 FANUC铣床编程使用实例.docx
FANUC铣床编程使用实例.docx
- 文档编号:24728911
- 上传时间:2023-06-01
- 格式:DOCX
- 页数:22
- 大小:465.98KB
FANUC铣床编程使用实例.docx
《FANUC铣床编程使用实例.docx》由会员分享,可在线阅读,更多相关《FANUC铣床编程使用实例.docx(22页珍藏版)》请在冰豆网上搜索。
FANUC铣床编程使用实例
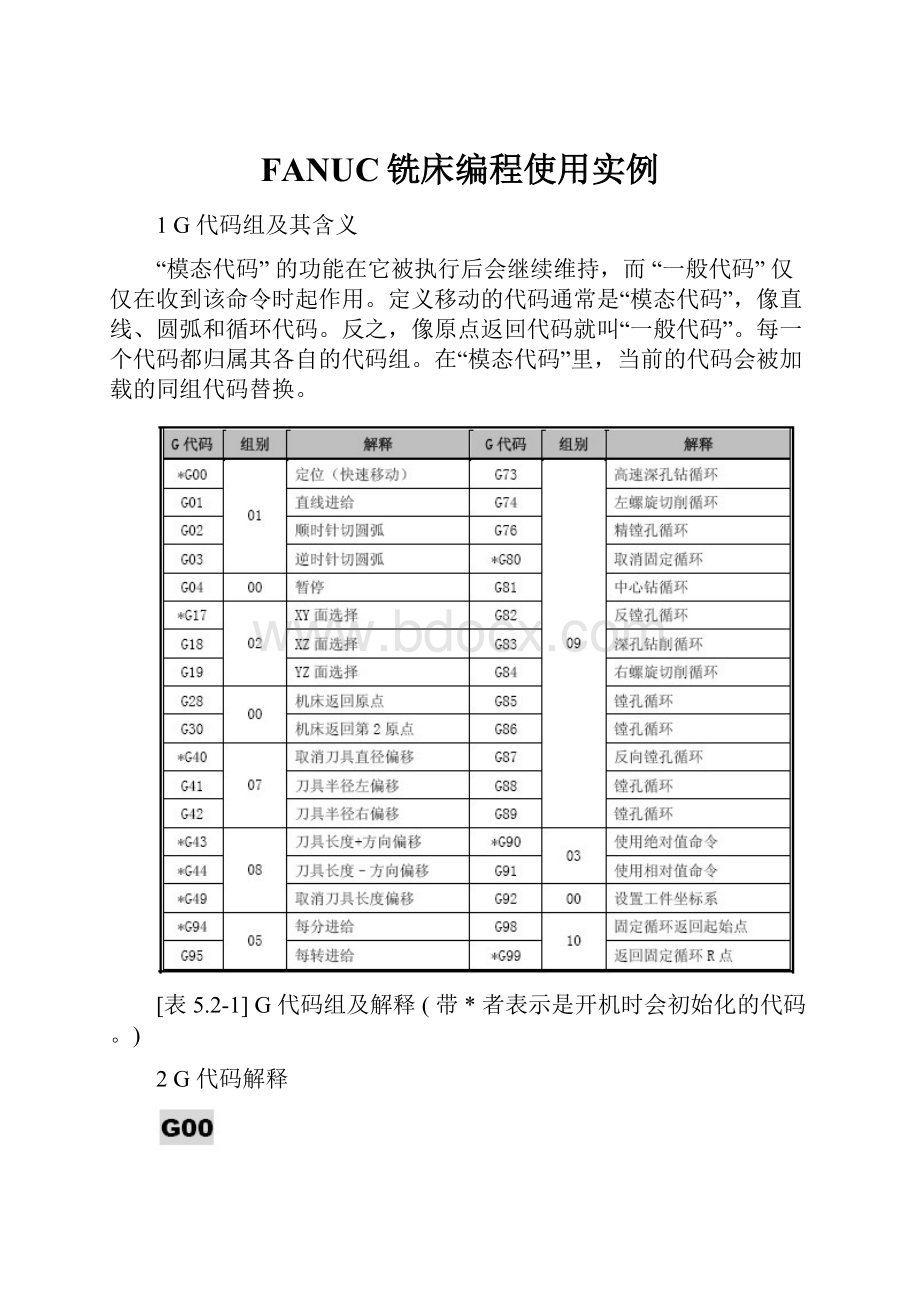
1G代码组及其含义
“模态代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
[表5.2-1]G代码组及解释(带*者表示是开机时会初始化的代码。
)
2G代码解释
快速定位(G00)
1.格式
这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2.非直线切削形式的定位
我们的定义是:
采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3.直线定位
刀具路径类似直线切削(G01)那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
图5.2-1
4.举例
N10G00X-100Y-100Z65
直线切削进给(G01)
1.格式
这个命令将刀具以直线形式,按F代码指定的速率,从它的当前位置移动到程序要求的位置。
F的速率是程序中指定轴速率的复合速率。
2.举例
G01G90X-50.F100;或
G01G91X30.F100;
图5.2-2
G01G90X-50.Y30.F100;或
G01G91X30.Y15.Z0F100;
G01G90X-50.Y30.Z15.F100;
圆弧切削(G02/G03G17/G18/G19)
1.格式
圆弧所在的平面用G17,G18和G19指令来指定。
但是,只要已经在先前的程序块里定义了这些命令,也能够省略。
圆弧的回转方向像下图表示那样,由G02/G03来指定。
在圆弧回转方向指定后,指派切削终点坐标。
G90是指定在绝对坐标方式下使用此命令;而G91是在指定在增量坐标方式下使用此命令。
另外,如果G90/G91已经在先前程序块里给出过,可以省略。
圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定(例如,在XY平面里,G17用X,Y坐标值)。
终点坐标能够像G00和G01命令一样地设置。
圆弧中心的位置或者其半径应当在设定圆弧终点之后设置。
圆弧中心设置为从圆弧起点的相对距离,并且对应于X,Y和Z轴表示为I、J和K。
圆弧中心坐标值减去圆弧起点坐标值得到的结果对应分配给I、J、K。
2.举例
图5.2-3
圆弧起点的X坐标值------------30.
