 铁路货车车轮旋修基本工艺卡.docx
铁路货车车轮旋修基本工艺卡.docx
- 文档编号:24810787
- 上传时间:2023-06-01
- 格式:DOCX
- 页数:12
- 大小:36.39KB
铁路货车车轮旋修基本工艺卡.docx
《铁路货车车轮旋修基本工艺卡.docx》由会员分享,可在线阅读,更多相关《铁路货车车轮旋修基本工艺卡.docx(12页珍藏版)》请在冰豆网上搜索。
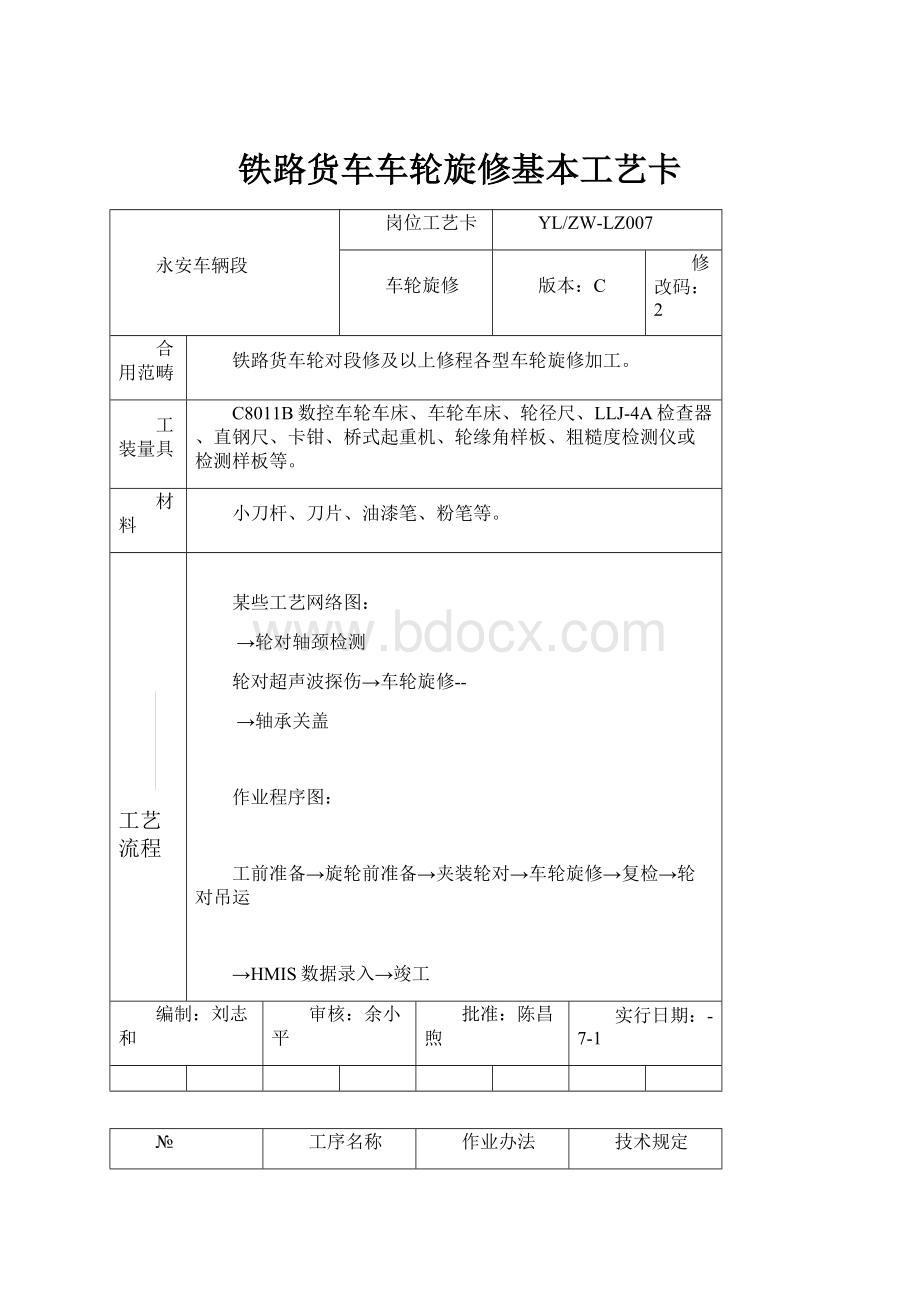
铁路货车车轮旋修基本工艺卡
永安车辆段
岗位工艺卡
YL/ZW-LZ007
车轮旋修
版本:
C
修改码:
2
合用范畴
铁路货车轮对段修及以上修程各型车轮旋修加工。
工装量具
C8011B数控车轮车床、车轮车床、轮径尺、LLJ-4A检查器、直钢尺、卡钳、桥式起重机、轮缘角样板、粗糙度检测仪或检测样板等。
材料
小刀杆、刀片、油漆笔、粉笔等。
工艺流程
某些工艺网络图:
→轮对轴颈检测
轮对超声波探伤→车轮旋修--
→轴承关盖
作业程序图:
工前准备→旋轮前准备→夹装轮对→车轮旋修→复检→轮对吊运
→HMIS数据录入→竣工
编制:
刘志和
审核:
余小平
批准:
陈昌煦
实行日期:
-7-1
№
工序名称
作业办法
技术规定
1
工前准备
1.工作者须持有该岗位有效上岗资格证书,经该岗位相应安规、技术培训考试合格。
2.按照规定穿戴好劳动保护用品。
3.按设备操作规程规定,对所使用设备进行检查,确认状态良好。
4.检查确认工、卡、量具齐全完好。
2
旋轮前准备
1.核对旋轮标记。
核对旋修标记,对轮对进行外观检查,确认故障。
2.顶针孔检查。
顶针孔如有损伤,影响加工定位时,必要修理(修理办法详见YL/ZW—LZ002“轮对修理”)。
顶针孔尺寸如下图所示。
3.轮对吊运。
轮对吊装须使用专用吊具(扁担吊),防止吊具金属部位直接接触车轴、车轮加工部位。
4.复测车轮轮径、轮辋厚度、轮缘高度和厚度、踏面圆周磨耗深度。
依照所测数值拟定加工方式。
5.拟定加工量。
轮对剥离故障、擦伤深度达到2mm时,一次进刀量为5mm,剥离故障、擦伤深度不大于2mm时,一次进刀量为1-3mm。
应以最大限度延长车轮使用寿命为原则,最大进刀量不得超过5mm。
2
旋轮前准备
6.抄写轮对轴号,并填写好车轮加修台帐记录(辆货统-422)中有关内容。
7.戴防护套
给不带轴承和带轴承滚动轮对在旋修时必要配戴轴颈防护套或轴承防护套。
防止铁屑、沙尘等异物进入轴承或划伤轴颈。
3
夹装轮对
1.轮对夹装前确认顶针和卡脚处在复原准备位置。
2.推入轮对,按设备操作规程进行操作,中心架顶起轮对。
轮对中心线与顶针中心线应基本处在同一水平线,轮对中心线略低于顶针。
然后伸出顶针,顶紧两端中孔。
3.伸出卡脚,卡紧轮对。
检查确认卡爪与车轮外侧轮辋和辐板圆弧连接处充分接触。
4
车轮旋修
1.首对轮对旋修。
每台车轮车床每日开工首条轮对作为样板轮进行加修。
