 冲压模具2.docx
冲压模具2.docx
- 文档编号:24719852
- 上传时间:2023-05-31
- 格式:DOCX
- 页数:22
- 大小:304.92KB
冲压模具2.docx
《冲压模具2.docx》由会员分享,可在线阅读,更多相关《冲压模具2.docx(22页珍藏版)》请在冰豆网上搜索。
冲压模具2
题目:
冲压模具
学院:
冲压模具毕业设计
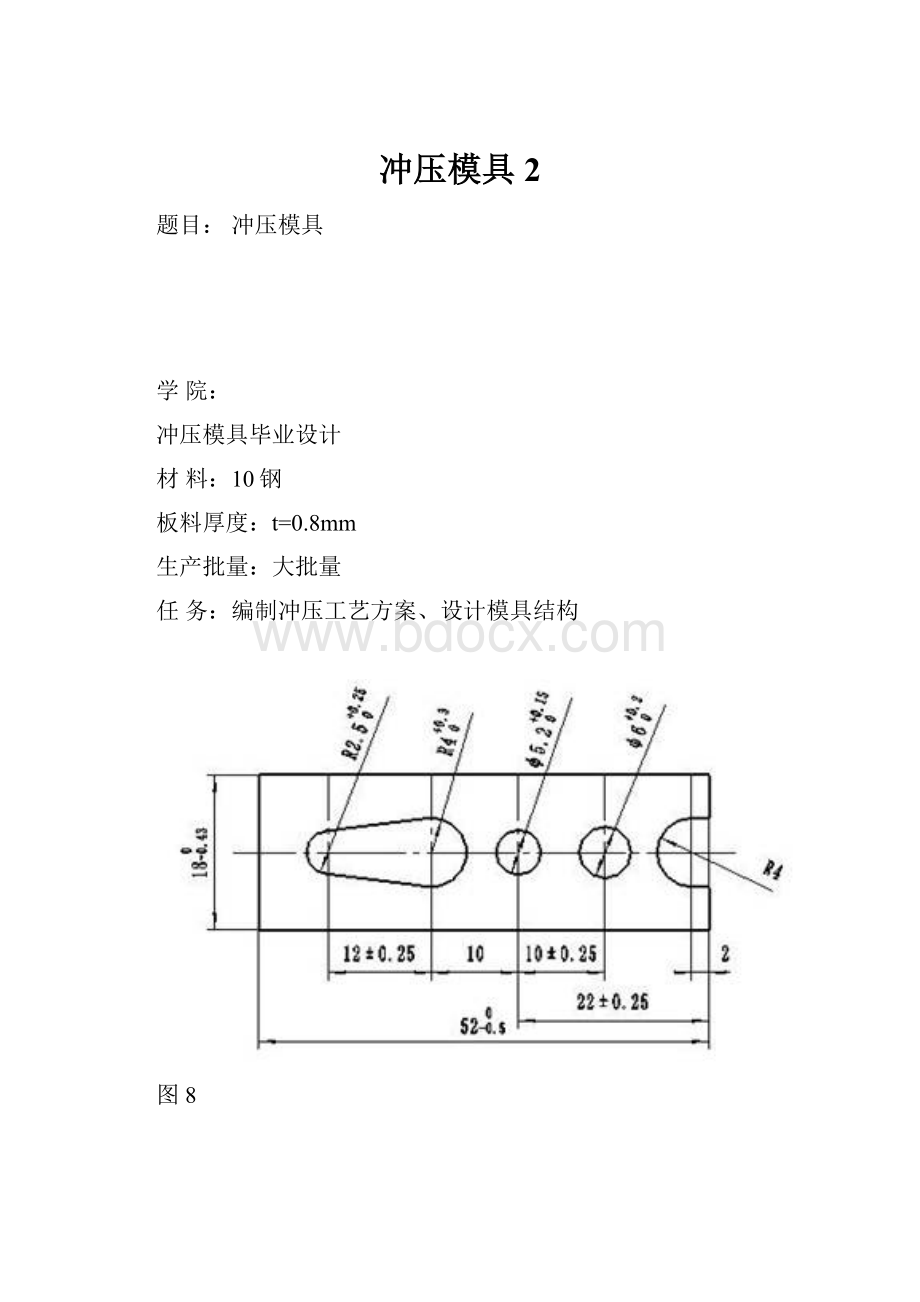
材料:
10钢
板料厚度:
t=0.8mm
生产批量:
大批量
任务:
编制冲压工艺方案、设计模具结构
图8
·摘要
本次毕业设计是完成垫板冷冲压工艺模具设计,采用落料;冲孔工艺。
设计中分析了工件的冲压工艺性,计算了毛坯排样;冲压力,刃口尺寸计算等。
进行了模具总体结构;主要零部件的设计,绘制了落料;冲孔复合模的模具装配图和零部件图。
关键词:
冲压工艺模具设计装配图
一引言
随着我国经济的发展,模具对于现代工业来说是十分重要的,尤其是冲压技术的应用。
在各个经济部门中,几乎都要冲压加工生产,它不仅与整个机械行业密切相关,而且与人们的生活息息相关。
模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%-80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
改革开放以来,我国模具工业发展迅猛。
1996至2001年间,我国模具工业的产值年平均增长14%左右。
目前,全国共有模具生产厂点1.7万个,从业人员50多万人。
2001年全国模具工业总产值达300亿元人民币,我国模具年产值已位居世界第四。
我国模具工业的技术水平近年来也取得了长足的进步。
大型、精密、复杂、高效和长寿命模具上了一个新台阶。
大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。
体现高水平制造技术的多工位级进模的覆盖面,已从电机、电器铁芯片模具,扩展到接插件、电子枪零件、空调器散热片等家电零件模具。
在大型塑料模具方面,已能生产48英寸电视的塑壳模具、6.5Kg大容量洗衣机全套塑料模具,以及汽车保险杠、整体仪表板等模具。
在精密塑料模具方面,已能生产照相机塑料模具、多型腔小模数齿轮模具及塑封模具等。
在大型精密复杂压铸模方面,国内已能生产自动扶梯整体踏板压铸模及汽车后桥齿轮箱压铸模。
其他类型的模具,例如子午线轮胎活络模具、铝合金和塑料门窗异型材挤出模等,也都达到了较高的水平,并可替代进口模具。
目录
一引言………………………………………………………………………………3
二冲压工艺分析……………………………………………………………………5
2.1产品结构形状分析…………………………………………………………5
2.2产品尺寸,精度,粗糙度,断面质量分析………………………………5
三冲压方案的确定…………………………………………………………………5
四垫板冲模结构的确定……………………………………………………………7
4.1模具的形式…………………………………………………………………7
4.2定位装置……………………………………………………………………7
4.3卸料装置……………………………………………………………………8
4.4导向装置……………………………………………………………………8
4.5模架…………………………………………………………………………8
五冲压工艺的计算…………………………………………………………………8
5.1排样…………………………………………………………………………8
5.2计算冲压力…………………………………………………………………9
5.3计算模具的压力中心………………………………………………………10
5.4计算模具的刃口尺寸………………………………………………………11
