 EPS加工生产过程中常见弊病和原因及改善方法.docx
EPS加工生产过程中常见弊病和原因及改善方法.docx
- 文档编号:24836510
- 上传时间:2023-06-02
- 格式:DOCX
- 页数:16
- 大小:59.34KB
EPS加工生产过程中常见弊病和原因及改善方法.docx
《EPS加工生产过程中常见弊病和原因及改善方法.docx》由会员分享,可在线阅读,更多相关《EPS加工生产过程中常见弊病和原因及改善方法.docx(16页珍藏版)》请在冰豆网上搜索。
EPS加工生产过程中常见弊病和原因及改善方法
EPS加工生产过程中常见弊病和原因及改善方法:
EPS加工技术和工艺在国内已日趋完善和成熟,但是随着同行竞争越来越激烈,利润越来越薄,EPS加工
厂家纷纷降低生产成本和提高产品质量以求胜出,这就需要EPS加工厂家重视生产加工中的每一个环节,
就加工生产过程中的弊病进行分析和改善,以达到目的。
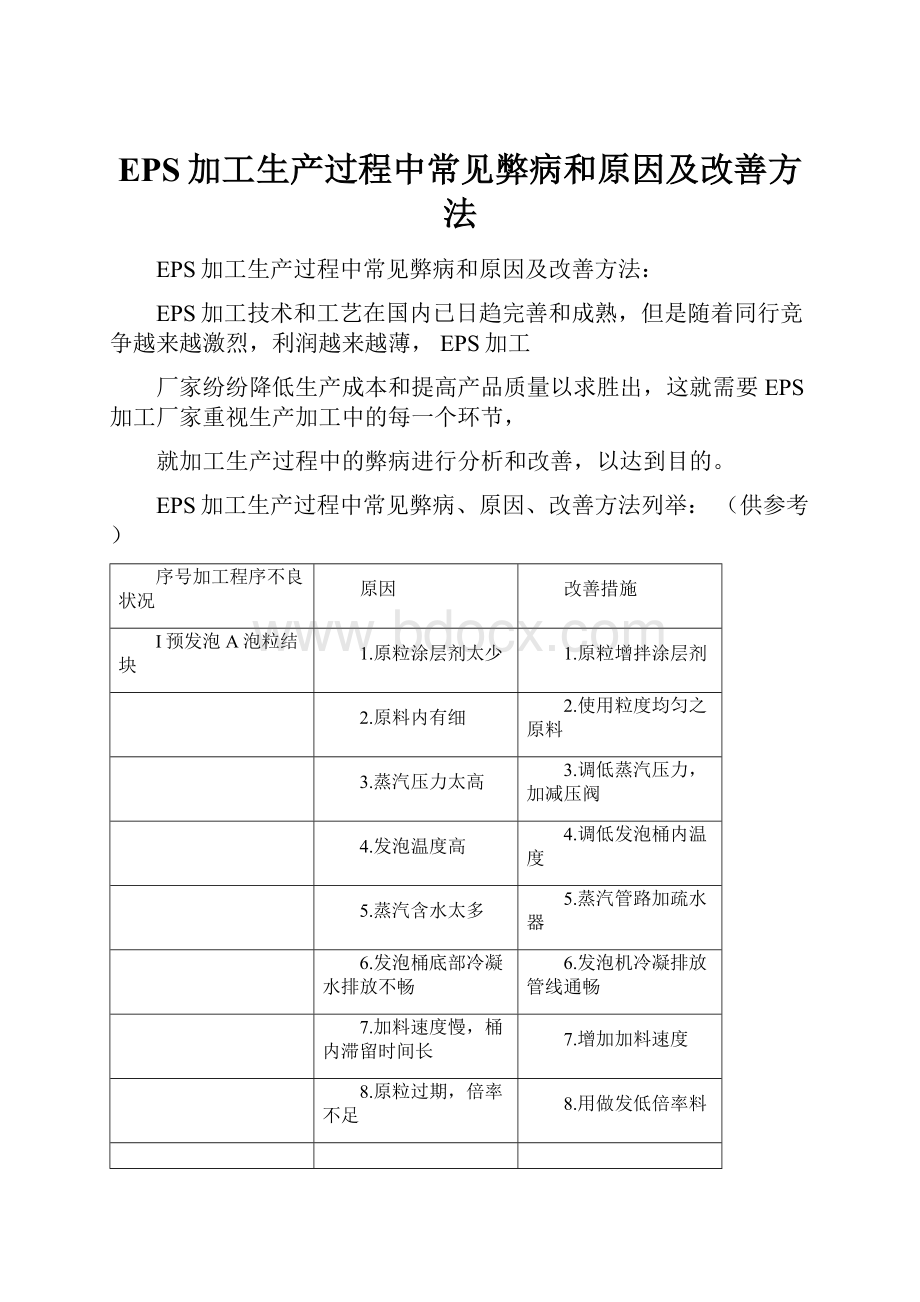
EPS加工生产过程中常见弊病、原因、改善方法列举:
(供参考)
序号加工程序不良状况
原因
改善措施
I预发泡A泡粒结块
1.原粒涂层剂太少
1.原粒增拌涂层剂
2.原料内有细
2.使用粒度均匀之原料
3.蒸汽压力太高
3.调低蒸汽压力,加减压阀
4.发泡温度高
4.调低发泡桶内温度
5.蒸汽含水太多
5.蒸汽管路加疏水器
6.发泡桶底部冷凝水排放不畅
6.发泡机冷凝排放管线通畅
7.加料速度慢,桶内滞留时间长
7.增加加料速度
8.原粒过期,倍率不足
8.用做发低倍率料
1.蒸汽管路保温,设疏水器
2.改进蒸汽逸散风管
3.预发泡机保温不良
B.预发泡粒潮湿1蒸汽太潮湿
2.预发机顶盖通风不良
3.
