 润滑油基础油生产工艺.docx
润滑油基础油生产工艺.docx
- 文档编号:24848928
- 上传时间:2023-06-02
- 格式:DOCX
- 页数:159
- 大小:2.29MB
润滑油基础油生产工艺.docx
《润滑油基础油生产工艺.docx》由会员分享,可在线阅读,更多相关《润滑油基础油生产工艺.docx(159页珍藏版)》请在冰豆网上搜索。
润滑油基础油生产工艺
润滑油基础油生产工艺
润滑油是由基础油和添加剂组成的,基础油是润滑油中的主要成分,其含量在润滑油中一般为85%~99%之间。
因此,基础油质量的高低将直接影响到润滑油产品的性能。
润滑油基础油包括矿油基础油、合成基础油和其他基础油。
从用途角度润滑油基础油又可分为内燃机油、齿轮油、压缩机油、汽轮机油、液压油、电气绝缘油等基础油。
此外,白油和橡胶填充油生产工艺与润滑油基础油生产工艺相似,只是产品指标要求和用途不同,因此也在本章进行阐述。
各石油公司多以基础油黏度指数对基础油进行分类,但没有统一标准。
美国石油学会(API)对内燃机润滑油使用的基础油进行了分类,并得到世界范围内认可。
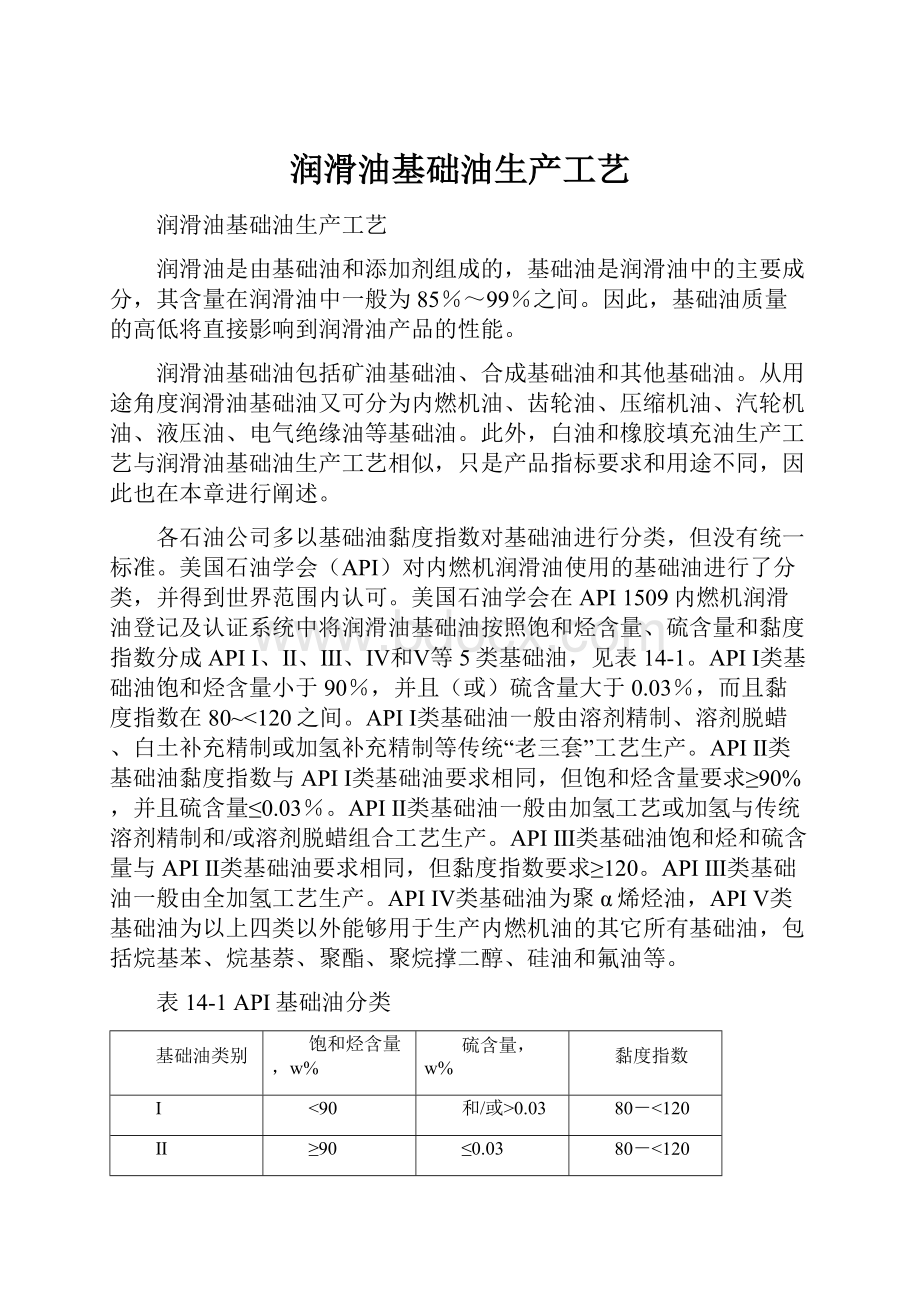
美国石油学会在API1509内燃机润滑油登记及认证系统中将润滑油基础油按照饱和烃含量、硫含量和黏度指数分成APIⅠ、Ⅱ、Ⅲ、Ⅳ和Ⅴ等5类基础油,见表14-1。
APIⅠ类基础油饱和烃含量小于90%,并且(或)硫含量大于0.03%,而且黏度指数在80~<120之间。
APIⅠ类基础油一般由溶剂精制、溶剂脱蜡、白土补充精制或加氢补充精制等传统“老三套”工艺生产。
APIⅡ类基础油黏度指数与APIⅠ类基础油要求相同,但饱和烃含量要求≥90%,并且硫含量≤0.03%。
APIⅡ类基础油一般由加氢工艺或加氢与传统溶剂精制和/或溶剂脱蜡组合工艺生产。
APIⅢ类基础油饱和烃和硫含量与APIⅡ类基础油要求相同,但黏度指数要求≥120。
APIⅢ类基础油一般由全加氢工艺生产。
APIⅣ类基础油为聚α烯烃油,APIⅤ类基础油为以上四类以外能够用于生产内燃机油的其它所有基础油,包括烷基苯、烷基萘、聚酯、聚烷撑二醇、硅油和氟油等。
表14-1API基础油分类
基础油类别
饱和烃含量,w%
硫含量,w%
黏度指数
Ⅰ
<90
和/或>0.03
80-<120
Ⅱ
≥90
≤0.03
80-<120
Ⅲ
