 炼铁部煤粉车间制粉规程824资料.docx
炼铁部煤粉车间制粉规程824资料.docx
- 文档编号:24539876
- 上传时间:2023-05-28
- 格式:DOCX
- 页数:26
- 大小:26.85KB
炼铁部煤粉车间制粉规程824资料.docx
《炼铁部煤粉车间制粉规程824资料.docx》由会员分享,可在线阅读,更多相关《炼铁部煤粉车间制粉规程824资料.docx(26页珍藏版)》请在冰豆网上搜索。
炼铁部煤粉车间制粉规程824资料
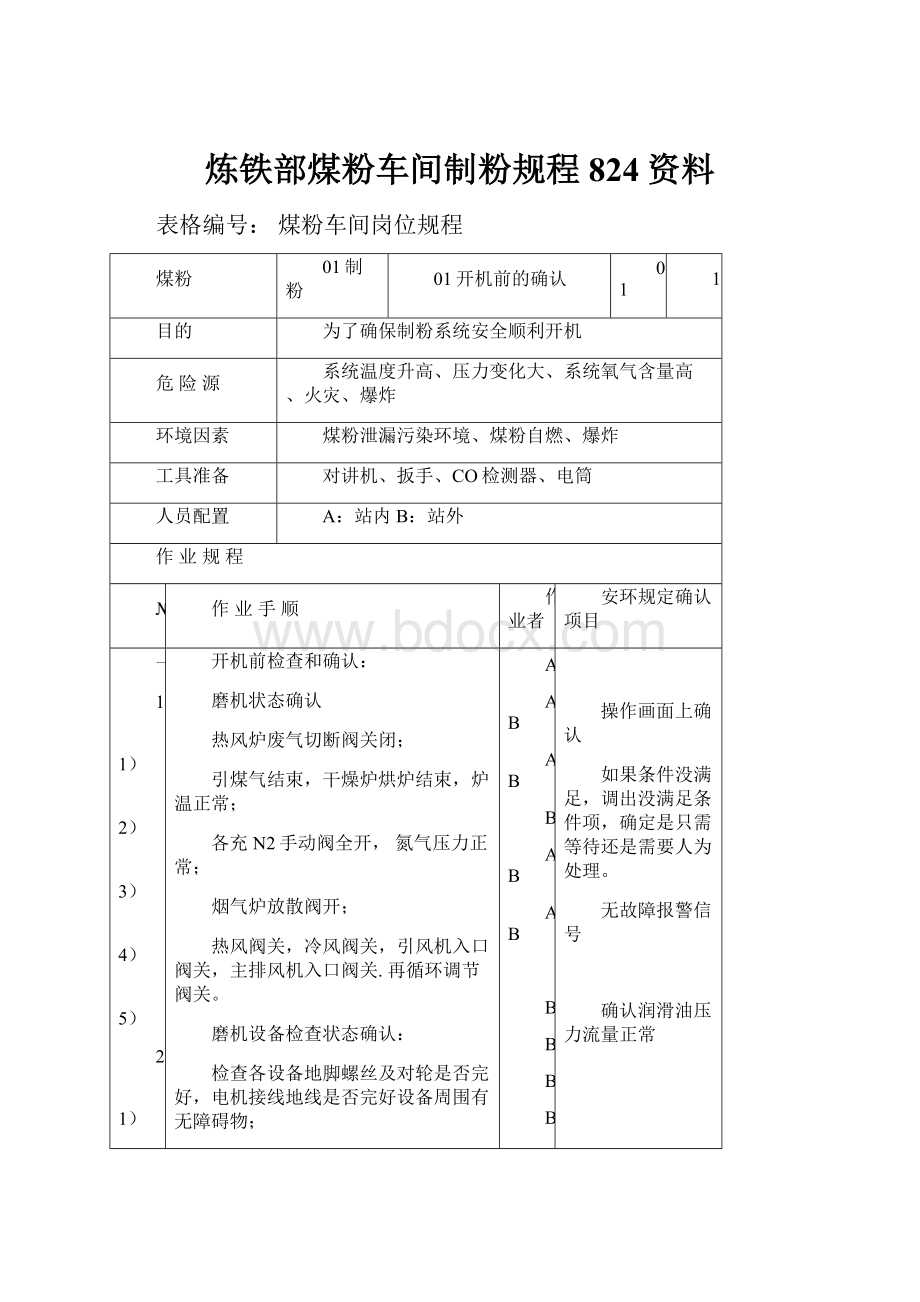
表格编号:
煤粉车间岗位规程
煤粉
01制粉
01开机前的确认
01
1
目的
为了确保制粉系统安全顺利开机
危险源
系统温度升高、压力变化大、系统氧气含量高、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、CO检测器、电筒
人员配置
A:
站内B:
站外
作业规程
№
作业手顺
作业者
安环规定确认项目
一
1
(1)
(2)
(3)
(4)
(5)
2
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
开机前检查和确认:
磨机状态确认
热风炉废气切断阀关闭;
引煤气结束,干燥炉烘炉结束,炉温正常;
各充N2手动阀全开,氮气压力正常;
烟气炉放散阀开;
热风阀关,冷风阀关,引风机入口阀关,主排风机入口阀关.再循环调节阀关。
磨机设备检查状态确认:
检查各设备地脚螺丝及对轮是否完好,电机接线地线是否完好设备周围有无障碍物;
检查风机轴承箱、`稀油站油池油位是否在范围内,稀油站阀位是否正常,无泄漏
检查润滑站、风机轴承箱冷却水是否畅通水量是否符合要求;
检查中速磨内废料是否清除、有无堵塞现象;
检查各仪器仪表是否完好有无损;
检查布袋箱各脉冲阀是否正常,吹扫气压是否在0.3MPa左右;
查加热炉系统阀门是否正常位置是否正确
检查消防用氮气是否正常;
检查安全联琐装置是否完好。
A
AB
AB
B
AB
AB
B
B
B
B
AB
AB
AB
AB
AB
操作画面上确认
如果条件没满足,调出没满足条件项,确定是只需等待还是需要人为处理。
无故障报警信号
确认润滑油压力流量正常
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
02开机操作
02
1
目的
为了安全顺利地开机制粉
危险源
温度高煤粉着火、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、CO检测器、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
磨机开机操作:
磨机入口温度自调节控制涉及的“高炉煤气调节阀”和“助燃空气调节阀”控制方式选择在“手动”;磨机入口负压自调节控制涉及的“引风机入口调节阀”控制方式选择在“手动”;
启动润滑油站,油压>0.15Mpa,油温>25℃。
启动密封风机差压>2kpa。
启动振筛。
打开布袋除尘器的下碟阀。
启动星型卸灰阀。
打开布袋除尘器的上碟阀。
启动布袋除尘器反吹。
启动主排冷却风机。
启动主排风机同时打开冷风阀。
热风入口切断阀打开。
主排风机入口阀打开、出口阀打开,风机转速给定梯阶增加30%、40%、60%、75%。
启动引风机,开自循环调节阀80%,打开高炉废气切断阀,根据炉膛负压及时调节引风机调节阀开度。
启动助燃风机
A
A
A
A
A
A
A
A
A
A
A
A
A
手动开机作业要领:
温度控制好,注意氧量超标、压力波动
危险源控制:
控制系统氧量、温度、CO浓度,系统无漏风
环境因素控制:
确保设备无漏风,漏粉
卸灰伐运转灯亮
脉冲指示正确,差压正常