预发机保温不良
1.1原料湿,晾干1.2蒸汽压力不稳定
2.检查蒸汽管线,增加减压阀稳定蒸汽压力
3.尽量使用同种同批原料
1.关紧底部清理门
2合理调低搅拌速度
3合理调低进料速度
4合理调高发泡温度
D倍率不稳定1进料速度不匀
2.蒸汽压力不稳定
3新旧原料,不同料别掺
E预发工程有未发粒子团出现1.发泡机清理门未关死
2.发泡机搅拌速度太快
3进料速度太快
4发泡温度偏低
F.P料多次发泡倍率低1.原料发泡剂含量偏低
2•第一次发泡收缩
3多次发泡之间间隔太长与太短
A泡粒打瘪破损变形,密度增加1.鼓风机风力太小
2.输送管线弯角太多
∏泡粒输送
B输送泡粒管易堵塞1管径太小1增大管径,合理布置
2泡粒太湿2增设流化床
3操作不当3每次开机送粒或停机必须将输送管中泡粒吹空方可实行送粒或停机
In熟化
A熟化效果差1熟化仓(料仓)区域通风不1改善送风,增设排风系统良,且环境潮湿温度低
2.熟化仓太大,仓太小2.有条件可通干燥热风,合理熟化
B熟化仓带静电大(易引致火灾)1•熟化仓选材不当,如用木制1.采用自然水管等导电材料作支架品
作支架
2接地不良2.将所有料仓引接地线
IV成型
A结合性不良
1.加热时间不
2蒸汽过热,压力过高
3泡粒圆熟时间太长
4泡粒水份太高
5蒸汽压力太低
6涂层剂太多
1.延长加热时间
2.改过热蒸汽为饱和蒸汽降低蒸汽压力
3.缩短圆熟时间在24小时内
4.1吹风晾干或热风吹干4.2适当延长圆熟时间
5适当调高蒸汽压力
6.更换原料
7模具不良
7.1
模具蒸汽孔太少
7
•①增加模具蒸汽孔
7.2
模具蒸汽孔堵塞
7
.②模具蒸汽孔堵塞,则疏通
7.3
长久使用未清理
7
•③模具蒸汽室是否积垢,清理
7.4
模具密封不够,漏气
7
•④模具密封更换密封条
8
.合模间距太大
8
•选适用之原料,减少合模空间
B
•脱模不良
•加热太久,粘模
1
•缩短加热时间
2
•温度太高
2
.降低蒸汽压力
3
.冷却不够
3
•增加冷却水量,延长冷却时间
4
•模具不良
4
•①增加脱模斜度
4.1
脱模斜度不足
4
•②提高型芯,模具表面光洁度,
4.2
型芯,膜表面粗糙
如有条件可进行涂铁氟层
4.3
顶杆布置不当
4
•③顶杆布置合理,用力平衡
4.4
模具蒸汽孔受损,粘膜
4
•④更换蒸汽孔
5.
空气压力不足
5
•检查压缩空气压力,并调整
C
•成型品表面收
缩
1.
加热太久,
温度太高,
烧伤
1
•降低蒸汽压力,缩短加热时间
2.
冷却太快,水伤
2
•①提高冷却水水温
2
.②减少冷却水量
2
•③延长冷却时间
2
④尽量以真空冷却为主,水冷为
辅
3.