六垫板复合模主要零件的设计计算………………………………………………16
6.1落料凹模……………………………………………………………………16
6.2冲孔凸模长度及强度校核…………………………………………………18
6.3卸料装置……………………………………………………………………19
6.4凸凹模长度确定,壁厚的校核……………………………………………20
七模座的设计………………………………………………………………………21
7.1模座的材料…………………………………………………………………21
7.2上模座………………………………………………………………………21
7.3下模座………………………………………………………………………21
八其他零件的选用…………………………………………………………………22
8.1导柱模架的选用……………………………………………………………22
8.2导柱导套的选择……………………………………………………………23
8.3定位元件的选择……………………………………………………………24
8.4模柄的选择…………………………………………………………………25
8.5螺钉的选择…………………………………………………………………26
8.6推杆的选择…………………………………………………………………27
8.7顶杆的选择…………………………………………………………………27
九冲压模具的安全技术……………………………………………………………28
十冲模的安装………………………………………………………………………28
十一模具的分析……………………………………………………………………29
十二心得体会………………………………………………………………………30
参考文献……………………………………………………………………………31
二冲压工艺分析:
2.1产品结构形状分析
由零件图可知,产品为长条板型落料,圆片及其他冲孔,对称,有尖角。
孔与孔之间,孔与边缘之间的最小距离C满足C>1.5t的要求(C>1.2)
2.2产品尺寸,精度,粗超度,断面质量分析
1:
尺寸精度
查《磨具设计手册》得:
由于冲裁件的厚度为0.8mm取TT8到IT9
2:
产品材料分析:
对于冲压材料一般要求的力学性能是强度低;塑性高;表面质量和厚度公差符合国家标准。
本设计是10号钢,属于优质碳素结构钢,是低碳钢。
其力学性能是强度,硬度低;塑性,韧性好。
经退火后,冲裁的加工方法是完全可是成形的。
另外,产品对于表面质量没有严格要求,所以尽量选用国家标准板材,其冲裁出饿表面质量就可以保证。
3:
产量
要求能够大批量生产,很适合采用冲压加工的方法。
最好采用复合模或级进模。
三冲压工艺方案的确定
完成此工件需要冲孔,落料两道工序。
其加工工艺方案可分为以下三种。
(一):
第一种方案:
采用单工序逐步加工
1:
冲孔,落料单工序模。
工序简图见1-1
2:
落料,冲孔单工序模。
工序简图见1-2
特点:
由于采用单工序模,模具制造简单,维修方便,但生产率低,工件精度低,不适合大批量生产。
图1-1
1冲孔
2落料
图2-2
1落料
2冲孔
(二)第二种方案:
采用复合模加工成形,工序图见图1-3
图1-3
特点:
生产率高,工件精度高,但模具制造较复杂,调整维修较麻烦,使用寿命低。
(三)第三种方案:
采用连续模加工成形,工序图见图1—4
图1—4
第二工位第一工位
特点:
生产率高,便于实现机械化,自动化,但模具制造复杂,调整维修麻烦,工件精度低。
根据本零件的设计要求,以及各种方案的特点,决定采用第二种方案较合理。
四垫板冲模结构的确定
4.1模具的形式
复合模又可以分为正装式复合模和倒装式复合模。
(1)正装式复合模的特点:
工件和冲孔的废料的将落在凹模的表面上。
必须加以清除后才能进行下一次冲裁。
因此,操作不方便,也不安全,对多孔工件不宜采用。