≥90
≤0.03
≥120
Ⅳ
聚α烯烃油(PAO)
Ⅴ
以上四类以外的所有其它基础油
我国润滑油工业起步于20世纪40年代,当时生产工艺技术简单,产品质量水平低、数量少、品种单一。
20世纪50年代开始建设现代润滑油基础油生产装置,基础油生产工艺技术以“老三套”为主,以大庆石蜡基原油为原料,产品的质量、数量、品种均有较大的提高和增加。
60年代和70年代,新建和扩建了一些润滑油基础油生产装置,使润滑油基础油生产技术和生产能力又有新的提高。
1980年开始建立我国统一的润滑油基础油质量标准,1995年中国石油化工总公司发布了润滑油基础油企业标准Q/SHR001-95,对基础油按超高、很高、高、中和低黏度指数进行了分类,并区分了通用基础油和专用基础油,该标准基础油分类见表14-2。
随着中国石油及中国石化两大石油公司的重组,各公司在API基础油分类的基础上,建立了各自基础油的企业标准,2018年中国石化发布了Q-SHPRD0731《润滑油基础油分类及规格》企业标准,该标准对基础油分类见表14-3。
到21世纪初,我国生产的各种润滑油基础油质量已经达到国际同类产品质量水平。
内燃机油、轻负荷与重负荷工业齿轮油、液压油、特种工业润滑油等满足了我国运输业、钢铁工业和其他工业部门的发展需要。
表14-2我国润滑基础油分类
粘度指数VI
类别
超高
粘度指数
VI≥140
很高
粘度指数
120≤VI<140
高
粘度指数
90≤VI<120
中
粘度指数
40≤VI<90
低
粘度指数
VI<40
通用基础油
UHVI
VHVI
HVI
MVI
LVI
专用基础油
低凝
UHVIW
VHVIW
HVIW
MVIW
-
深度精制
UHVIS
VHVIS
HVIS
MVIS
-
表14-3中国石化润滑基础油分类
项目
0类
I
II
III
MVI
HVIIa
HVIIb
HVIIc
HVIII
HVIII+
HVIIII
HVIIII+
饱和烃含量/%
<90和/或≥0.03
<90和/或≥0.03
<90和/或≥0.03
<90和/或≥0.03
≥90
≥96
≥98
≥98
硫含量/%
<0.03
<0.03
<0.03
<0.03
黏度指数
≥60
≥80
≥90
≥95
90~<100
≥110
≥120
≥130
截至2018年末,我国有润滑油基础油及白油橡胶油生产厂28个,润滑油基础油生产能力8.9Mt/a。
产能?