圆弧中心的X坐标值------------10.
因此,“I”就是-20.(10-30=-20)
圆弧起点的Y坐标值------------10.
圆弧中心的Y坐标值------------5.
因此,“J”就是-5.(5–10=-5)
结果,这个情况下圆弧编程指令如下所列:
G17G03G90X5.Y25.I-20.J-5.;或者,
G17G03G91X-25.Y15.I-20.J-5.;
或圆弧半径编程指令:
G17G03G90X5.Y25.R20.616.;或者,
G17G03G91X-25.Y15.R20.616;
注意1)把圆弧中心设置为“I”,“J”和“K”时,必须设置为圆弧起点到圆弧中心的增量值。
注意2)命令里的“I0”,“J0”和“K0”可以省略。
偏移值指定要求。
自动原点返回(G28/G30)
1.格式
第一原点返回:
第二、三和四原点返回:
#P2,P3,P4:
选择第二、第三和第四原点返回(如果被省略,系统自动选择第二原点返回)。
由X,Y和Z设定的位置叫做中间点。
机床先移动到这个点,而后回归原点。
省略了中间点的轴不移动;只有在命令里指派了中间点的轴执行其原点返回命令。
在执行原点返回命令时,每一个轴是独立执行的,这就像快速移动命令(G00)一样;通常刀具路径不是直线。
因此,要求对每一个轴设置中间点,以免机床在原点返回时与工件碰撞等意外发生。
2.举例
图5.2-4
G28(G30)G90X150.Y200.;或者
G28(G30)G91X100.Y150.;
注意:
在所给例子里,去中间点的移动就像下面的快速移动命令一样。
G00G90X150.Y200.;或者
G00G91X100.Y150.;
如果中间点与当前的刀具位置一致(例如,发出的命令是-G28G91X0Y0Z0;),机床就从其当前位置返回原点。
如果是在单程序块方式下运行,机床就会停在中间点;当中间点与当前位置一致,它也会暂时停在中间点(即,当前位置)。
刀具半径偏置功能(G40/G41/G42)
1.格式
当处理工件(“A”)时,就像下图所示,刀具路径(“B”)是基本路径,与工件(“A”)的距离至少为该刀具直径的一半。
此处,路径“B”叫做由A经R补偿的路径。
因此,刀具半径偏置功能自动地由编程给出的路径A以及由分开设置的刀具偏置值,计算出补偿了的路径B。
就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。
因此,在真正切削之前把刀具直径设置为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确补偿的路径。
图5.2-5
在编程时用户只要插入偏置向量的方向(举例说,G41:
左侧,G42:
右侧)和偏置地址(例如,D2:
在“D”后面是从01到32的两位数字)。
所以用户只要输入偏移号码D(根据MDI),只不过是由精确计算刀具直径得出的半径。
2.偏置功能
1.把工件放在工作台上。
2.更换要测量的刀具
3.调整基准刀具轴线,使它接近工件;把该刀具的前端调整到工件表面上。
4.此时Z轴的相对坐标系的坐标作为刀具偏置值输入偏置菜单。
通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。
因此,在编程时仅有G43命令允许您做刀具长度偏置。
3.举例
G00ZO;
G00G43Z0H01;
G00G43Z0H03;或者
G00G44Z0H02;或者
G00G44Z0H02;
G43,G44或G49命令一旦被发出,它们的功能会保持着,因为它们是“模态命令”。
因此,G43或G44命令在程序里紧跟在刀具更换之后一旦被发出;那么G49命令可能在该刀具加工结束,更换刀具调用。
注意1)在用G43(G44)H或者用G49命令的指派来省略Z轴移动命令时,,偏置操作就会像G00G91Z0命令指派的那样执行。
也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。
注意2)用户除了能够用G49命令来取消刀具长度补偿,还能够用偏置号码H0的设置
(G43/G44H0)来获得同样效果。
注意3)若在刀具长度补偿期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。
选择机床坐标系(G53)
1.格式
2.功能
刀具根据这个命令执行快速移动到机床坐标系里的X_Y_Z位置。
由于G53是“一般”G代码命令,仅仅在程序块里有G53命令的地方起作用。
此外,它在绝对命令(G90)里有效,在增量命令里(G91)无效。
为了把刀具移动到机床固有的位置,像换刀位置,程序应当用G53命令在机床坐标系里开发。
注意
(1)刀具直径偏置、刀具长度偏置和刀具位置偏置应当在它的G53命令调用之前提前取消。
否则,机床将依照设置的偏置值移动。
注意
(2)在执行G53指令之前,必须手动或者用G28命令让机床返回原点。
这是因为机床坐标系必须在G53命令发出之前设定。
工件坐标系选择(G54~G59)
1.格式
2.功能
图5.2-6
通过使用G54~G59命令,最多可设置六个工件坐标系(1~6)。
在接通电源和完成了原点返回后,系统自动选择工件坐标系1(G54)。
它们均为模态指令,执行某个坐标系命令后将保持其有效性,直到其它坐标系指令发出。
图5.2-7
高速深孔钻循环(G73)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
Q_:
每次切削进给的切削深度(无符号,增量)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
进给孔底快速退刀。
图5.2-8
3.例题
图5.2-9
N005G80G90G0X0Y0M06T1;换Ø20钻头,
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50