但冲出的零件平直度较高,适合冲裁材质较软,板料较薄的冲裁件,还可以冲裁孔边距较小的冲裁件。
(2)倒装式复合模的特点:
冲孔废料由冲孔凸模冲入凹模洞中积聚到一定数量,由下模漏料孔排出,不必清楚废料。
操作方便,应用很广,并为机械化出件提供了有利条件。
但工件表面平直度较差。
凸凹模承受的张力较大。
经分析,此工件为多孔冲裁件,若采用倒装复合模,由于孔与孔之间的间距过小,采用倒装复合模则模具去刚度不够。
因此本设计决定采用正装复合模。
4.2定位装置
采用固定挡料销挡料,在上模座卸料板上给出让位孔。
采用导料螺栓横向定位。
因为它的结构简单,使用方便,对模具强度削弱小。
4.3卸料装置
1:
条料的卸除采用固定卸料板,因为是正装复合模,卸料板安装在上模座。
2:
工件的卸除采用弹性顶件装置将工件从下模座中顶出
3:
冲孔废料的卸除采用打杆推件将上模座中废料冲出
4.4导向零件
导向零件有许多种,如用导板导向,则模具安装不方便,而且阻挡操作者的视线,所以不用。
若用滚珠式导柱导套进行导向,则虽然导向精度高,寿命长,但结构比较复杂,也不采用。
针对本零件精度要求不是很高(IT8到IT9),采用滑动式导柱导套进行导向即可。
而且模具在压力机上的安装比较简单,操作又方便,还可以降低成本。
4.5模架
若采用中间模架,则导柱对称分布滑动平稳,但只能向一个方向送料,阻挡操作者的视线,操作不便,适用于单工序模和工位少的级进模。
若采用后侧导柱,则操作方便,结构紧凑,适用于大件边缘冲裁,但其平稳性不够,常用于小型冲模。
四导柱模架刚性很好,导向平稳可靠,但其价格较高,一般用于精密冲裁模。
对角导柱模架即可横向送料,又可纵向送料,适合各种冲裁模使用。
综合上述特点和零件特点,本设计决定采用对角导柱模架,但为避免上下模座的方向装错,两导柱直径制成一大一小。
五冲压工艺的计算
5.1排样
pleasecontactQ3053703061giveyoumoreperfectdrawings
六垫板复合模主要零件的设计计算
6.1落料凹模
1:
厚度H
H=kb
k——修正系数k为0.3到0.4取k=0.4
H=kb=0.4
18=7.2mm
然而H应该大于或等于15取H=15mm
2:
长度和宽度L,B
L=D+2W
式中W——送料方向的凹模型孔壁间的最大距离
根据经验公式W=(1.5~2.0)H
取W=2H=2
15=30
D——送料方向的凹模刃壁间的最大距离
L=51.75+2
30=111.75mm
垂直于送料方向:
B=d+2W
d——垂直于送料方向的凹模型孔壁间的最大距离
B=17.785+2
20=57.785mm
3:
凸模刃口高度h
查《简明冲压手册》得h=5mm
6.2冲孔凸模长度及强度校核
本设计采用60度锥头圆凸模
硬度HRC58~62
技术条件ISO6752规定
1:
冲孔的凸模长度
L=h1+h2+h+H
L——凸模长度,mm
h1——凸模固定板的厚度,mmh1=10
h2——卸料板的厚度,mmh2=8
h——凸模进入凹模深度(0.5-1)mm取h=1mm
H——附加长度,一般取15—20mm
针对本零件有3个凸模的设计,由于孔较多且大小不规则,凸模采用阶梯布置。
可得:
对于此凸模
L=10+8+1+17=36mm
此凸模非标准件,直径自定义
对于另外2个凸模则比上个凸模稍短可得:
L=20+15+1+16=35mm
这两个凸模是标准件,直径可查表
得
凸模
的D2=6.5
凸模
的D2=8
6.3卸料装置
pleasecontactQ3053703061giveyoumoreperfectdrawings
七模座的设计
7.1模座的材料
一般选用铸铁HT200HT250,也可以选用A3,A5结构钢,本设计中从降低模具成本考虑,选用铸铁HT250材料。
查《冲压模具标准件选用与设计指南》,选用标准结构。
7.2上模座
采用滑动导向模架
上模座做选用“100
80
25GB/T2855.5”
7.3下模座
下模座选用“100