总体供求情况?
我国采用溶剂精制、溶剂脱蜡和白土精制工艺流程生产APIⅠ基础油。
中国石化荆门分公司和济南分公司采用石油化工科学研究院(RIPP)溶剂精制与加氢处理和溶剂脱蜡组合工艺生产APIⅡ类基础油,中国石油克拉马依分公司采用RIPP加氢处理、异构脱蜡和后精制工艺生产APIⅡ类基础油及高档橡胶填充油。
中国石油大庆炼化分公司和中国石化高桥分公司都引进了雪弗龙(Chevron)加氢处理和异构脱蜡工艺生产APIⅡ类基础油,同时生产部分APIⅢ类基础油。
中海油采用雪弗龙异构脱蜡工艺以加氢裂化尾油为原料生产APIⅡ类基础油和Ⅲ类。
中国石化茂名分公司采用RIPP异构脱蜡技术,以加氢裂化尾油为原料,生产APIIII类和III+基础油。
现代润滑油产品几乎都是由润滑油基础油和用于改善使用性能的各种添加剂调制而成。
有关添加剂的生产以及它们之间的调合过程,将在另章中叙述。
本章只叙述我国生产APII、II、III类基础油的工艺技术,包括溶剂精制、溶剂脱蜡、白土补充精制、加氢处理、加氢裂化、临氢降凝、异构脱蜡和加氢精制等工艺过程。
另外,本章还叙述了白油和橡胶填充油生产工艺。
第一节APIⅠ类基础油生产工艺
APIⅠ类基础油具有较高的黏度指数,较好的抗氧化安定性和对添加剂良好的溶解性能,作为基础油,在润滑油领域应用很广泛。
采用溶剂精制、溶剂脱蜡、白土补充精制或加氢补充精制等传统工艺可以生产高质量APIⅠ类基础油。
要生产光亮油,减压渣油在进行溶剂精制前还需要进行溶剂脱沥青,溶剂脱沥青工艺在第四章重油加工技术中叙述。
一、润滑油溶剂精制工艺
从原油中取得的馏分润滑油料及溶剂脱沥青的残渣润滑油料,含有一些对油品使用性能有害的物质和非理想组分。
这些物质的存在会使油品的黏度指数降低,抗氧化安定性变差,氧化后容易产生较多的沉淀及酸性物质,会堵塞油路和腐蚀设备构件,还会使油品颜色变差。
这些有害的非理想物质主要是胶质、沥青质、短侧链的中芳烃及重芳烃、环烷酸类,以及某些含硫、氮、氧的非烃化合物。
溶剂精制就是利用某些溶剂的选择性溶解能力,来脱除润滑油料中有害的及非理想物质。
溶剂精制是润滑油生产过程中的一个重要步骤,润滑油基础油的粘温性能、抗氧化安定性能等重要性质除受原油性质的制约外,主要取决于溶剂精制的深度。
用于精制润滑油的溶剂有多种,工业上应用最广泛的是糠醛和苯酚,20世纪70年代发展起来的N-甲基吡咯烷酮溶剂,在国外得到广泛应用,而酚精制由于环境污染问题逐渐被N-甲基吡咯烷酮精制所取代。
我国润滑油溶剂精制所采用的溶剂主要是糠醛,也有少数装置采用N-甲基吡咯烷酮精制,酚精制装置已经被淘汰。
截至2019年末,我国共有糠醛精制装置30套,总加工能力为8.31Mt/a;N-甲基吡咯烷酮精制装置1套,加工能力为230kt/a,这套装置是利用原有的酚精制装置改建的。
(一)溶剂精制的影响因素[1]
溶剂精制为物理分离过程,是利用选择性溶剂,在一定的条件下,将非理想组分和有害物质从油料中抽提分离出来,抽提过程在逆流接触的抽提塔中进行。
影响润滑油溶剂精制过程的主要因素有溶剂性质、抽提温度与温度梯度、溶剂比、抽提塔的理论段数及两相接触与分离状况等。
1.溶剂的性质
选择合适的溶剂是润滑油溶剂精制过程的关键因素之一。
理想的溶剂应具备以下各项性质:
(1)有较高的选择性,能很好地溶解油中的某一些组分,而不溶解或很少溶解另一些组分。
比较理想的溶剂是溶解油中需要除去的非理想组分的能力强,而对应保留的理想组分的溶解能力弱。
这是因为在通常情况下,润滑油料中需要除去的非理想组分比要保留的组分少,因而溶剂精制时用溶剂量少。
