 电器零部件全套检验指导书.docx
电器零部件全套检验指导书.docx
- 文档编号:24512486
- 上传时间:2023-05-28
- 格式:DOCX
- 页数:19
- 大小:26.37KB
电器零部件全套检验指导书.docx
《电器零部件全套检验指导书.docx》由会员分享,可在线阅读,更多相关《电器零部件全套检验指导书.docx(19页珍藏版)》请在冰豆网上搜索。
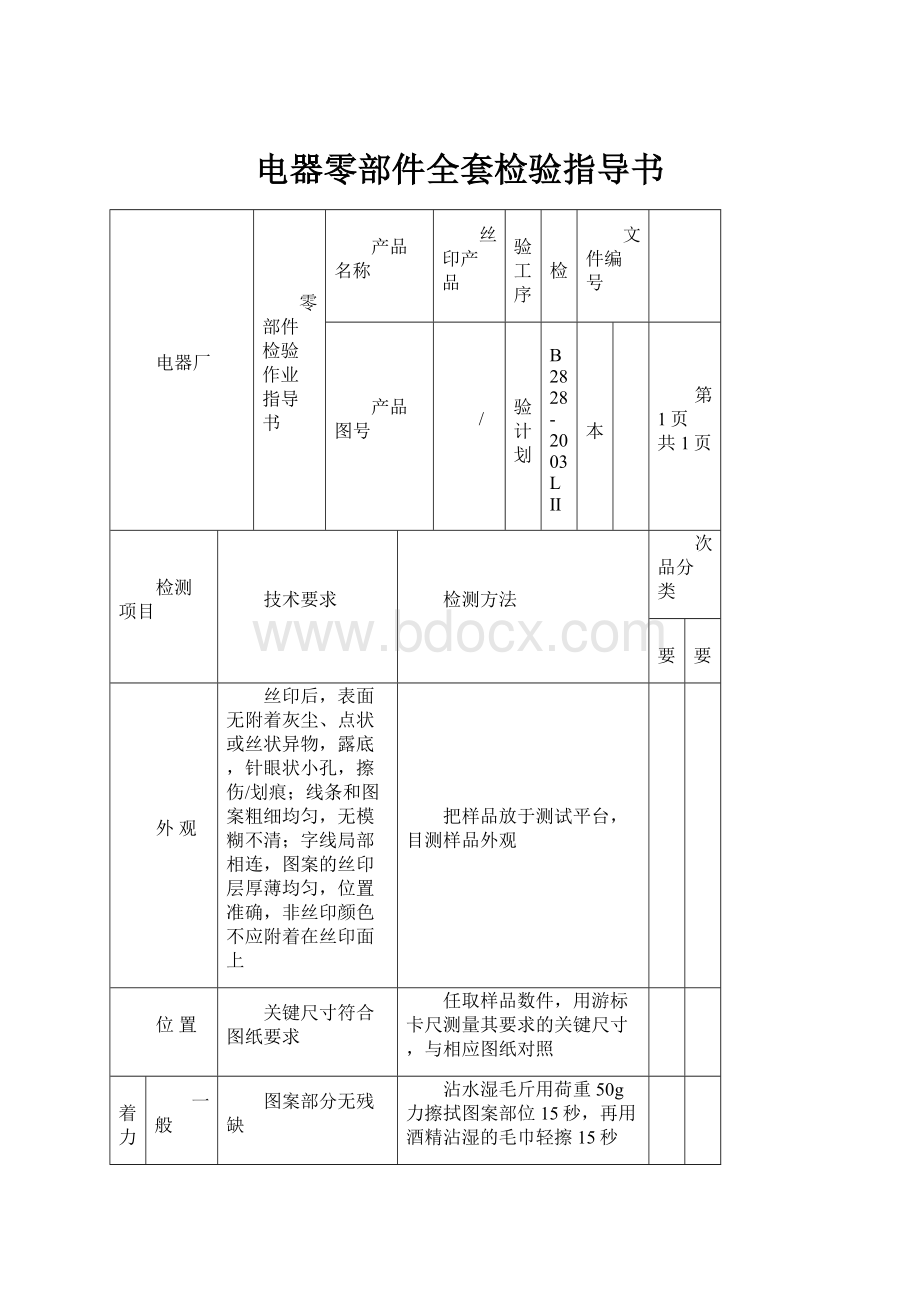
电器零部件全套检验指导书
电器厂
零部件检验作业指导书
产品名称
丝印产品
检验工序
抽检
文件编号
产品图号
/
检验计划
GB2828-2003LⅡ
版本
A
第1页共1页
检测项目
技术要求
检测方法
次品分类
重要
次要
外观
丝印后,表面无附着灰尘、点状或丝状异物,露底,针眼状小孔,擦伤/划痕;线条和图案粗细均匀,无模糊不清;字线局部相连,图案的丝印层厚薄均匀,位置准确,非丝印颜色不应附着在丝印面上
把样品放于测试平台,目测样品外观
√
√
位置
关键尺寸符合图纸要求
任取样品数件,用游标卡尺测量其要求的关键尺寸,与相应图纸对照
√
附着力
一般
图案部分无残缺
沾水湿毛斤用荷重50g力擦拭图案部位15秒,再用酒精沾湿的毛巾轻擦15秒
√
胶带上无印刷图案的痕迹
用3M600#胶带贴于印刷图案部位,2分钟后,将胶带以90°角用力撕下
出口
图案部分无残缺
沾水湿毛斤荷重50g力擦拭图案部位15秒,再用酒精沾湿的毛巾轻擦15秒
√
胶带上无印刷图案的痕迹
用刀片在印刷图案部位划成1mmX1mm方格,再用3M600#胶带贴于印刷图案部位,2分钟后,将胶带以90°角用力撕下
色差
符合图纸要求的颜色
和标准色卡相比颜色是否有差异
√
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
检验指导书
零部件名称
塑料电镀件
文件编号
企业抽样标准
LY-02-0000
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/1
第1页
共页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
外观
镀铬件:
镀层均匀、细致,外表光滑明亮,装饰性镀铬略带兰色的镜面光亮;硬质镀铬略带兰色的的银白色。
表面应无斑点、针孔、起泡、镀层剥落等缺陷,镀件不允许有毛刺、锐边。
目测
手感
AQL=2.5
2
尺寸
按图纸要求
游标卡尺
AQL=2.5
3
镀层厚度
检验方法按照ZB-CZ-36《电镀层厚度检测方法—点滴法操作规程》执行。
镀铬层:
h厚度≥0.3um
注:
每批抽3件,点滴处选在工件中部表面平整处;厚度测3个部位,取平均值。
秒表
镊子