运转灯亮、确认电流正常
主排风机入口调节阀控制系统流量(85000m3/h)
再循环气调节阀控制磨煤机入口压力
炉膛负压控制在-0.5kpa左右,炉膛负压表显示极限为-0.55kpa,
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
02开机操作
02
2
目的
为了安全顺利地开机制粉
危险源
温度高煤粉着火、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、CO检测器、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
打开高炉煤气切断阀,按要求调节助燃空气流量和煤气流量,先加空气后加煤气。
磨机入口N2吹扫阀打开,吹扫3分钟关闭。
根据磨机出口温度及布袋出口温度要求,适当暖机。
待磨机出口温度达70℃~80℃或布袋出口温度>60℃时,
关闭烟气炉放散阀;
关闭二次冷风阀;
关闭自循环;
打开给煤机入口闸阀;
启动中速磨;
启动给煤机,设定煤量30t/h;
将主排风机风量设定提到80%;
适时调节煤气量和助燃空气量;
根据磨机进口温度,适当调节煤气量和给煤量。
待磨机进出口温度趋于正常后,将高炉煤气调节阀、助燃空气调节阀、引风机入口调节阀切换到自动控制。
将系统氮气保护和系统安全保护投入自动状态。
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
空气流量和煤气流量比例参照空燃比
磨机入口温度设定值范围260±5℃,磨机入口负压设定值范围-0.5kpa左右
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
03停机操作
03
1
目的
为了安全顺利地停止制粉
危险源
系统压力波动、温度氧量控制不好煤粉着火、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、CO检测器、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
磨机入口温度自调节控制涉及的“高炉煤气调节阀”和“助燃空气调节阀”控制方式选择在“手动”;磨机入口负压自调节控制涉及的“引风机入口调节阀”控制方式选择在“手动”;
打开自循环调节阀90%。
关高炉煤气调节阀。
关闭高炉煤气切断阀。
助燃风量调到焦炉煤气燃烧用量。
当磨机出口温度<70℃时,适当减小主排风机风量。
打开烟气炉放散。
如果温度降幅慢,适当关小高炉废气切断阀。
当磨机出口温度<65℃,关给煤机入口闸板阀。
开布袋箱充氮阀,待温度稳定后关闭
适当延时磨机空负荷时(磨机压差明显降低,电流降低,出口温度快速升高),停给煤机、停磨机。
关闭磨机入口切断阀。
打开二次冷风阀。
关引风机入口调节阀。
关再循环调节阀。
停引风机。
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
手动关机作业要领:
温度控制好,注意氧量超标、压力波动
控制系统负压,防止波动
危险源控制:
严格控制系统的温度、氧量、CO浓度
环境因素控制:
泄漏煤粉及时清除,摆放指定位置。
尽量用自循环风来降温,禁止关死高炉废气切断阀。
充分保证磨机无积煤
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
03停机操作
03
2
目的
为了安全顺利地停止制粉
危险源
系统压力波动、温度氧量控制不好煤粉着火、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、CO检测器、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