由旋轮工、轮轴工长、检查员和验收员共同进行车加工粗糙度、轮缘角状况及车轮踏面加工质量进行检测。
由检查员负责确认检测记录填写状况,达到原则并共同签字(章)确认后,该车轮车床才干继续使用。
“样板轮”作为当天加工样板,在当天竣工后方可装车使用。
2.按操作规程输入旋修后轮缘厚度、轮对直径,按规定进行自动旋修,旋修时需时刻注意轮对表面状态。
1.踏面旋修时,每切削轮辋厚度达3mm,轮缘厚度则应相应增长1.0mm左右。
3.车轮旋修。
3.1轮对旋修时须认真开展经济切削。
踏面圆周磨耗过限或轮辋外侧辗宽超限非提速轮对,进行局部加修。
1.轮缘根部连接必要平滑过度。
4
车轮旋修
3.2轮对全面旋修后,踏面应符合磨耗型踏面形状规定。
(用踏面样板进行检查)
5
复检
1.使用粗糙度检测仪检查粗糙度。
1.车轮踏面加工后粗糙度应达到Ra25μm,轮缘根部及轮缘角加工粗糙度应Ra12.5μm。
2.踏面旋修质量检查。
1.局部旋修后轮缘外侧面及踏面部位容许留有黑皮,但连接部位应平滑过渡。
2.提速轮对踏面及轮缘旋修后不得留有黑皮。
3.车轮踏面和轮缘部位加工后,接刀处应平滑过渡不得留有台阶。
4.缺陷所有旋除。
3.使用JJF-4A型检查器检查检查轮缘厚度检查,轮缘厚度须在规定值内。
1.车轮轮缘厚度须为26mm及以上(厂修28mm以上)但不得超过33mm。
4.使用JJF-4A型检查器检查检查轮缘高检查度。
1.轮缘高度为27±1mm。
5.使用JJF-4A型检查器检查检查轮辋厚度。
轮对旋修后轮辋厚度无法达到规定限度或无法消除踏面及轮缘故障时,在辐板内侧用白油漆写上“送厂”及送厂因素。
1.轮辋厚度不得不大于28mm。
6.使用JJF-4A型检查器检查踏面圆周磨耗深度。
1.踏面圆周磨耗段修不得不不大于5mm,厂修不得不不大于3mm。
7.使用轮径尺检查轮径及轮径差。
1.同一车轮互相垂直直径差不得不不大于0.5mm。
2.同一轮对上相对两车轮直径差在旋削前测量超过2mm,若采用经济旋削方式加工,旋削后轮径差不得不不大于2mm,如采用全面旋修,旋削后两轮径差不得不不大于1mm。
3.提速轮对轮径差不得不不大于1mm。
5
复检
8.使用轮缘角样板检查轮缘角处间隙。
轮缘角和轮缘根部进行检测三处(120°均分),轮缘角处间隙须不大于规定值。
1.须不大于0.5mm。
9.检查轮对内侧距离比规定最小内侧距离小1mm及以内时,轮辋内侧面旋削量。
旋削量不得超过规定值。
1.轮对内侧距离比规定最小内侧距离小1mm及以内时,容许旋削轮辋内侧面,但旋削量不得超过1mm。
6
轮对吊运
1.轮对符合加工规定后,升起中心架,退出顶针,将轮对吊放指定地点。
7
HMIS数据录入
1.在辆货统-422中填写修后数据并签字。
2.轮对修理完后,输入HMIS有关数据。
1.数据需完整,不得漏项。
8
竣工
1.按设备操规程规定,对所使用工装进行擦拭保养,给油。
切断工装电源。
2.按定置管理规定,做到工完料清,场地清洁。
附件:
轮对检修限度表(单位:
mm)
序号
项目名称
限度
备注
原型
厂修