糠醛、苯酚和N-甲基吡咯烷酮等都属于这一类溶剂。
(2)要有一定的溶解能力,溶解能力较大,可以用小的溶剂比,使得溶剂回收系统的负荷小。
(3)要有一定的稳定性,受热不易分解也不易于氧化或缩合等。
(4)与所处理油料的沸点差要大,便于用闪蒸的方法回收溶剂。
(5)在工作条件下黏度小,密度大,在抽提过程中易于传质和分离。
(6)毒性小,对设备腐蚀性小,来源容易,价格低廉。
以上各项中,选择性和溶解能力为选择溶剂时需要考虑的最重要性质。
几种常用溶剂的主要理化性质见表14-4。
表14-4几种常用溶剂的主要理化性质
项目
N-甲基吡咯烷酮
苯酚
糠醛
分子式
C5H9NO
C6H5OH
C5H4O2
分子量
99.13
94.11
96.09
密度(25℃)/(g/cm3)
1.029
1.04(66℃)
1.159
熔点/℃
-24
+41
-39
沸点/℃
202
181.2
161.7
气化热/(kJ/kg)
439
481.2
450
比热容(60℃)/(kJ/kg)
1.758(30℃)
2.156
1.7165
黏度(50℃)/(mPa·s)
1.01
3.42
1.15
折射率(nD20)
1.4703
1.5418
1.5261
与水共沸点/℃
无共沸物
99.6
97.45
1×105Pa时共沸物含水/%
90.8
65
和水互溶度(40℃)/%
水在溶剂中
溶剂在水中
完全互溶
完全互溶
33.2
9.6
6.4
6.8
2.温度
温度不仅影响溶剂的溶解能力,也影响溶剂的选择性,一般情况下随着温度升高,溶剂的溶解能力增大,选择性变差。
溶剂的选择性,可以用易溶组分及难溶组分在两相中分配系数的比值来评价,即溶剂萃取选择性。
选择性系数β是同一组分在平衡两相中浓度之比,选择性的定义为:
式中ya—易溶组分(芳烃)在抽出油中的质量分率,
yn—难溶组分(饱和烃)在抽出油中的质量分率,
xa—易溶组分(芳烃)在精制油中的质量分率,
xn—难溶组分(饱和烃)在精制油中的质量分率。
β数值越大,溶剂萃取选择性越好。
溶剂萃取对芳烃与饱和烃有较好的选择性,而对不同结构的饱和烃没有明显的选择性,对不同环数的芳烃具有一定的选择性。
温度是影响溶剂精制过程最灵敏最重要的因素之一,而温度对溶剂的溶解能力和选择性具有相反的影响,中间有一个最佳值,此值是既要符合精制油质量要求,又最大限度获得精制油收率的温度,对常用溶剂该温度是在与油的临界互溶温度以下20℃左右。
3.溶剂比
溶剂比是在一定时间内进入抽提塔的总溶剂量与原料油量之比。
在一定的抽提温度下,加大溶剂比,可以使更多的非理想组分被抽出,从而增加精制深度,改善精制油质量,但溶剂回收系统的投资和操作费用相应增加。
过大的溶剂比,还会影响到装置的处理能力。
图14-1溶剂比及温度对产品收率和质量的影响[2]
在润滑油溶剂精制中为达到一定要求的产品质量指标,在操作中可以采用较小的溶剂比与较高的温度,也可以采用较大的溶剂比与较低的温度两种操作方法。
但是温度升高,溶剂的选择性变差,在同样精制油质量水平下,部分理想组分也被溶解,从而使精制油的收率降低。
图11-1为以酚及糠醛为溶剂,在不同溶剂比、不同温度下,进行三次单段抽提的产品收率和产品质量的关系。
在实际生产中,通常是在确定抽提温度基本不变的情况下,适当调整溶剂比,以求得在规定质量指标下获得最大的精制油收率。
4.抽提塔理论段数
抽提塔所需要的理论段数与溶剂的选择性、采用的溶剂比及要求的产品质量、收率等都有关系。
图14-2给出了以糠醛为溶剂,不同原料油、不同溶剂比生产黏度指数为95的产品时,抽提塔的理论段数与精制油收率的关系。