15
16
17
18
19
20
21
22
23
24
25
26
27
28
停助燃风机,助燃风调节阀开度设定90%
主排风机转速调到70%。
磨机入口打开吹扫氮气,吹扫3分钟。
待磨机出口温度<60℃后
停主排风机,延时30分钟停冷却风机;
停密封风机;
关主排风机进口阀;
关二次冷风阀;
延时10~20分钟,停润滑站;
延时40分钟以上,停布袋反吹气;
关布袋除尘器的上蝶阀;
停星型卸灰阀;
关布袋除尘器的下蝶阀;
停振筛。
A
A
A
A
A
A
A
A
A
A
A
A
A
危险源控制:
严格控制系统的温度、氧量、CO浓度
环境因素控制:
泄漏煤粉及时清除,摆放指定位置。
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
04紧急停机
04
1
目的
将制粉系统迅速转入安全状态
危险源
系统温度升高、系统氧量升高、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
紧急停机条件:
Ø行星齿轮箱输入温度1≥75℃
Ø行星齿轮箱输入温度2≥75℃
Ø行星齿轮箱轴承温度1≥65℃
Ø行星齿轮箱轴承温度2≥65℃
Ø行星齿轮箱轴承温度3≥65℃
Ø行星齿轮箱轴承温度4≥65℃
Ø磨机入口温度≥300℃
Ø磨机出口温度≥100℃
Ø磨机润滑油泵出口压力≤0.1Mpa
Ø高炉煤气支管压力≤2kpa
Ø助燃风机停机
Ø磨机停机
Ø主排风机停机
当以上13项条件任一满足时,系统自动启动紧急停机程序动作如下:
Ø煤气切断阀自动关闭,调节阀自动设定为0开度
Ø助燃空气调节阀自动设定为0开度
Ø烟气炉放散自动打开
Ø停引风风机,引风风机调节阀自动设定为0开度
Ø热风切断阀自动关闭
Ø二次冷风阀自动打开
Ø给煤机自动停机
A
作业要领:
紧急停机后,确认系统设备,阀门转入紧急停机状态,如有必要,则到现场手动操作,石子煤排放作业,查明紧停原因,重新开机。
重新开机前,必须排净石子煤
危险源控制:
严格控制系统的温度、氧量、CO浓度
环境因素控制:
泄漏煤粉及时清理到指定位置。
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
05紧急停机的安全确认
05
1
目的
将制粉系统迅速转入安全状态
危险源
系统温度升高、系统氧量升高、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、扳手、电筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
Ø磨机自动停机
Ø系统充氮自动打开
紧急停机后的作业及确认:
系统所有充N2阀打开
给煤机停
磨煤机停
干燥炉停
引风机入口阀关
热风阀关
放散阀开
引风机停机
磨煤机入口充N2阀关闭,
收粉布袋充氮阀关
磨煤机入口充氮阀关
故障处理及石子煤排放作业
待一切正常后,重新开机
AB
作业要领:
重新开机前,必须排净石子、煤
危险源控制:
严格控制系统的温度、氧量、CO浓度
环境因素控制:
泄漏煤粉及时清除,摆放指定位置。
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
06磨机运行过程的检查
06
1
目的
保证磨机正常运转,预防非正常停机和安全事故
危险源
系统温度升高、系统氧量升高
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、电筒、扳手
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
1
(1)
(2)(3)(4)
2
(1)
(2)
(3)
(4)
3
(1)
(2)