N040G98G73Z-30R1Q2F200;深孔钻削,离工件表面1MM处开始进给
每次切削2MM
N050G80G0Z50;取消固定循环
N060M05
N070M30
攻左牙循环(G74)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
P_:
暂停时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
进给孔底主轴暂停正转快速退刀。
图5.2-10
3.例题
如图5.2-10
N005G80G90G0X0Y0M06T1;换Ø20钻头
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50
N040G74Z-30R1Q2P2000F200;攻牙循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
精镗孔循环(G76)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
Q_:
孔底的偏移量
P_:
暂停时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
进给孔底主轴定位停止快速退刀。
3.例题
如图5.2-9
N005G80G90G0X0Y0M06T1;换Ø20钻头
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50
N040G98G76Z-30R1Q2P2000F200;镗孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
取消固定循环进程(G80)
1.格式
2.功能
这个命令取消固定循环,机床回到执行正常操作状态。
孔的加工数据,包括R点,Z点等等,都被取消;但是移动速率命令会继续有效。
注意:
要取消固定循环方式,用户除了发出G80命令之外,还能够用G代码01组(G00,G01,G02,G03等等)中的任意一个命令。
定点钻孔循环(G81)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-11
G81命令可用于一般的孔加工。
3.例题
如图5.2-11
N005G80G90G0X0Y0M06T1;换Ø20钻头
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50
N040G98G81Z-30R1F200;钻孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
钻孔循环(G82)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
P_:
在孔底的暂停时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-12
G82钻孔循环,反镗孔循环
3.例题
图5.2-13
N005G80G90G0X0Y0M06T1;换Ø20钻头
N030G43H1Z50
N040G98G82Z-30R1P2000F200;钻孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
N010G55;调用G55工件坐标系
N020M03S1000
深孔钻削循环(G83)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
Q_:
每次切削进给的切削深度
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-14
G83中间进给孔底快速退刀。
3.例题
如图5.2-14
N005G80G90G0X0Y0M06T1;换Ø20钻头
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50
N040G98G83Z-30R1Q2F200;深孔钻循环,每次钻2MM
N050G80G0Z50;取消固定循环
N060M05
N070M30
攻牙循环(G84)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
P_:
暂停时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-15
G84进给孔底主轴反转快速退刀。
3.例题
图5.2-16
N005G80G90G0X0Y0M06T1;换Ø20丝攻
N010G55;调用G55工件坐标系
N020M03S800
N030G43H1Z50;调用长度补偿
N040G84Z-30R5P2000F2;攻牙循环
N050G80Z50;取消固定循环
N060M05
N070M30
镗孔循环(G85)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-17
G85中间进给孔底快速退刀。
3.例题
如图5.2-17
N005G80G90G0X0Y0M06T1;换Ø20镗刀
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50;调用长度补偿
N040G85Z-30R1F200;镗孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
镗孔循环(G86)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5G86进给孔底主轴停止快速退刀。
3.例题
如图5.2-18
N005G80G90G0X0Y0M06T1;换Ø20镗刀
