 钢管柱技术交底0321课件资料.docx
钢管柱技术交底0321课件资料.docx
- 文档编号:24601417
- 上传时间:2023-05-29
- 格式:DOCX
- 页数:8
- 大小:46.47KB
钢管柱技术交底0321课件资料.docx
《钢管柱技术交底0321课件资料.docx》由会员分享,可在线阅读,更多相关《钢管柱技术交底0321课件资料.docx(8页珍藏版)》请在冰豆网上搜索。
钢管柱技术交底0321课件资料
技术交底记录
表C2-1
编 号
工程名称
交底日期
施工单位
分项工程名称
交底提要
钢管柱加工制作及现场焊接
交底内容:
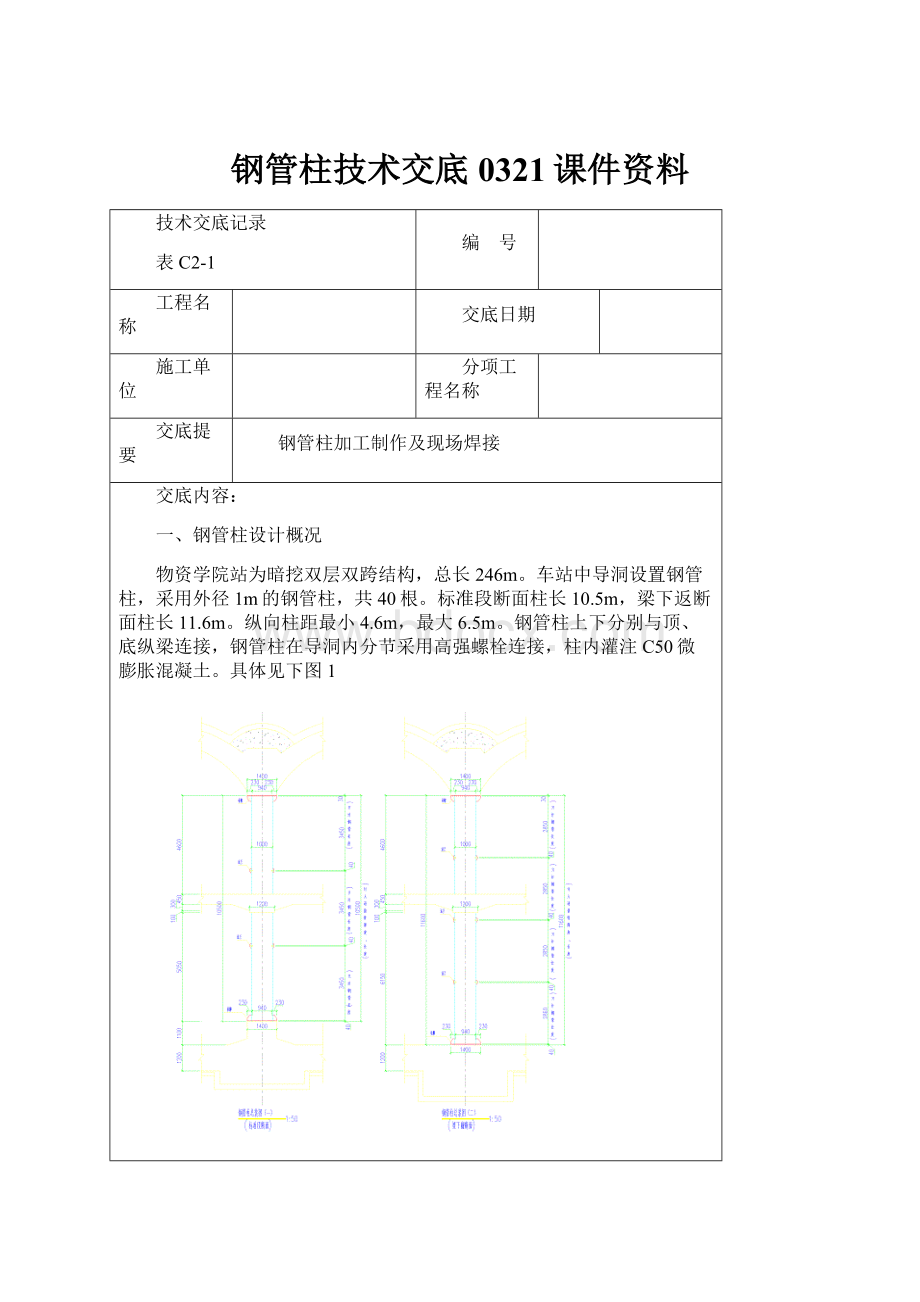
一、钢管柱设计概况
物资学院站为暗挖双层双跨结构,总长246m。
车站中导洞设置钢管柱,采用外径1m的钢管柱,共40根。
标准段断面柱长10.5m,梁下返断面柱长11.6m。
纵向柱距最小4.6m,最大6.5m。
钢管柱上下分别与顶、底纵梁连接,钢管柱在导洞内分节采用高强螺栓连接,柱内灌注C50微膨胀混凝土。
具体见下图1
图1钢管柱断面图
二、图纸说明
施工蓝图中的几个问题的说明及澄清:
1、BJM6II-05-01-02-02-SS-JG-034、-036图中:
(1)柱帽①号钢板,34页材料表中为30mm厚,内径为940mm,而图36页节点中为40mm厚、内径为860mm,前后不一致的问题,明确为①号钢板厚40mm,内径860mm。
(2)柱脚⑧号钢板,34页材料表中内径为940mm,而36页节点中内径为860mm,前后不一致的问题,明确为⑧号钢板内径860mm。
2、BJM6II-05-01-02-02-SS-JG-034、-038、-039图中:
(1)中板结点⑤钢板,34页材料表中为16mm厚、外径为了2352mm、内径为1032mm,而38页中节点图中为20mm厚、外径为1940mm、内径为1040mm,前后不一致的问题,明确为⑤钢板厚20mm、外径1940m,内径1032mm。
(2)中板结点7第34页材料表中为φ1032×16L=850,而38页中“中板连接大样图中φ1040×20L=850,前后不一致的问题,明确为φ1032×16L=850;
(3)第34页材料表中钢管柱壁厚为16mm,而第38、39页中板连接大样、法兰Ⅰ-Ⅰ剖面图标注钢管柱壁厚为20mm,前后不一致的问题,明确为钢管柱壁厚为16mm;
(4)法兰12第34页材料表中钢板δ=20,而39页图中为;图中未明法兰螺母的国标型号的问题,明确为法兰与法兰连接螺栓用GB/T1228-2006,M22×808.8S级高强螺栓,螺母采用AM228HGB/T1229-2006;法兰12按δ=30;39页中B大样图中螺栓孔尺寸标注26有误,应为24。
3、BJM6II-05-01-02-02-SS-JG-034图中:
中板节点34页材料表中M20抗剪高强螺栓,未明确螺母的国标型号问题,明确为用GB/T1231标准“高强度大六角螺栓10.9级。
4、BJM6II-05-01-02-02-SS-JG-037图中:
管外锚固筋螺母选型是否定位杆的螺母相同、定位杆是否为直径22的圆钢的问题,明确为二者螺母相同,扣M采用M22GB/T41-2000;定位杆为直径22的圆钢,管外锚固筋采用直径22的螺纹钢筋。
5、BJM6II-05-01-02-02-SS-JG-036、-037图中:
柱脚钢板8在36页中只有3个φ30定位杆的孔,而在37页图中显示为12个孔的问题,明确为柱脚8钢板留12个φ30的孔,位置见第37页图中所示。
6、BJM6II-05-01-02-02-SS-JG-034图中:
表中柱帽4号钢套为φ1044×16,与36页中柱帽立面图中所示的尺寸不一致的问题,明确为φ1032×16。
三、钢管柱的制作及技术质量要求
严格按照设计图纸、施工验收规范、操作规程和工程质量检查评定标准指导施工,并结合实际情况建立保证质量的各项管理制度和管理办法。
在施工前必须对图纸详细审核,编制施工方案,并对现场作业人员进行详细交底,做到施工要点及质量控制标准人人心中有数。
1、钢管柱的编号:
为加工和出厂资料的需要,钢管柱的编号分两种类型:
标准段的编号为BZ1、BZ2、BZ3----BZ34(共34根),梁下翻段的编号为LZ1、LZ2、LZ3----LZ6(共6根)。
(钢管柱分别对应图中的结构轴号依次为:
2~41轴,共40根。
)
安装时,分别对应相应的轴号进行。
2、钢管柱的类型:
钢管柱共分两种类型,分别为标准断面柱类型(柱高10.5m)和下翻梁断面柱类型(柱高11.6m)。
其中:
(1)标准断面柱类型的柱包括的轴号有(共34根):
2、6~24、27~40。
(2)下翻梁断面柱类型的柱包括的轴号有(共6根):
3、4、5、25、26、41。
3、钢管柱中板抗拉钢板的变化
涉及到中板楼扶梯开洞处的中板抗拉钢板变化的柱的轴号为:
2、9、10、21、22、26、27、32、33,共9根。
4、试验报验的相关名称
为材料复验、探伤检测、产品合格证等出具报告所用,请准确填写如下名称:
(1)工程名称:
地铁6号线二期工程(空两格)物资学院站
(2)委托单位:
中铁十八局集团有限公司北京地铁6号线二期十一标项目经理部
(3)委托人:
叶森
5、施工中所采用的原材及成品应进行进场验收。
凡涉及安全的原材料及成品按标进行复试,并应经监理工程师见证取样、送样。
6、焊接材料的品种、规格、性能等因符合现行国家产品标准和设计要求,焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配符合设计要求及《建筑钢结构焊接技术规程》(JGJ81-2002)。
7、加工所用规范依据
钢管柱的制作所依据的主要规范为《钢结构工程施工质量验收规范》(GB50205-2001)、《建筑钢结构焊接规程》(JGJ81-2002)、《钢管混凝土结构设计与施工规程》(CECS28:
90)。
8、钢管柱加工工艺及设备
提供钢管柱制作详图→原材料进场→分料→下料(多嘴切割机)→开坡口(刨边机)→压头(300t压力机)→赶圆→组对焊接(自动或半自动埋弧焊、手把焊)→焊后修正(火焰校正)→超声波探伤→汇总保证资料→分批出厂。
9、钢管材料
a、管柱原材料优先采用精密切割下料,精密切割下料尺寸允许偏差为±1.0mm。
b、料时应使轧制方向与主要受力方向一致,打上钢号标记。
精密切割边缘表面质量要求见表1。
表1精密切割边缘表面质量要求表
等级
项目
一级
附注
表面粗糙度
25μm
GB/T1031—2009用样板检测
崩坑
不允许
超限修补,要按焊接修补规定处理
塌角
圆形半径≤0.5mm
切割面垂直度
≤0.05t,且不大于2.0mm
t为钢板厚度
10、钢管制作
a、工程φ1000钢管采用卷制直缝管,卷管利用赶板机完成。
b、通过调整辊间距控制赶圆半径,卷板过程中利用弧形样板检查,确保外形尺寸,保证失圆度不大于2mm,具体允许误差见表2。
表2钢管柱加工允许误差表
项目
允许偏差(mm)
图例
直径(d)
±d/500=±1.6<±5.0
构件长度(l)
±3.0
管口圆度
d/500=1.6<5.0
端面对管轴的垂直度
d/500=1.6<3.0
弯曲矢高
l/1500且<10mm
对口错边
t/10
c、卷管方向应与钢板压延方向一致,卷制钢管前应根据要求将板端开好坡口。
d、钢管纵缝采用埋弧自动焊焊接。
e、钢管接长时,钢管的纵向直焊缝应错开180°,两管间环向焊缝设钢衬管,先用CO2气体保护焊打底,然后进行多层滚动自动焊。
11、焊接工艺评定
a、焊接工艺评定是编制焊接工艺的依据,在本工程制造开工前完成。
评定试验用的母材与产品一致,尽可能选用碳含量偏高的母材制备试板。
选用的焊接材料应使焊缝强度、韧性与母材相匹配。
试板焊接时,要考虑坡口根部间隙、环境和约束等极限状态,以使评定结果具有广泛的适用性。
b、据本工程设计图纸和技术文件规定,编写焊接工艺评定任务书,模拟实际施工条件,逐项评定。
c、焊接工艺评定试验基础上编制焊接工艺文件,包括:
焊接方法、焊接材料、接口型式、坡口角度、焊接工艺参数、焊接顺序等。
12、焊接
a、焊接方法、焊接位置分别对焊工进行考试,取得合格证者方可上岗作业。
焊工必须持证上岗,并按规定进行与其等级相应的焊接工作,严禁无证上岗。
b、超声波和X射线探伤的无损检验人员,需持有效Ⅱ级以上合格证书,并经监理工程师确认后方准上岗操作。
c、焊接环境温度5℃以上和相对湿度80%以上时方可施焊。
当环境条件不满足上述要求时,可以通过预热创造局部施工环境。
d、焊接材料由专用仓库储存,按规定烘干、登记领用。
当焊剂未用完时,应交回重新烘干。
烘干后的焊条应放在专用的保温筒内备用。
e、焊接人员必须严格遵守焊接工艺,不得随意变更焊接规范参数。