(3)
(4)
4
(1)
(2)
(3)
(4)
(5)
(6)
磨机正常运行中的设备检查项:
磨机本体
是否有异常振动和异常声音,运转是否平稳;
推力轴承温度是否正常;
排废口处有无震动和异常响声;
密封管路及人孔是否有漏风。
主电机和减速机
主电机轴承温度是否正常;
联轴器是否松动;
用手摸各分油管是否有温度判断油管是否堵塞;
检查地脚螺丝有无松动。
稀油站
油泵运转是否正常供油压力有无异常;
各油管、阀门是否漏油;
冷却水是否正常;
油过滤器压差是否过高。
布袋除尘系统
布袋箱密封是否良好;
卸灰阀是否正常用手摸布袋下料管上下无温度判断下料管是否堵塞;
各脉冲阀工作是否正常;
布袋反吹气包压力是否≥0.3MPa;
布袋有无漏风、漏煤;
风机出口是否冒黑烟、黄烟,布袋箱顶温度是否正常。
B
A
B
B
A
B
B
B
AB
B
B
B
B
B
B
AB
B
B
轴承温度≤65℃
一般要求≤70℃
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
06磨机运行过程的检查
06
2
目的
保证磨机正常运转,预防非正常停机和安全事故
危险源
系统温度升高、系统氧量升高
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、电筒、扳手
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
5
(1)
(2)
(3)
(4)
6
(1)
(2)
(3)
二
1
2
3
4
5
6
7
8
9
10
11
主排风机
风机电流有无大的波动;
轴承座油位是否正常,冷却水是否畅通;
轴承座温度是否正常;
风机运行有无异常响声。
给料机
皮带运行是否平稳有无跑偏;
下料口有无异物给煤量是否均匀;
下降管有无堵塞。
磨机正常运行中的参数监控项:
磨机进口温度≤270℃;
出口温度80-85℃;
推力瓦轴承温度<60℃;
布袋箱温度80℃左右;
电机轴承温度<70℃,电流波动小于5A;
风机电流稳定无变化;
磨机进出口压差<6Kpa;
布袋箱压差<1.5KPa;
风机出口排放浓度达标;
稀油站压力>0.15Mpa;
磨机进口O2<6%、布袋箱出口O2<8%、煤粉仓O2<11%。
A
B
AB
B
AB
AB
AB
A
A
A
A
A
A
A
A
B
A
A
电流波动±5A
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
07引(BFG)煤气前的确认
07
1
目的
为了安全顺利地将煤气引入干燥炉系统
危险源
阀门、管道煤气泄漏、
环境因素
煤气泄漏,周边CO浓度高、煤粉自燃、爆炸
工具准备
CO检测器、对讲机、管子钳、扳手、爆发实验筒
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
1
2
3
4
5
6
7
8
9
二
1
2
3
4
5
引煤气前的检查和确认
系统具备引煤气条件;
确认总管煤气压力正常;
BFG切断阀及放散阀在全关位置;
确认N2压力正常;
确认煤气管道周围无施工动火及火源;
确认水封水位正常;
确认总管上放散阀在全关位置;
准备好煤气爆发试验筒及引火物。
送煤气前准备工序:
联系相关部门制订安全措施;
除未端放散阀外,关闭所有放散阀和封闭人孔;
燃炉煤气尾端手动切断阀关闭;
连结充氮阀和高炉煤气主管间的胶管
打开气动切断阀和调节阀
打开充氮阀,向管道内通入氮气
AB
AB
作业要领:
必须二人以上作业,确认40米内无火源,中控现场联络好
危险源控制:
携带CO检测器,二人以上作业,测定CO浓度小于25PPm方可作业。
环境因素控制:
污水集中排放
确认40m范围之内没有火源