从图中可以看出,在一定溶剂比下,不同产品所需理论段数不完全相同,但是对各种原料油都是理论段数越多,精制油收率越高,但当段数达到6段以后,收率就不再显著增加。
因此,通常设计的抽提塔采用6~7个理论段,以适应不同原料及产品的要求。
图14-2理论段数对收率的影响[3]
▽、▼-中质机械油;○、●-重质机械油;□、■-脱沥青油
5.温度梯度
为平衡温度对溶剂溶解能力和选择性的相反影响,工业上在抽提塔中常常采用上高下低的温度分布,即在抽提塔内沿塔高形成一定的温度梯度。
塔顶油料已经过精制,其临界互溶温度较高,采用较高的塔顶温度可以保证精制深度,即精制油质量较高;塔底溶剂中已溶入了芳烃等非理想组分,临界互溶温度较低,采用较低的温度可以保证精制油收率。
但是塔底温度过低,使溶剂不能将足够量的非理想组分抽出时,也会影响塔顶精制油质量。
在塔内形成温度梯度后,塔顶溶剂中因高温而溶入的部分理想组分,当溶剂沿塔高下降时,将随温度降低而逐步析出,析出物又反回油相,形成内回流。
由温度梯度形成的内回流,参与两相间的传质过程。
因此,抽提塔内回流与分馏塔的回流一样,会提高抽提的分离效果。
根据抽提原料的不同,一般抽提温度梯度在30~40℃之间。
(二)工艺流程、工艺条件及产品性质
1.糠醛精制
1)工艺流程
糠醛精制的典型工艺流程见图14-3,工艺过程包括原料油脱气、溶剂抽提、精制液和抽出液溶剂回收及溶剂干燥脱水几部分。
图14-3糠醛精制工艺流程(溶剂双塔蒸发回收)
Ⅰ-原料油;Ⅱ-精制油;Ⅲ-抽出油;Ⅳ-尾气;Ⅴ-碱液;Ⅵ-含碱污水
1-脱气塔;2-抽提塔;3-精制液蒸发汽提塔;4-抽出液一次蒸发塔;
5-抽出液二次蒸发塔;6-抽出液汽提塔;7-脱水塔;8-糠醛干燥塔;
9-精制液加热炉;10-抽出液加热炉;11-分液罐;12-水罐;
13-糠醛、水溶液分层罐;14-蒸汽包
(1)原料油脱气部分
原料油罐不用惰性气体保护时,原料油中会溶入50~100μg/g的氧气。
这些微量的氧气足以使糠醛氧化产生酸性物质,并进一步缩合生成胶质,造成设备的腐蚀与堵塞,严重地影响装置的正常生产。
因此,原料油在进入抽提塔之前必须经过脱气过程。
脱气一般在筛板塔内进行,利用减压和汽提使溶入油中的氧气析出而脱除。
影响脱气的主要因素是脱气塔的真空度和吹汽量,脱气塔在13.3kPa压力下操作时,可将溶入原料油中的氧气大部分脱除[4]。
如果在塔底吹入少量的水蒸气进行汽提,则可以脱除99%以上的氧气。
(2)溶剂抽提部分
糠醛精制的抽提塔采用转盘塔。
原料油自脱气塔底抽出,经换热或冷却到适当的温度后,从抽提塔中下部进入抽提塔内,回收的溶剂经换热和冷却到适当温度从塔上部引入。
由于抽提段两端间有一温度梯度,此温度梯度除由进塔溶剂与原料油间的温度差形成外,还可以将塔内部分物料抽出冷却后再返回塔内的方法加以调节。
抽提塔在一定压力下操作,含少量溶剂的精制液与含大量溶剂的抽出液分别从抽提塔顶部和底部排出,进入各自的溶剂回收系统。
(3)溶剂回收部分
图14-4糠醛抽出液溶剂回收三效蒸发及溶剂脱水工艺流程
Ⅰ-抽出液;Ⅱ-抽出油;Ⅲ-湿糠醛;Ⅳ-干糠醛;
Ⅴ-0.3MPa蒸汽;Ⅵ-糠醛-水共沸物;Ⅶ-含糠醛蒸汽;
1-低压蒸发塔;2-中压蒸发塔;3-高压蒸发塔;
4-汽提塔;5-加热炉;6-干燥塔;7-蒸汽发生器;
溶剂回收部分有精制液和抽出液两个系统。
精制液中含溶剂少,在一个蒸发塔和一个汽提塔中即可完成全部溶剂回收。
精制液蒸发塔在减压下操作,蒸出的溶剂进入糠醛干燥塔;汽提塔塔底吹入水蒸气,蒸出的溶剂及水蒸气经冷凝冷却后进入醛水分离罐。