80
32GB/T2855.6”
八其他零件的选用
8.1导柱模架的选用
标准件的规格,1)导柱“20
150GB/T2861.1”
导套“32
80GB/T2861.6”
2)导柱“18
150GB/T2861.1”
导套“28
80GB/T2861.6”
后侧导柱模架
技术条件:
按GB/T8050—1999的规定
模架220
160IGB/T2851.3
I级精度的后导柱模架
1上模座2导套3导柱4下模座
8.2导柱导套的选择
选用A型直导柱结构,材料20钢,热处理要求;渗碳深度0.8-1.2mm,
硬度58-62HRC。
技术标准ISO9182—2
本设计取直径d=20mm和d=18mm,公差带h6,长度L=140mm。
选用A型直滑动导套结构,材料,热处理同上,技术标准ISO9448-2。
如图所示:
导柱
导套
8.3定位元件的选择
pleasecontactQ3053703061giveyoumoreperfectdrawings
九冲压模具的安全技术
在设计冲压模具时,必须满足下列要求:
1.模具结构应能保证操作方便,安全可靠,操作者勿需手,臂,头伸入危险区即可顺利完成冲压工作。
2.调试,安装,修理,搬运和储藏方便安全,不会因模具结构问题而引起意外事故
3.模具零件要有足够的强度,材料选择合理,模具应避免有与机能无关的外部凸凹,外部应倒棱;倒柱倒套应远离操作者,模具压力中心应通过或靠近模柄中心线,导向定位等重要部件要使操作者能看清楚
4.设计模具时应考虑安装机械化装置的位置,以便必要时机械化自动化装置代替手工操作
5.顶件器,推件器以及卸料板等结构必须可靠
6.不使操作者有不安全的感觉
十冲模的安装
冲模的使用寿命,工作安全和冲件质量等对于冲模的正确安装有着极大的关系:
1:
冲模应正确安装在压力机上,使模具上下部分不发生偏斜和位移,这样就可以保证模具有较高的准确性,避免产生废品,而且可以保证模具寿命
2:
模具安装时将带有导向的模具上下应同时搬到工作台面上。
应先固定上模,然后根据上模的位置固定下模
3:
在冲压生产过程中,由于压力机振动,可能引起固定冲模的紧固零件松动。
操作者必须随时注意和检查各紧固零件的工作状况
十一模具的分析
模具的装配图:
1下模座2垫板3凸模固定板4凸模垫块5顶件块6凹模7卸料板8弹性橡胶9凸凹模固定板10垫板11模柄12打杆
13上模座14推板15推杆16导套17卸料螺钉18凸凹模
19导柱20凸模
(1)21凸模
(2)22凸模(3)23顶杆
24夹板25螺杆26螺母27圆柱头螺钉28圆柱销29导料销
30固定挡料销
此正装复合模设计工作时,板料以导料销和挡料销进行定位。
上模下压,凸凹模外形和凹模进行落料,落下的冲件卡在凹模中,同时冲孔凸模和凸凹模内孔进行冲孔,冲孔废料卡在凸凹模孔内。
卡在凹模中的冲件由顶件装置顶出,卡在凸凹模内孔中的冲孔废料由推杆顶出。
该模具采用装置下模座底下的弹顶器推动顶杆和顶件块,可获得较大的顶件力。
每冲裁一次,冲孔废料被推出一次,凸凹模孔内不积存废料。
十二心得与体会
pleasecontactQ3053703061giveyoumoreperfectdrawings
参考文献
1翁其金,徐新成《冲压工艺及冲模设计》机械工业出版社
2于永泗齐民《机械工程材料》第五版大连理工大学出版社
3夏巨堪李志刚《中国模具设计大典》电子版中国机械工程学会
4中国磨具设计大典第三卷
5简明冷冲压手册编写租《简明冷冲压手册》第三版机械工业出版社
6陈于萍周兆元《互换性与测量技术》第二版机械工业出版社
毕业设计(论文)要求:
1设计说明书按工学院规定的格式要求编写。
2设计说明书编写条理与顺序清晰,并达到规定字数。
3希望同学们能用proi等软件制作模具装配及工作动画。
4按院规定要求制作设计PP。
毕业设计(论文)内容与技术参数:
1.装配图按国标要求绘制,左下角须是国标的明细栏。
2.装配图的右上部绘制零件图和排样图。