段修
一
车轮检修限度
1
轮辋厚度
1.1
无辐板孔
65、50
≥30
≥28
1.2
有辐板孔
65
≥30
≥28
2
轮缘厚度
32
≥28
≥26
3
踏面圆周磨耗深度
≤3
≤5
4
踏面擦伤及局部凹下深度
4.1
提速滚动轴承轮对
≤0.2
4.2
非提速滚动轴承轮对
≤0.5
5
踏面剥离长度
⑴沿踏面圆周方向测量。
⑵列检测量时规定如下:
a.两端宽度局限性10㎜不计算在内。
b.长条状剥离其最宽处局限性20㎜者可不计算。
c.两块剥离边沿相距不大于75㎜时,每处长不得超过35㎜;多处不大于35㎜剥离其持续剥离长度不得超过350㎜。
d.剥离前期未脱落某些可不计算。
5.1
提速滚动轴承轮对
5.1.1
一处(不不不大于)
15
5.1.2
二处(每一处均不不不大于)
8
5.2
非提速滚动轴承轮对
5.2.1
一处(不不不大于)
20
5.2.2
二处(每一处均不不不大于)
10
6
轮辋外侧碾宽
≤5
二
轮对检修限度
1
轮对内侧距离
1.1
轮辋宽127㎜及以上至局限性135㎜者
⑴比最小内距小1㎜及如下时,可旋修轮缘内侧面调节之。
⑵轮辋宽126㎜至局限性127㎜者,其内距符合1357㎜~1359㎜时可继续使用,凡入厂修理时不得出厂。
1.1.1
最大
1357
1359
1359
1.1.2
最小
1354
1354
1354
1.2
轮辋宽135㎜及以上者
1.2.1
最大
1355
1356
1356
1.2.2
最小
1351
1350
1350
2
轮对内侧距离三处最大差
≤1
≤3
≤3
3
车轮直径差
3.1
同一车轮互相垂直直径差
≤0.5
≤0.5
3.2
同轮对两车轮直径差
3.2.1
经压装和旋修者
≤1
≤1
提速轮对车轮踏面旋修后不得留有黑皮
3.2.2
非提速轮对未经旋修者
≤2
≤2
车轮踏面旋修后如留有黑皮时,可按此限度执行
3.2.3
提速轮对未经旋修者
≤1
≤1
3.3
同转向架最大与最小车轮直径差
3.3.1
装用交叉支撑装置或运营速度120km/h转向架
≤10
≤15
3.3.2
其她型转向架
≤15
≤20
3.4
同车辆最大与最小车轮直径差
3.4.1
装用交叉支撑装置或运营速度120km/h转向架
≤20
≤30
3.4.2
其她型转向架
≤30
≤40
4
同一车轮踏面与轴颈面在同始终径线上测量两点距离差
4.1
经压装轮对
≤0.6
≤0.6
-
组装轮对时及车轴中心孔有故障解决后需测量此距离差
4.2
经旋修轮对
≤0.6
≤0.6
4.3
未经旋修轮对
≤2
≤2
车轮踏面旋修后如留有黑皮时,可按此限度执行
三
装车规定
轮轴左端须装在车辆奇数位


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 铁路 货车 车轮 基本 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包装概论》课后习题汇总.docx
《包装概论》课后习题汇总.docx