塔底精制油与精制液换热及冷却后,用泵送入精制油罐。
抽出液中含大量糠醛,采用三效蒸发回收其中溶剂,三效蒸发见图14-4。
抽出液经换热后先进入低压蒸发塔蒸出部分溶剂,低压蒸发塔底的抽出液经与高压蒸发塔顶蒸气换热后进入中压蒸发塔,蒸出另一部分溶剂。
中压蒸发塔底抽出液再经加热炉进一步加热后,进入高压蒸发塔。
最后在蒸发汽提塔中脱除残余溶剂。
脱除溶剂后的抽出油经冷却送出装置。
(4)溶剂干燥及脱水部分
水对糠醛的溶解能力影响极大,因此通过汽提塔进入糠醛中的水分必须及时脱除,以保持溶剂的干燥。
汽提塔顶蒸出物在醛水分离罐中分为两层,上层为富水溶液,含糠醛小于10%,下层为富糠醛溶液,含水小于10%。
糠醛与水可形成低沸点共沸物,共沸物中含糠醛35%。
因此醛水分离罐中富水溶液可以用直接水蒸气汽提的方法,将其中的糠醛以共沸物的形式在脱水塔中蒸出。
水溶液从脱水塔顶进入,脱醛净水从塔底排入污水处理,或者作为装置余热蒸汽发生器供水。
脱水塔顶蒸出的共沸物经冷凝冷却后,再返回醛水分离罐进行分离。
醛水分离罐中下层的富糠醛溶液则打入干燥塔进行干燥。
干糠醛从干燥塔底抽出作为循环溶剂,干燥塔顶馏出的共沸物经冷凝冷却再返回醛水分离罐。
2)抽提塔
(1)转盘抽提塔
转盘塔是20世纪50年代初期发展起来的一种液一液抽提设备,它具有处理能力大、抽提效率高、操作稳定、适应性强等特点;并且结构简单、设备投资及维修费用低。
(a)转盘抽提塔的结构图14-5为糠醛精制转盘抽提塔的结构示意图。
塔体为圆柱形,塔中有若干等距离的固定环和转动盘,每一转盘置于两固定环之间,转盘直径略小于固定环开孔直径,转盘固定于一中心轴上,轴上端伸出塔外,由电动机通过可调速的减速器带动圆盘转动。
溶剂和原料油分别由转盘抽提段上下两端进入。
由于密度的差异,溶剂由上向下流动,油由下向上流动,形成逆流接触。
转盘的转动不断使油分散为细滴,并使塔内形成如图14-6所示的涡流,从而加强两相的接触,促进了传质。
图14-5转盘抽提塔
(b)转盘塔的操作特性转盘塔为输入外功以强化传质的抽提设备。
增加外功输入可以加强液体分散、提高传质效率,但输入外功过大,会造成分散过度,并增大纵向返混,反而降低抽提效果,甚至形成液泛。
抽提段中单位质量液体接受外功的强度用功率因数E表示。
E按下式计算:
式中N—转速,r/s;
DR—转盘直径,m;
H—固定环间距,m;
DT—塔内径,m。
分散相是否易于分散主要取决于两相间的界面张力。
图14-7为转盘塔的操作区图。
对于一定界面张力的体系,功率因数有其适宜的上下限。
糠醛与润滑油料的界面张力只有几个10-5N/cm。
在实际操作条件下,因芳烃的溶入及温度的升高其界面张力更小。
有人建议功率因数采用0.05m2/s3或略高。
转盘塔的生产能力常以表观比负荷表示。
表观比负荷为单位时间内、单位塔截面积上通
过润滑油料及溶剂的总量。
在达到极限负荷以前,增加比负荷会使塔的分离效率增加,但是当比负荷增加到极限值后,再增加比负荷,则使塔纵向返混明显增大而形成液泛。
增加功率因数也会增大纵向返混使液泛提前到来。
图14-8给出了功率因数与比负荷的关系。
图中曲线表示不同原料,在不同功率因数下的极限负荷值,通常称为泛溢曲线。
从图中可以看出,增加功率因数将使塔的生产能力下降。
生产能力还与塔盘结构参数及油品的性质有关。
图14-8只表示了功率因数对表观比负荷影响的变化趋向,而不是一般应用图表。
图14-8几种原料的泛溢曲线
(A)-没有乳化;(B)-强烈乳化
1-轻、中馏分油,溶剂比2.0;2-重馏分油,溶剂比3.0;3-脱沥青油,溶剂比3.4