3.零件图要标注设计尺寸,下方须标注零件材料及厚度。
4.排样图上须标注条料的宽度、搭边值、步距。
(另还须在设计说明书中说明选择的条料的规格)
5.装配图的中下处要用“技术要求”,字体及大小按国标。
6.装配图上的每个零件必须按顺序标号(相同零件可不标,但须在图中及明细栏中标明数量。
7.零件图上的相关尺寸、形位公差及表面粗糙度必须标注清晰。
8.如果该零件有热处理要求及制作要求须在“技术要求”中说明。
9.在明细栏中标明该零件的材料。
毕业设计(论文)工作计划:
1.查阅资料共1周
2.编写设计计算说明书(毕业论文)一份共2周
3.绘制主要零件图若干张共2周
4.绘制装配图一套共5周


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冲压 模具
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包装概论》课后习题汇总.docx
《包装概论》课后习题汇总.docx
-
《贝多芬传》读书笔记1000字.docx
-
《建筑工程管理与实务》模拟试题一.docx
-
《偷影子的人》读书笔记1500字.docx
-
6小摄影师.docx
-
10教育学.docx
-
32政府的责任.docx
-
202X事业单位会计年终工作总结doc.docx
-
《风中之叶》语言.docx
-
《青田县国民经济与社会发展第十二个五年规划纲要》目标任务分解实施方案.docx
-
《富饶的西沙群岛》教材理解.docx
-
《522 平行线的判定》教案导学案同步练习.docx
-
《情绪管理与职场减压》知识点.docx
-
《国际货物销售合同公约》的规定没有涉及的法律问题是.docx
-
《庄子故事两则》教案设计.docx
-
《社戏》导学案与答案.docx
-
3台球实用功法已整理.docx
-
06分析题GSM.docx
-
9A文水利工程质量保证体系及保证措施.docx
-
18年安徽师范大学中国文化概论本科教学大纲.docx
-
23届 复赛 试题+答案.docx
-
100以内加减综合混口算卡.docx
-
HighAccuracyOpticalFlowEstimationBasedonaTheoryforWarping课案.docx
-
js定义的函数和数组.docx
-
KV柱上断路器安装标准化作业流程图及指导书.docx
-
《儿童美术用品通用安全技术要求》.docx
-
《传感器及其应用》第二章习题答案.docx
-
《敬业与乐业》练习题1.docx
-
《钨行业规范条件》.docx
-
4s店技术经理工作总结工作范文.docx
-
7A版幼儿文学教案.docx
-
《给教师的建议》读书笔记1000字.docx
-
租房合同解除协议范本7篇.docx
-
自然科学基础教案.docx
-
3d MAX 菜单中英文对照表.docx
-
最新北师大版学年数学七年级上册《有理数及其运算》单元测试题2套及答案精品试题.docx
-
钻探技能知识试题库1.docx
-
6双基建设活动复习总结.docx
-
最新初级经济师人力资源专业知识点整理.docx
-
最新二年级上口算题卡加减乘法混合打印版.docx
-
最新贷款担保合同.docx
-
最新井控考试试题及答案.docx
-
最新输液室总结.docx
-
最新九年级上人教版UNIT 7 Teenagers should be allowed to choose their own clothes检测题.docx
-
最新小学一年级德育工作计划.docx
-
自然地理学自然地理学的研究对象和任务资料.docx
-
作业的布置与批改1.docx
-
总布置及饰件的人机校核.docx
-
最新 构建服务型政府的探讨精品.docx
-
智慧校园建设方案三篇.docx
-
最新版湘教九年级英语 Units 12Unit 3精品教案U3T3SA.docx