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50;调用长度补偿
N040G86Z-30R1F200;镗孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
反镗孔循环(G81)
1.格式
X_Y:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
Q_:
刀具偏移量
P_:
暂停时间(单位:
毫秒)
F_:
切削进给速度
.2-18
K_:
重复次数(如果需要的话)
2.功能
图5.2-19
G87进给孔底主轴正转快速退刀。
3.例题
如图5.2-19
N005G80G90G0X0Y0M06T1;换Ø20镗刀
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50;调用长度补偿
N040G87Z-30R1Q2P2000F200;反镗孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
定点钻孔循环(G88)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
P_:
孔底的暂停时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-20
G88进给孔底暂停,主轴停止快速退刀。
3.例题
如图5.2-20
N005G80G90G0X0Y0M06T1;换Ø20钻头
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50;调用长度补偿
N040G88Z-30R1P2000F200;定点钻孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
镗孔循环(G89)
1.格式
X_Y_:
孔位数据
Z_:
孔底深度(绝对坐标)
R_:
每次下刀点或抬刀点(绝对坐标)
P_:
孔底的停刀时间(单位:
毫秒)
F_:
切削进给速度
K_:
重复次数(如果需要的话)
2.功能
图5.2-21
G89进给孔底暂停快速退刀。
3.例题
如图5.2-21
N005G80G90G0X0Y0M06T1;换Ø20镗刀
N010G55;调用G55工件坐标系
N020M03S1000
N030G43H1Z50;调用长度补偿
N040G89Z-30R1P2000F200;镗孔循环
N050G80G0Z50;取消固定循环
N060M05
N070M30
绝对命令/增量命令(G90/G91)
此命令设定指令中的X,Y和Z坐标是绝对值还是相对值,不论它们原来是绝对命令
还是增量命令。
含有G90命令的程序块和在它以后的程序块都由绝对命令赋值;而带G91命令及其后的程序块都用增量命令赋值。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FANUC 铣床 编程 使用 实例
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包装概论》课后习题汇总.docx
《包装概论》课后习题汇总.docx
-
《贝多芬传》读书笔记1000字.docx
-
《建筑工程管理与实务》模拟试题一.docx
-
《偷影子的人》读书笔记1500字.docx
-
6小摄影师.docx
-
10教育学.docx
-
32政府的责任.docx
-
202X事业单位会计年终工作总结doc.docx
-
《风中之叶》语言.docx
-
《青田县国民经济与社会发展第十二个五年规划纲要》目标任务分解实施方案.docx
-
《富饶的西沙群岛》教材理解.docx
-
《522 平行线的判定》教案导学案同步练习.docx
-
《情绪管理与职场减压》知识点.docx
-
《国际货物销售合同公约》的规定没有涉及的法律问题是.docx
-
《庄子故事两则》教案设计.docx
-
《社戏》导学案与答案.docx
-
3台球实用功法已整理.docx
-
06分析题GSM.docx
-
9A文水利工程质量保证体系及保证措施.docx
-
18年安徽师范大学中国文化概论本科教学大纲.docx
-
23届 复赛 试题+答案.docx
-
100以内加减综合混口算卡.docx
-
HighAccuracyOpticalFlowEstimationBasedonaTheoryforWarping课案.docx
-
js定义的函数和数组.docx
-
KV柱上断路器安装标准化作业流程图及指导书.docx
-
《儿童美术用品通用安全技术要求》.docx
-
《传感器及其应用》第二章习题答案.docx
-
《敬业与乐业》练习题1.docx
-
《钨行业规范条件》.docx
-
4s店技术经理工作总结工作范文.docx
-
7A版幼儿文学教案.docx
-
《给教师的建议》读书笔记1000字.docx
-
20XX年车辆管理工作计划.docx
-
40款盘发.docx
-
oracleebs应收会计分录备课讲稿.docx
-
51单片机的串行通讯程序.docx
-
100个城市消费者满意度测评报告.docx
-
PIC单片机实验指导书.docx
-
100以内的加减法练习题可直接打印.docx
-
500字美文摘抄高中.docx
-
RCS985C保护定值整定单.docx
-
600字说明文作文.docx
-
03340网站建设与管理真题精选.docx
-
SPE0000燃0111聚乙烯PE管道技术规格书.docx
-
7000雅思词汇.docx
-
BIM的应用现状及发展研究dm.docx
-
android计算24游戏.docx
-
Unit8ItmustbelongtoCarla单元测试.docx
-
CdTe魔尺寸纳米晶的合成及其生长机理研究.docx
-
XX年摄影大赛活动方案.docx
-
C语言课设报告.docx