进料不足或不均
3
•①合理布置料仓位置
3
.②检查料仓是否受堵
3
③提高进料压力,
延长进料时间
3
•④增加模具合模间隙
3
•⑤改用较小粒度原料
4
.锁模力小够,模具密封向
加热突然泄漏
4
.调整模腔压力低于锁模力
5
•泡粒圆熟时间不足
5
•延长圆熟时间
6
.发泡倍率太大
6
.调整发泡倍率
D
•成型品膨胀或
变形
1
•泡粒圆熟不足
1
•延长圆熟时间
2
.发泡发率太大
2
.调整发泡倍率
3
.加热不均
3
检查模具蒸汽孔
4
.冷却不足或不均
4
增加冷却时间,
检查冷却孔分布,
增加冷却水量
5
.环境温度低
5
•减少与冷空气接触时间设烘房
E
•板材收缩
1
•圆熟化时间过长
/
和不足
1
•缩短圆熟化时间
/
延长熟化时间
2
•预发泡方法不当
2
•多次发泡之间间隔,应为
4
小时
左右
3
.蒸汽加热压力太高,烧太
熟
3
•降低加热蒸汽压力,防止过热
4
.泡粒密度太低
4
.增加泡粒密度
F
成型品边缘有正
边
1
•模具间距太大或紧密度不
够
1
•调整间距,检查模具
2
•粒度不匀
.使用粒度较均匀之原粒
3
•模具安装不当
3
•调整模具
G
•成型品重量不
均
1
•同料别不同规格料混用
1
.尽量使用同批同规格之原粒
2
•预发泡倍率不均
2
•调整发泡条件,使倍率稳定
3
•粒度不均
3
•使用粒度较均匀之原料
V
烘房
A
•产品膨胀
B
•产品上水分仍
留在烘房
1
•产品排列不适当
1
•合理排列产品
2
.缺少对流式抽风系统和回
2
采用对流式抽风系统和回流空气流气去水汽装置
去水汽装置
板材切
割
A
•切割时跳线产生波浪面
B
•切割普通板时
起火燃烧
C
•切割面普遍不
平
1
•板材中有硬粒子或有收缩
1
加强预发环节,
杜绝硬粒子产生,
结团
及时清理发泡桶体
2
•普通板材自然放置时间或
2
•普通板材自然放置一个星期以
后,
进烘房时间不够
进烘房
48
小时后方可切割
3
•板材含水份太高
3
•增加进烘房烘干时间与温度
(65
C
-70
C)
W
回收系
统
A
.无法做到真正
回收
B
.模具蒸汽孔堵
塞
C
•混合比例不均
1
.缺乏有效的破碎系统
1
.采用有效之破碎系统
2
.破碎后的粉尘太多
2
.采用有效之破碎系统
3
•没有完善之混合系统
3
采用自动混合系统
影响产品
蒸
八、、
汽
冷
却水、压
缩
空
气
配置
A
•大量浪费能源
并影响各加工生产
机台同步生产时的
产品质量
B
•设备和模具使
用寿命短,生产效
益低
1.1
建厂时各管线及储罐的设
1.1
合理设计
计不当
1.2
扩大生产后未作相应改善
1.2
合理改善
2
•未设立水质处理系统和空
2
根据本身生产条件和规模进行完
善
气处理系统
进料不足或不均阅读已结束,如果下载本文需要使用
1下载券下载想免费下载本文?


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- EPS 加工 生产过程 常见 弊病 原因 改善 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《残狼灰满》读后感15篇.docx
《残狼灰满》读后感15篇.docx
-
《高层建筑与抗震设计》复习题.docx
-
《乘法的初步认识》4.docx
-
《海底两万里》读后感读书笔记.docx
-
《我的伯父鲁迅先生》课堂实录及点评中.docx
-
《员工关系管理与劳动法实务》学习心得.docx
-
《hes just not that into you》其实他没那么喜欢你.docx
-
《杜甫诗三首》教案.docx
-
26个英文字母描红练习.docx
-
《金属钠的性质》教学设计.docx
-
0129科目三智能化考试计划单上午.docx
-
《城南旧事》读后感花儿落了精选多篇.docx
-
《乐记》的伦理思想探析论文.docx
-
《拥抱亲情感恩父母》设计主题班队会教案设计.docx
-
7基本算法语句提高.docx
-
10kV电力电缆振荡波局部放电检测试验方案.docx
-
《大学计算机应用基础》各章习题与上机实践参考答案或答题说明课件.docx
-
17秋学期《清史尔雅》在线作业满分答案.docx
-
《魔鬼代言人》经典台词.docx
-
《滕王阁序》 课堂设计.docx
-
2安全工作责任制度.docx
-
《学生手册》题库9 1.docx
-
5第五章 工程质量监理.docx
-
8项目部安全生产责任制.docx
-
16年级语文上册看拼音写词语田字格.docx
-
20语电脑词汇.docx
-
《匆匆》教学实录.docx
-
96S406建筑排水用硬聚氯乙烯PVCU管道安装图文.docx
-
423#民法总论.docx
-
《星星之火可以燎原》同步练习01.docx
-
2300MW火电机组烟气脱硫工程热控培训部分.docx
-
ab组填料填筑工艺试验总结.docx
-
初中英语鲁教版八年级Unit 3 Section A 3a3c教学设计学情分析教材分析课后反思.docx
-
典型地质灾害监测预警与示范治理工程.docx
-
英语作文倡议书格式.docx
-
PMP考试三十六计.docx
-
工业企业的管理制度.docx
-
招投标合同评审程序.docx
-
主持词 小学生讲故事比赛主持词.docx
-
幼儿中班家长育儿心得分享.docx
-
银行传票01之欧阳体创编.docx
-
大学物理实验报告思考题部分答案周岚之欧阳道创编.docx
-
周末祝福短信大全1.docx
-
项目施工进场交底书.docx
-
业务学习计划共10篇doc.docx
-
钢筋施工交底.docx
-
英文短语汇总情况.docx
-
ps教程4种流行色教程.docx
-
勇往直前的意思.docx
-
尔雅影视鉴赏章节测验.docx
-
电动吊篮安装拆装方案之欧阳体创编.docx