主要焊缝焊后,应按规定打上焊工钢印。
13、焊缝外观检验
所有焊缝均应进行外观检查,并填写检查记录。
不得有裂纹、未熔合、焊瘤、夹渣、未填满及漏焊等缺陷,并应符合表3规定的质量要求。
外观质量不合格的焊接件,在未返修合格前不得进入下一道工序。
表3焊缝外观质量检查要求表
项目
焊缝种类
质量标准(mm)
裂纹
所有焊缝
不允许
夹渣
未熔合
焊瘤
未填满弧坑
气孔
横向对接焊缝
不允许
咬边
受压钢管横向对接焊缝
≤0.3
对焊缝余高铲磨
铲磨表面高于母材
≤+0.5
铲磨表面低于母材
≤0.3
铲磨表面粗糙度
Ra50μm
14、焊缝内部质量无损伤检验
a、加工厂及现场焊缝必须进行超声波探伤及X光拍片,其质量应满足《钢结构工程施工质量验收规范》(GB50205-2001)的标准,不低于一级焊缝标准。
b、除钢管柱环、纵缝为半自动焊外,其余焊缝均为手工焊缝。
c、焊缝施焊24小时后且经外观检验合格,方可进行无损伤检验,对于厚度大于30mm的高强钢焊接接头应在施焊48小时后进行无损检验。
15、过程检验
钢管柱在加工厂的每道主要工序完成后,均报项目部质检部门和监理工程师进行必要的检查验收,合格后,方可进行下道工序的施工。
16、试拼及首件验收
钢管柱在厂内完成后,须经项目部相关部门、设计、监理、甲方等进行首件验收,合格后方可运输至工地现场。
17、钢管柱的防腐
(1)钢管混凝土柱防腐设计要求应遵守《钢结构设计规范》(GB50017-2003)、《钢管混凝土构件设计与施工规程》(CECS28:
90)、及《工业建筑防腐蚀设计要求》(GB50046-2008)等规范。
(2)钢管混凝土柱永久防腐蚀涂层宜在主体结构施工完成后(且在内部结构、建筑隔墙及装修施工前)进行。
钢管混凝土柱钢管在构件厂加工完成至主体结构完成前应在外漏面进行临时防腐蚀处理。
(3)钢管混凝土柱永久防腐蚀涂层由底层、中间层及面层构成:
底层采用环氧富锌底涂料(涂层厚度不小于70μm,施工2遍)中间层采用环氧云铁涂料(涂层厚度不小于110μm,施工2遍),面层采用环氧沥青、聚氨酯沥青等面涂料(涂层厚度不小于100μm,施工3遍)
(4)钢管混凝土柱施工永久防腐蚀涂层时所用外漏钢构件基层除锈等级不应低于Sa21/2,施工临时防腐蚀涂层时除锈等级不应低于St3。
(5)钢管混凝土柱防腐蚀涂层应能覆盖所有钢构件外漏面,不得遗漏。
(6)钢管混凝土柱永久防腐蚀涂层完成后,内部结构及建筑装饰施工等过程中应注意保护防腐蚀涂层,不得损坏,如损坏必须按以上要求恢复。
审核人
交底人
接受交底人
1、本表由施工单位填写,交底单位与接受交底单位各一份。
2、当做分项施工技术交底时,应填写分项工程名称栏,其他技术交底可不填写。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢管 技术 交底 0321 课件 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《当代世界政治与经济》.docx