-
《贝多芬传》读书笔记1000字.docx
-
《建筑工程管理与实务》模拟试题一.docx
-
《偷影子的人》读书笔记1500字.docx
-
6小摄影师.docx
-
10教育学.docx
-
32政府的责任.docx
-
202X事业单位会计年终工作总结doc.docx
-
《风中之叶》语言.docx
-
《青田县国民经济与社会发展第十二个五年规划纲要》目标任务分解实施方案.docx
-
《富饶的西沙群岛》教材理解.docx
-
《522 平行线的判定》教案导学案同步练习.docx
-
《情绪管理与职场减压》知识点.docx
-
《国际货物销售合同公约》的规定没有涉及的法律问题是.docx
-
《庄子故事两则》教案设计.docx
-
《社戏》导学案与答案.docx
-
3台球实用功法已整理.docx
-
06分析题GSM.docx
-
9A文水利工程质量保证体系及保证措施.docx
-
18年安徽师范大学中国文化概论本科教学大纲.docx
-
23届 复赛 试题+答案.docx
-
100以内加减综合混口算卡.docx
-
HighAccuracyOpticalFlowEstimationBasedonaTheoryforWarping课案.docx
-
js定义的函数和数组.docx
-
KV柱上断路器安装标准化作业流程图及指导书.docx
-
《儿童美术用品通用安全技术要求》.docx
-
《传感器及其应用》第二章习题答案.docx
-
《敬业与乐业》练习题1.docx
-
《钨行业规范条件》.docx
-
4s店技术经理工作总结工作范文.docx
-
7A版幼儿文学教案.docx
-
《给教师的建议》读书笔记1000字.docx
-
geography chapter7 mcWord下载.docx
-
MakingFriends教学设计Word格式.docx
-
早操评分细则文档格式.docx
-
dota地图命令大全Word文件下载.docx
-
中小企业信用担保机构管理暂行办法Word文档格式.docx
-
搞笑小品串词Word文件下载.docx
-
学年吉林省四平市友好学校高一下学期期末联考语文试题 扫描版Word文档格式.docx
-
地产发布会主持人串词Word格式.docx
-
最新全国自考00067财务管理学试题及答案Word文件下载.docx
-
AutoCAD集成使用Word文件下载.docx
-
室外安装工程施工设计方案Word文档格式.docx
-
二年级语文期中知识点归纳Word文档格式.docx
-
精品专业自评报告Word文档格式.docx
-
商贸服务业发展讲话稿Word文档格式.docx
-
丹凤事业单位招聘考试真题及答案解析卷11Word格式文档下载.docx
-
九1班作文集文档格式.docx
-
景观大桥吊装施工施工方案Word文档下载推荐.docx
-
第九讲老子与人际关系的智慧文档格式.docx
-
学年度上学期小学单元学习水平评价四年级数学Word文件下载.docx