(c)转盘抽提塔的改进当原料油的液滴在转盘塔中与溶剂逆流接触而上升时,由于转盘的反复搅拌和粉碎,即使在体系物性保持恒定的情况下,液滴直径也会随塔高而减小,因而在抽提塔顶常易产生液泛。
为克服上述缺点,我国有的炼油厂在现有转盘塔的定盘内侧设置格栅,在各定盘、格栅和塔内壁组成的小室内装入填料,构成转盘填料复合塔,填料由不锈钢丝组成,其空隙率大于90%,这种转盘填料复合塔可使被转盘旋转剪切分散的液滴在填料表面凝聚,因而提高了抽提效率,避免了液泛的产生。
工业应用表明,把转盘塔改造为转盘填料复合塔后,其处理能力由原来的58m3/h提高到65m3/h,溶剂用量也降低了10%。
(2)新型填料抽提塔
早期糠醛精制都采用填料抽提塔,以瓷质拉西环作填料,传质效果不理想,后来逐步被转盘抽提塔所取代。
转盘抽提塔的缺点是轴向返混严重,转盘塔大部分塔高用来补偿轴向返混。
由于新型填料的发展,填料塔的处理能力和传质效率大幅度提高,糠醛精制填料抽提塔得到了迅速发展。
20世纪90年代以来,我国一些炼油厂对糠醛精制转盘塔进行了技术改造,采用国内某大学开发的QH-1和QH-2高效填料及较先进的蜂窝状填料支撑结构,并优化塔内空间布局以提高填料的利用率。
改造结果表明,抽提塔的抽提效率提高了一个多理论段,在产品质量相同的条件下,取得了降低溶剂用量,提高精制油收率的效果。
3)原料油、精制油的性质及工艺条件
以大庆原油减压馏分及脱沥青油糠醛精制为例的原料油性质见表14-5,各种精制油性质及收率见表14-6,抽提塔及溶剂回收系统工艺条件见表14-7及表14-8。
表14-5原料油主要性质
项目
密度/
(20℃)/(g/cm3)
黏度(100℃)/
(mm2/s)
颜色/
号
闪点/
℃
残炭/
%
HVI150
0.8528
4.61
2.0~2.5
203
HVI500
0.8750
8.01
3.5~4.0
257
0.08
HVI150BS
0.8849
26.8
8.0
330
0.90
表14-6精制油的主要性质及收率
项目
密度(20℃)/
(g/cm3)
黏度(100℃)/
(mm2/s)
颜色/
号
闪点/
℃
残炭/
%
收率/
%
HVI150
0.8427
4.13
0.5
217
86.8
HVI500
0.8579
7.23
1.0~1.5
259
0.025
86.7
HVI150BS
0.8788
21.2
6.0
319
0.35
83.1
表14-7抽提塔工艺条件
项目
HVI150
HVI500
HVI150BS
溶剂比(质量比)
2.0:
1
2.4:
1
4.8:
1
抽提塔温度/℃
塔顶
塔底
105
65
110
70
138
103
表14-8溶剂回收系统工艺条件
项目
压力/
MPa
温度/℃
顶部
底部
进料
精制液蒸发汽提塔
0.03(绝)
130
200
207
抽出液一级蒸发塔
0.02
168
169
170
抽出液二级蒸发塔
0.09
185
186
188
抽出液三级蒸发塔
0.20
215
218
220
抽出液汽提塔
0.018(绝)
100
170
190
干燥塔
0.01
98
150
160
水溶液汽提塔
0.01
102
108
40
双塔抽提工艺可以提高萃取效率。
中国石化高桥分公司采用第一抽提塔精制液进第二抽提塔作抽提原料,两个抽提塔都进新鲜溶剂的双塔溶剂并联抽提工艺,在溶剂比不变的前提下,精制油收率提高1.19个百分点,黏度指数提高2个单位。
糠醛精制油经白土精制后与改造前相比,比色降低1~2号,旋转氧弹提高10%~20%[5]。