《当代世界政治与经济》.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
《个人能力提升计划》.docx
-
《教务管理课程管理系统》系统分析实验报告docx.docx
-
《弟子规》全文带拼音.docx
-
《海底两万里》名著导读及检测试题教学内容.docx
-
《氓》导学案答案.docx
-
《吞食天地2诸葛孔明传》完全攻略.docx
-
《再见了母校》诗歌朗诵稿6篇范文.docx
-
《铸造工艺说明书》word版.docx
-
12Unit9TheDamnedHumanRace.docx
-
27魏利金主讲郑州关于举办建筑结构设计疑难问题及结构施工图设计及审图常见问题专题1.docx
-
《电力建设工程质量监督检查典型大纲》风力发电部分.docx
-
《和孩子划清界限》读书笔记.docx
-
《莫泊桑小说两篇》doc.docx
-
《网络设备安装配置与调试》试题B卷.docx
-
《安全生产技术》第一章第一节.docx
-
《高级计算机网络》课程综述.docx
-
《检验核医学》教学大纲.docx
-
《大学英语》第6段段落与课文翻译.docx
-
《构造地质学》作图题例题.docx
-
《流体力学与热工基础》教学大纲重点难点.docx
-
《索证索要制度》.docx
-
《中医临床护理学》试题库及答案六.docx
-
2汽车装配工艺及调试技术10页word.docx
-
5 草船借箭教案.docx
-
《管理会计》试题库选择.docx
-
《麻雀》教案.docx
-
《砼渗水整改措施》.docx
-
《语言学纲要》 叶蜚声徐通锵版复习.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
人防工程安全监理细则.docx
-
学生成绩管理系统数据结构课程设计报告.docx
-
人教版数学四年级下册第一单元冲刺卷适用于云南地区.docx
-
研究生英语阅读教程基础级2版课文09及其翻译.docx
-
软件测试模拟题及答案.docx
-
商业地产推广方案.docx
-
生活中绝对不该说的英文脏话.docx
-
污水管顶管施工组织设计.docx
-
福建省福州市第八中学学年高二下学期期中考.docx
-
核磁共振T2谱提取研究毕业论文.docx
-
等效焦距与实际焦距换算.docx
-
XX地区农旅一体化生态农业示范园区建设项目可行性研究报告.docx
-
热处理题库资料.docx
-
八上第1章水和水的溶液复习材料131029.docx
-
公路工程施工临时用电方案Clear.docx
-
庆祝三八妇女节健身比赛活动讲稿与庆祝三八妇女节主持词串词汇编.docx
-
安全基线配置核查系统技术方案电力版.docx
-
呼吸机优缺点.docx
-
恒大地产建筑设计统一要求文档.docx