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
07引(BFG)总管煤气作业
07
2
目的
为了安全顺利地将煤气引入干燥炉系统
危险源
阀门、管道煤气泄漏
环境因素
煤气泄漏,周边CO浓度高、煤粉自燃、爆炸
工具准备
CO检测器、对讲机、管子钳、扳手
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
三
1
2
3
4
送煤气
看到未端放散阀有氮气冒出时,在放散处确认有N2气放散(放散时间5~10分钟);
关闭氮气阀,打开主管道煤气盲板阀,打开前端电动切断阀,煤气气动切断阀和调节阀处将煤气送至燃烧炉煤气尾端手动切断阀处;
在放散阀见煤气放散,进行煤气爆发试验合格后关闭放散阀,关闭煤气气动切断阀和调节阀,打开尾端手动切断阀;
拆掉充N2连接胶管.引煤气作业结束。
AB
作业要领:
必须二人以上作业,确认40米内无火源,中控现场联络好
确认水封溢流口有大量水排出,直到排净
*上述属总管引煤气作业,根据需要进行支管引煤气作业
危险源控制:
携带CO检测器,二人以上作业,测定CO浓度小于25PPm方可作业。
环境因素控制:
控制煤气泄漏
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
08停止(BFG)煤气作业
08
1
目的
为了安全顺利地将煤气赶净
危险源
阀门、管道煤气泄漏
环境因素
煤气泄漏,周边CO浓度高、煤粉自燃、爆炸
工具准备
CO检测器、对讲机、管子钳、扳手
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
1
2
3
4
5
煤气管道停煤气操作
燃烧炉检修或长时间停炉时,进行停煤气操作。
联系相关单位制定安全措施和做好停煤气的准备;
关闭煤气主管道切断阀,关闭煤气尾端手动切断阀,打开燃烧炉煤气管道末端放散阀,打开煤气气动切断阀和调节阀;
从主管道切断阀外侧充氮阀门处联接氮气胶管通入氮气;
充N2气10分钟后,在放散阀处进行CO检测;
检测合格后关闭充N2阀,关盲板阀。
AB
作业要领:
必须二人以上作业,确认40米内无火源,中控现场联络好
危险源控制:
携带CO检测器,二人以上作业,测定CO浓度小于25PPm方可作业。
环境因素控制:
控制煤气泄漏
确认放散阀有氮气放散
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
09干燥炉点火前的确认及点火操作
09
1
目的
确保干燥炉点火作业安全、顺利。
危险源
点火困难,煤气爆鸣,煤气泄漏,煤气中毒
环境因素
煤气泄漏,周边CO浓度高、煤粉自燃、爆炸
工具准备
对讲机、CO检测器、管钳、扳手。
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
1
2
3
4
5
6
7
8
9
点火前的确认:
确认引煤气作业完成,煤气送到煤气气动切断阀处,煤气压力正常;
对烟气炉炉内残余气体进行吹扫并确认;
确认煤气管线各放散阀关;
确认制粉系统具备点火条件;
各阀门状态确认,加热炉放散打开,热风切断阀,引风阀关闭;
空燃比设定好;
确认各调节阀动作正常,均处初始状态;
确认助燃风机可正常运行,压力正常;
确认各仪表检测点投入,工作正常。
AB
危险源控制:
携带CO检测器,二人以上作业,测定CO浓度小于25PPm方可作业。
环境因素控制:
控制煤气泄漏
事先确认OK
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
09干燥炉点火前的确认及点火操作
09
2
目的
确保干燥炉点火作业安全、顺利。
危险源
点火困难,煤气爆鸣,煤气泄漏,煤气中毒
环境因素