2.N-甲基吡咯烷酮精制
N-甲基吡咯烷酮(NMP)是一种对芳烃有较好溶解能力的溶剂。
1975年美国在什里夫波


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 润滑油 基础油 生产工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《当代世界政治与经济》.docx
《当代世界政治与经济》.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
《个人能力提升计划》.docx
-
《教务管理课程管理系统》系统分析实验报告docx.docx
-
《弟子规》全文带拼音.docx
-
《海底两万里》名著导读及检测试题教学内容.docx
-
《氓》导学案答案.docx
-
《吞食天地2诸葛孔明传》完全攻略.docx
-
《再见了母校》诗歌朗诵稿6篇范文.docx
-
《铸造工艺说明书》word版.docx
-
12Unit9TheDamnedHumanRace.docx
-
27魏利金主讲郑州关于举办建筑结构设计疑难问题及结构施工图设计及审图常见问题专题1.docx
-
《电力建设工程质量监督检查典型大纲》风力发电部分.docx
-
《和孩子划清界限》读书笔记.docx
-
《莫泊桑小说两篇》doc.docx
-
《网络设备安装配置与调试》试题B卷.docx
-
《安全生产技术》第一章第一节.docx
-
《高级计算机网络》课程综述.docx
-
《检验核医学》教学大纲.docx
-
《大学英语》第6段段落与课文翻译.docx
-
《构造地质学》作图题例题.docx
-
《流体力学与热工基础》教学大纲重点难点.docx
-
《索证索要制度》.docx
-
《中医临床护理学》试题库及答案六.docx
-
2汽车装配工艺及调试技术10页word.docx
-
5 草船借箭教案.docx
-
《管理会计》试题库选择.docx
-
《麻雀》教案.docx
-
《砼渗水整改措施》.docx
-
《语言学纲要》 叶蜚声徐通锵版复习.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
华为营销策划方案Word文件下载.docx
-
电力拖动自动控制系统Matlab仿真实验报告Word下载.docx
-
行政主管年度工作总结与行政主管年度总结优秀范文汇编Word格式.docx
-
道路施工安全专项方案Word文档下载推荐.docx
-
等级考试《发布证券研究报告业务证券分析师》模拟卷第89套Word下载.docx
-
大学奖学金获奖感言文档格式.docx
-
房地产经纪业务合同推荐文本DOC格式DOC文档格式.docx
-
干部清正廉洁心得体会范文4篇汇总Word文档格式.docx
-
大学英语四六级考试英语四级真题及答案第三套Word文档下载推荐.docx
-
独立柱基础施工方案Word格式.docx
-
房屋检测和结构鉴定招标文件Word文档下载推荐.docx
-
读写结合地三种课型例析Word文件下载.docx
-
读书主题演讲稿合集8篇Word下载.docx
-
电子信息工程专业培养方案Word文件下载.docx
-
钢厂个人安全月总结Word下载.docx
-
公路检测工程师《桥梁隧道工程》考点题桥梁地基与基础试验检测含答案Word文档下载推荐.docx
-
传感器总结要点Word文档下载推荐.docx
-
电梯招标标准文件Word格式.docx
-
店长终端培训资料Word格式文档下载.docx
