387
25
5
9
搅拌
20
2200
60
-0.085
10
加SBR
124.2
20
5
11
搅拌
20
1500
30
-0.085
检测粘度
12
13
反转除泡
-15
500
30
-0.085
检测粘度
出锅浆料的黏度要求为:
黏度:
2500±1000cps,温度为23±2℃;固含量:
48%±1%细度:
<25µm;极片涂布后在二次元上观察分散均匀,无黑团。
注意事项:
1.避免浆料以任何方式接触到自来水,如:
黏度调整时,用去离子水清洗取样杯,并擦干。
2.固体粉料加入时,尽可能倒的均匀。
3.高速搅拌过程中,温度上升至38℃时开启循环水,浆料温度控制在35℃-50℃,最高温度不能大于55℃(质保部叫停温度)。
4.加入去离子水调整粘度时,搅拌结束后如粘度变化不变或变化很小。
应延长15min,再次测试粘度。
工序:
正极上料系统
1.1、环境要求:
湿度<30%RH;
1.2、搅拌机洁净度要求:
干净、无粉尘;
工艺要求
项目
搅拌
过滤器
隔膜泵气压
过滤器压力设置
涂布液位设置
标准
连续搅拌
200目过滤器
<0.3KPa
<0.25KPa
不高于刮刀口
1.3、上料系统注意事项:
●浆料上料系统必须使用三元材料专用的上料系统。
●在使用前使用NMP将供料管道清洗干净,使用压缩氮气将管道吹干。
●隔膜泵、除铁器、过滤网拆卸后,将内部清洗干净后,使用氮气吹干后组装。
●连续生产上料系统每周清洗一次。
不连续生产间隔24小时内不需要清理。
●但必须使用盲板将上料管道封好,防止管道内浆料进水污染,没有封好的上料系统必须彻底清洗后,方可使用。
工序:
负极上料系统
1.1、环境要求:
湿度<40%RH;
1.2、搅拌机洁净度要求:
干净、无粉尘;
工艺要求
项目
搅拌
过滤器
隔膜泵气压
过滤器压力设置
涂布液位设置
标准
连续搅拌
150目过滤器
<0.3KPa
<0.25KPa
不高于刮刀口
1.3、上料系统注意事项:
●浆料上料系统在使用前使用自来水将供料管道清洗干净后,然后使用去离子水再进行清洗,清洗后使用压缩氮气将管道吹干。
●连续生产上料系统每周清洗一次。
不连续生产间隔48小时内不需要清理,但必须使用盲板将上料管道封好。
工序:
正极涂布
一、环境设备要求:
1、正极涂布区、正极收卷区环境湿度小于30%RH
2、正极涂布区卫生:
涂布辊、刀辊、胶辊使用无纺布蘸酒精擦拭,表面干净;各导辊及机架使用无纺布蘸酒精擦拭,表面干净。
地面及机架底部使用吸尘器清理干净。
3、正极收卷区卫生:
各导辊及机架使用无纺布蘸酒精擦拭,表面干净。
地面及机架底部使用吸尘器清理干净。
4、涂布机烘箱内,开机前擦拭干净。
工艺要求:
二、正极涂布尺寸15
涂布宽度:
129±0.5mm
AB面对齐偏差:
≤±0.5mm
129
三、正极单双面面密度
单面面密度:
205±3g/m2双面面密度:
410±5g/m2面密度cpk≥1.0
四、正极箔材尺寸及面密度
铝箔尺寸:
铝箔面密度:
五、涂布速度和烘箱温度
涂布速度
涂布烘箱
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
Ⅵ
Ⅶ
Ⅷ
m/min
单面温度/℃
75±5
85±5
95±5
105±5
105±5
95±5
85±5
75±5
双面温度/℃
75±5
85±5
95±5
105±5
105±5
95±5
85±5
75±5
风机运行频率/Hz
25±5
25±5
30±5
30±5
35±5
35±5
35±5
35±5
抽风频率/Hz
45±5
45±5
备注:
烘箱温度和风机频率参数仅供参考,视极片干燥程度,在规定范围内调整
六、极片水分≤1000ppm
七、涂布精度要求:
单面:
-10μm≤(头尾异常区厚度-正常区厚度)≤5μm
双面:
∣头尾异常区厚度-正常区厚度∣≤10μm
拖尾偏差≤0.5mm
极片表面光滑无杂质、颗粒、暗痕、干裂、掉粉、气泡等
八、连续涂布剩余浆料涂成单面,截批的或者只涂一批的浆料都涂成双面
工序:
负极涂布
一、环境设备要求:
1、负极负极收卷区环境湿度小于30%RH。
2、负极涂布区卫生:
涂布辊、刀辊、胶辊使用无纺布蘸酒精擦拭,表面干净;各导辊及机架使用无纺布蘸酒精擦拭,表面干净。
地面及机架底部使用吸尘器清理干净。
3、负极收卷区卫生:
各导辊及机架使用无纺布蘸酒精擦拭,表面干净。
地面及机架底部使用吸尘器清理干净。
涂布机烘箱内,开机前擦拭干净。
工艺要求:
二、负极涂布尺寸
涂布宽度W2:
264±0.5mm
AB面对齐偏差:
≤±0.5mm
264
三、负极单双面面密度
单面面密度:
70±3g/m2双面面密度:
140±5g/m2面密度cpk≥1.0
四、负极箔材尺寸及面密度
铜箔尺寸:
铝箔面密度:
五、涂布速度和烘箱温度
涂布温度风速设定
涂布速度
涂布烘箱
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
Ⅵ
Ⅶ
Ⅷ
8m/min
单面温度/℃
65±5
75±5
85±5
95±5
95±5
85±5
75±5
65±5
双面温度/℃
65±5
75±5
85±5
95±5
95±5
85±5
75±5
65±5
风机运行频率/Hz
25±5
25±5
30±5
30±5
35±5
35±5
35±5
35±5
抽风频率/Hz
45±5
45±5
备注:
烘箱温度和风机频率参数仅供参考,视极片干燥程度,在规定范围内调整
六、极片水分≤2000ppm
七、涂布精度要求:
单面:
-10μm≤(头尾异常区厚度-正常区厚度)≤5μm
双面:
∣头尾异常区厚度-正常区厚度∣≤10μm
拖尾偏差≤0.5mm
极片表面光滑无杂质、颗粒、暗痕、干裂、掉粉、气泡等。
八、连续涂布剩余浆料涂成单面,截批的或者只涂一批的浆料都涂成双面。
工序:
正极辊压
1.1环境要求:
湿度<30%RH;
1.2辊压机洁净度要求:
压辊干净、导辊、设备表面干净;
1.3来料左右厚度差要求:
≤5μm;
1.4工艺值(以中心线为控制标准):
项目
首检
过程中
厚度(μm)
140
公差(μm)
±3
1.5辊压压力:
N;
1.6辊压速度:
m/min;
1.7收卷对齐度:
≤15mm。
工序:
负极辊压
1.1环境要求:
湿度<30%RH;
1.2辊压机洁净度要求:
压辊干净、导辊、设备表面干净;
1.3来料左右厚度差要求:
≤5μm;
1.4工艺值(以中心线为控制标准):
项目
首检
过程
厚度(μm)
0.094
公差(μm)
±3
1.5辊压压力:
1.6辊压速度:
1.7收卷对齐度:
≤15mm。
工序:
正极冲片
1.1环境要求:
湿度<30%RH;
1.2冲片机洁净度要求:
干净、无粉尘;
1.3来料左右对齐度要求:
≤15mm;
1.4工艺值:
项目
敷料区尺寸(长*宽)
极耳尺寸(长*宽)
A
A1
数值
127mm*68mm
15mm*10mm
0~2mm
0~1mm
公差
±0.1mm
±0.1mm
1.5冲切速度:
3~5m/min;
1.6毛刺<12μm
127
10
10
10
68
工序:
负极冲片
1.1环境要求:
湿度<30%RH;
1.2冲片机洁净度要求:
干净、无粉尘;
1.3来料左右对齐度要求:
≤15mm;
1.4工艺值:
项目
敷料区尺寸(长*宽)
极耳尺寸(长*宽)
A
A1
数值
130mm*70mm
10mm*10mm
0~2mm
=0
公差
±0.1mm
±0.1mm
1.5冲切速度3~5m/min;
1.6毛刺<12μm
10
70
130
10
10
工序:
正极片烘烤
1.1氮气要求:
纯度大于99.95%,露点≤-50℃(每周对氮气露点测试2次,并做记录)
1.2烘烤参数:
设定温度℃
显示温度℃
实测温度℃
报警温度℃
取出温度℃
120
120±3
120±3
130
≤70
恒温时间
60
min
冲氮气降压Kpa
真空度Kpa
抽真空时间
5
min
-15
≤-85
真空烘烤时间
150(2.5H)
min
保干燥时间
30
min
自动循环
7
次
抽真空延时是否启用
不启用
1.3水分含量:
正极水分≤300ppm;水分不合格及时通知技术人员。
一个批次电池最少进行1次水分测试,水分含量1次最少2个数据,测样电池取同批次
电芯。
(测试电池用同批次冲片工序费片制作。
)
工序:
负极片烘烤
1.1氮气要求:
纯度大于99.95%,露点≤-50℃(每周对氮气露点测试2次,并做记录)
1.2烘烤参数:
设定温度℃
显示温度℃
实测温度℃
报警温度℃
取出温度℃
100
100±3
100±3
110
≤70
恒温时间
60
min
冲氮气降压Kpa
真空度Kpa
抽真空时间