煤气泄漏,周边CO浓度高、煤粉自燃、爆炸
工具准备
对讲机、CO检测器、管钳、扳手。
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
二
1
2
3
4
5
6
7
干燥炉点火操作:
调出画面;
启动点火枪;
打开焦炉煤气切断阀;
确认小烧嘴点着,观察火焰探测器和炉膛温度确认焦炉煤气正常燃烧,调节助燃风调节阀,保证炉膛温度持续上升至650℃以上(上述工作可在烘炉阶段完成);
磨机具备开磨条件,高炉引煤气工作完成
打开高炉煤气气动切断阀,观察火焰探测器并确认炉膛温度持续上升后,高炉煤气点火成功;
点火要遵循“先火后气”、“先小后大”的原则,点火时遇到灭火,立即关闭煤气切断阀,开助燃风机和引风机吹扫5~10分钟再重新点火。
A
A
A
A
A
A
A
危险源控制:
携带CO检测器,二人以上作业,测定CO浓度小于25PPm方可作业。
环境因素控制:
控制煤气泄漏
事先确认OK
中控、现场信号位置相符
确认功能正常
确认小烧嘴点着
确认大烧嘴点着
制定
批准
责任部门
审核
批准日期
表格编号:
煤粉车间岗位规程
煤粉
01制粉
10布袋压差突然升高处理
10
1
目的
由于设备或其它原因造成布袋压差居高不下而又不能立刻恢复,为了不使高炉喷煤波动影响高炉顺行而采取的临时措施
危险源
设备故障、煤粉着火,煤粉质量、火灾、爆炸
环境因素
煤粉泄漏污染环境、煤粉自燃、爆炸
工具准备
对讲机、电筒、O2检测计、扳手
人员配置
A:
站内B:
站外
作业规程
NO
作业手顺
作业者
安环规定确认项目
一
1
2
3
4
5
6
确认布袋压差2Kpa
确认仪表是否正常


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 炼铁 部煤粉 车间 制粉 规程 824 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
《建筑基桩检测技术规范》.docx
-
《幂的运算》习题精选及答案要点.docx
-
《C语言程序设计》学习指导.docx
-
《傲慢与偏见》人物性格分析.docx
-
《承压设备无损检测》.docx
-
《阿房宫赋》复习学案教师版.docx
-
《登高》学案及答案.docx
-
《工程造价案例》期末考试复习题及参考答案.docx
-
《C语言程序设计》习题及解答14章.docx
-
《安全用电珍爱生命》宿舍安全用电宣传活动策划书.docx
-
《成本会计》练习册答案.docx
-
《口耳目》公开课教案优秀教学设计1.docx
-
《简单的统计》教学设计及反思.docx
-
高中化学人教版必修2学案第1章 第1节 课时2 元素的性质与原子结构.docx
-
《老人与海》ppt精.docx
-
关于文明礼仪演讲稿3篇.docx
-
《浅水洼里的小鱼》模板.docx
-
高中通用技术会考复习资料.docx
-
22090216030000proposedresolutionstocommentsrelatedtosecurityin80222draftv20.docx
-
管理六大工具.docx
-
11规则船舶管理3副题库.docx
-
《轴的分类》教案.docx
-
c#作业doc1.docx
-
高中英语外研版必修五Module 2 A Job Worth Doing 单元过关检测二.docx
-
16#临时用电方案.docx
-
17秋学期《西方公共行政理论》在线作业2.docx
-
1原电池知识精讲.docx
-
高中语文必修五文言文知识点复习总结大全.docx
-
90厨街边小吃特色饼类小吃做法.docx
-
广东省佛山市中考语文试题与答案WORD版.docx
-
04第四章 围护结构工程的施工组织及方法程序说明和附图.docx