5
min
-15
≤-85
真空烘烤时间
150(2.5H)
min
保干燥时间
30
min
自动循环
7
次
抽真空延时是否启用
不启用
1.3水分含量:
负极水分≤500ppm;水分不合格及时通知技术人员。
一个批次电池最少进行1次水分测试,水分含量1次最少2个数据,测样电池取同批次
电芯。
(测试电池用同批次冲片工序费片制作。
)
工序:
叠片
1、极片转运
1.1叠片开始前10分钟内,取极片。
1.2极片取出后,迅速放入真空周转箱内,抽真空到-0.06~-0.09Mpa时,冲氮气到-0.01Mpa结束,关闭阀门。
将极片推到叠片车间。
1.3烘烤结束检测水分合格的极片,不能及时叠片的极片,在真空箱内抽真空保存,真空度小于-0.08Mpa,
1.4极片保存:
从检验合格开始计时,正极片保存时间小于3天,负极片保存时间小于7天
2叠片
2.1组装车间环境要求:
湿度≤30%RH
2.2隔膜:
厚度(25±0.5)μm*宽度(184±0.5)mm
2.3胶带:
厚度(30±0.5)μm*宽度(20±0.5)mm*
2.4叠片层数:
正极片叠片层数28层,负极片叠片层数29层
2.5对齐度要求:
2.5.1上下对齐度要求:
极耳边隔膜~负极3~2mm、底部隔膜~负极2~3mm、1≥负极片-正极片≥0.5mm
2.5.2左右对齐度要求:
1≥隔膜-负极≥0.5mm、负极-正极≥0.5mm
2.5.3隔膜收尾长度为1圈半,收尾截止部位为极组大面积中央,终止胶带为3条,上、(中)、下均匀分布;上下定位胶带3条,极耳中间位置1条和底角各1条。
2.5.4包裹要求:
负极包裹正极,隔膜包裹负极
2.5.5叠片结束电芯,无错位现象,无多片、少片现象,极耳平齐不能出现褶皱现象
工序:
AC测试
1测试参数:
电压
漏电流上限
漏电流下限
时间
频率
0.2Kv
8mA
5mA
1.5s
50Hz
2测试要求:
2.1每天开班前,用不良电池封样进行测试,验证测试设备是否能正常运行。
2.2测试时,不能将同一个极耳放置在2个测试口下面。
2.3不良电池:
放置在不良区域,生产做好统计工作,品质部进行确认,技术部进行解剖分析。
工序:
正、负极极耳预焊
1预焊参数
Amplitude(um)
Pressure(PSI)
Energy(J)
焊点(个)
正极极耳预焊
25±10
25±10
50±20
1`2
Amplitude(um)
Pressure(PSI)
Energy(J)
焊点(个)
负极极耳预焊
(加铜箔焊接)
35±10
30±10
100±50
1`2
1.1预焊焊点不允许压隔膜
1.2预焊外观:
无焊穿、无断片,焊纹清晰、平整,焊面完整,焊接后最多出现2次分层,两极耳在一个平面上,错位≤2mm。
2切极耳
2.1极耳预留6±1mm(以最短端极耳为准)。
2.2要求:
切极耳后,极耳平整,没有极片打折,起拱现象,否则返修,保证每个极耳头部和切刀口平齐。
3贴极耳保护胶带
胶带尺寸
贴胶数量(条)
宽10mm*长45±5mm
4
3.1胶带粘贴平整、均匀,不能覆盖极耳胶
3.2贴胶带时,贴胶带出现褶皱,不要将胶带撕下,容易造成极片极耳处断裂,重新贴胶带覆盖上
工序:
正、负极极耳焊接
1焊接参数(正极焊铝极耳,负极焊铜镀镍极耳)
Amplitude(um)
Pressure(PSI)
Energy(J)
焊点(个)
正极极耳焊接
(选择性加铝箔焊接)
35±10
30±10
50~150
2
Amplitude(um)
Pressure(PSI)
Energy(J)
焊点(个)
负极极耳焊接
(加铜箔焊接)
50±10
40±10
300±50
2
1.1正负极耳焊接完成后,满足极片极耳不能超出极耳胶下边缘,否则进行返修。
1.2正负极耳焊接完成后,保证2个极耳胶错位≤1mm
1.3极耳拉力测试:
1.3.1正极焊接拉力≥25N,在焊点边缘断裂,手撕铝箔拉不开或拉开后铝箔层之间破裂
1.3.2负极焊接拉力≥50N,且箔材与箔材或镍带间有明显破裂
1.3.3使用相同层数的铜铝箔材进行拉力测试
3贴极耳保护胶带
胶带尺寸
贴胶数量(条)
宽20mm*长45±5mm
2
宽10mm*长45±5mm
2
3.1胶带粘贴平整、均匀,不能覆盖极耳胶
3.2贴胶带时,贴胶带出现褶皱,不要将胶带撕下,容易造成极片极耳处断裂,重新贴胶带覆盖上
3.3贴胶带对极耳定型后,保证极耳胶高度一致,否则返修
4贴海绵胶
海绵胶尺寸
贴胶数量(条)
宽3mm*长(125~130)mm*厚度6mm
2
工序:
冲壳
1冲壳
1.1冲壳模具尺寸:
宽(132±0.5mm)*长(192±0.5mm)
1.2铝塑膜尺寸:
厚度(150±3)μm*宽度(200~210)mm
1.3冲壳要求:
1.3.1双坑,深坑:
4.8±0.5,浅坑:
3.8±0.5
1.3.2冲壳尺寸符合规格要求,表面平整光滑,无凹凸痕迹,无残缺。
1.4参数:
冲壳机设备参数
预压保持时间
0.5~3
s
增压保持时间
0.5~3
s
冲壳深度
深坑:
4.8±0.5,
浅坑:
3.8±0.5
mm
送料长度
399±5
mm
成型速度
1~10
mm
送料速度
150±50
mm/s
增压气压
0.2~0.5
Mpa
1.5壳体参数
项目
标准
F
图示
铝塑膜规格
153um*(200~210)mm
C
壳体1
D
B
G
E
壳体2
A
AA
顶封边、下封边宽度A
6±0.5mm
测封边宽度B
10-15mm
壳宽C
132±0.1mm
壳长D
191±0.1mm
两壳间距E
2mm
壳体1深度
4.8±0.1mm
壳体2深度
3.8±0.1mm
总宽F
200~210mm
总长G
399-399.5mm


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 1075140 工艺 文件 绝密 内部
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包装概论》课后习题汇总.docx
《包装概论》课后习题汇总.docx
-
《贝多芬传》读书笔记1000字.docx
-
《建筑工程管理与实务》模拟试题一.docx
-
《偷影子的人》读书笔记1500字.docx
-
6小摄影师.docx
-
10教育学.docx
-
32政府的责任.docx
-
202X事业单位会计年终工作总结doc.docx
-
《风中之叶》语言.docx
-
《青田县国民经济与社会发展第十二个五年规划纲要》目标任务分解实施方案.docx
-
《富饶的西沙群岛》教材理解.docx
-
《522 平行线的判定》教案导学案同步练习.docx
-
《情绪管理与职场减压》知识点.docx
-
《国际货物销售合同公约》的规定没有涉及的法律问题是.docx
-
《庄子故事两则》教案设计.docx
-
《社戏》导学案与答案.docx
-
3台球实用功法已整理.docx
-
06分析题GSM.docx
-
9A文水利工程质量保证体系及保证措施.docx
-
18年安徽师范大学中国文化概论本科教学大纲.docx
-
23届 复赛 试题+答案.docx
-
100以内加减综合混口算卡.docx
-
HighAccuracyOpticalFlowEstimationBasedonaTheoryforWarping课案.docx
-
js定义的函数和数组.docx
-
KV柱上断路器安装标准化作业流程图及指导书.docx
-
《儿童美术用品通用安全技术要求》.docx
-
《传感器及其应用》第二章习题答案.docx
-
《敬业与乐业》练习题1.docx
-
《钨行业规范条件》.docx
-
4s店技术经理工作总结工作范文.docx
-
7A版幼儿文学教案.docx
-
《给教师的建议》读书笔记1000字.docx
-
模具制作检讨书.docx
-
小学生安全教育演讲稿.docx
-
某校园数字视频监控实施方案.docx
-
小学数学概念教学.docx
-
南阳理工计算机应用基础专升本之欧阳理创编.docx
-
小学体育课程目标.docx
-
逆温的种类及原因.docx
-
小学语文修辞手法讲解及练习讲解学习.docx
-
校园督察队工作总结.docx
-
农村建房协议书6篇.docx
-
排放瓦斯时间计算.docx
-
新编管道名介质代号.docx
-
培训学校转让模板4篇.docx
-
新的预防用生物制品临床试验审批申.docx
-
评语大全之导师评语及工作建议.docx
-
新课标Ⅰ卷地理答案及解析.docx
-
七年级上册生物复习资料.docx
-
新最新时事政治攀比心理引发消费的难题汇编及答案1.docx
-
企业安全生产责任制各岗位人员安全职责50980.docx