AQL=1.0
4
结合力
划痕法:
用专用划割器在镀层上划两条相距2mm的平行线(穿透镀层),若两条划线间的镀层有任何部分脱离基体,则结合力不合格。
直尺
划割器
AQL=1.0
5
盐
雾
试
验
试验准备
1、设备:
盐雾试验箱
2、试验溶液:
a、中性盐雾实验试液(NSS):
50±0.5克化学纯Nacl溶解于蒸馏水中配成1000ml,PH=6-7;
b、铜盐加速醋酸盐实验试液(CASS):
在上述溶液中加入0.26±0.02gCuCl2.H2O,用冰醋酸调整PH值为3.2±0.1。
从试样上滴下的溶液不能再用
3、箱内温度:
CASS为50±1℃,湿度大于95%(达不到要求时,可在箱内适当加入水),盐雾沉降量为1-2ml/8cm2.hr,雾粒直径1~5um的占85%以上,喷嘴压力:
0.8~1.4Kg/cm2。
4、试样,受力表面与垂直线成15-30度,试样不互相接触。
间距不小于20mm,取样总面积在2500mm2以上。
目测
AQL=1.0
试验时间
连续喷雾8小时,停止喷雾16小时,为1个周期;在停喷时间内,不加热,关闭盐雾箱,自然冷却。
CASS测量8小时。
钟表
AQL=1.0
结果评定
从箱内取出,用冷水(<35℃轻轻冲洗试样表面沉积物,在自然光下目视,试样上锈迹和锈点。
镀层上不应出现铜层腐蚀、起泡、塑料基体露出等缺陷。
目测
AQL=1.0
编制/日期
审核/日期
审批/日期
生效日期
附页
电镀层厚度检测方法---点滴法操作规程
一、准备过程
点滴液配备:
镀层名称
点滴液/配比
镀铬层
浓盐酸(密度为1.19)(11.5±0.2mol/L)
二、测试过程
试件放置水平,用酒精去除试件表面污渍,用蜡笔画∮5~6mm的圆圈以防流散,用尖端内径1.5~2.0毫米的滴管滴注一滴(0.03~0.05ml)点滴液于试件镀层表面,保持t秒后用滤纸擦去,然后在原处滴注第二滴新鲜点滴液,如此反复,直至出现基体,记下滴数N及温度,然后根据公式计算镀层厚度h厚度。
在临近处测2~3次取平均值。
镀层
时间t
公式
镀铬层
t
h厚度=t×hK(um)
hk:
在一定温度下,每一滴溶液在规定的时间中所溶去的镀层厚度(um)。
温度℃
hk
温度℃
hk
温度℃
hk
镀铬件
镀铬件
镀铬件
10
0.0161
17
0.0188
24
0.0239
11
0.0164
18
0.0193
25
0.0249
12
0.0168
19
0.0198
26
0.0264
13
0.0172
20
0.0203
27
0.0279
14
0.0176
21
0.0211
28
0.0300
15
0.0180
22
0.0218
29
0.0325
16
0.0185
23
0.0226
30
0.0351
电器厂
技术质量部
塑料喷涂件检验记录单
编号:
NBLYJZ-07-06-08
页数:
共一页第一页
零件名称
B0551冷藏上饰条、冷藏下饰条
送检数量
50只/50只
产品图号
检验依据
按Q/MK082-2005标准
供应商名称
慈溪市宗汉佳涛喷涂厂
送检日期
6月6日
注
新供应商试样
上海大桥油漆(SP601)
检测内容记录
序
检验项目
检验标准
实测记录
1
外观
颜色色泽均匀,与ML-SPZ601色板或提供样件目测无明显差异,色差仪器测△E<1.5。
上饰条△E2.74
喷涂可视表面应光亮(高光喷漆),并无划痕、拉毛、磕碰、皱折、气孔、堆漆、桔皮及露底(自然光线下)等缺陷。
划痕、堆漆、桔皮、
杂点
2
耐侯性
喷涂表面在300W/2h的紫外线照射下,颜色无明显变化,△E<1.5。
未测试
3
硬度
喷涂表面用2H级铅笔倾斜45度,在荷重500克,漆膜表面无划痕。
无明显划痕
4
耐磨性
用软布在喷涂表面摩擦100次(荷重150克),漆膜表面应无明显磨损现象。
无明显划痕
5
附着力
用专用划割器在漆膜表面划25个1*4mm的方格,用3M胶带粘覆后,90度用力撕去,漆膜表面应无脱落。
无脱落
6
耐溶性1
用沾有纯酒精的棉布在漆膜表面摩擦50次(荷重150克),漆膜表面应无脱离及起皱;
6分钟后无脱离及起皱
耐溶性2
纯酒精里浸泡的布用2*2铁块压5分钟后,漆膜表面应无脱离及起皱;
6分钟后无脱离及起皱
耐溶性3
漆膜表面用环己酮滴沾一点(每产品3个点以上),7分钟后,漆膜表面应无脱离及起皱。
6分钟后无脱离及起皱
7
耐溶剂性
在冰箱发泡后(发泡过程中有环五烷溢出),漆膜表面应无脱离及起皱。
未测试
8
标记
在醒目部位应有生产日期及工号等标记。
无
9
内包装
喷涂表面应平整,两拐角用专用胶粘贴,但不能影响装配,后再装入气泡袋。
无
10
外包装
内装产品名称及数量应符合外包装上的要求,如代用箱时,应在对应部位标明名称及数量。
无
11
丝印
图案、颜色按图纸或样件要求,图案清晰无毛边,用酒精擦拭15S后应不脱落及模糊现象。
无
检验结论
1、硬度不够
2、表面划痕、堆漆、桔皮、杂点
再进行小批量试制,数量200套
07-6-8
处理意见
备注
检验方式:
外观全检,试验10套
测值记录:
B0551冷藏上饰条△E2.74
电器厂
技术质量部
检验指导书
零部件名称
瓦楞纸箱
文件编号
引用国家标准
GB6543-86
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/14
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
标志
按技术通知单上的要求,或按GB191规定
按GB191试验
AQL=1.5
1、钉间距的量取是指两钉相对应处的距离;
2、厚度是指瓦楞板上下面间的距离,按GB6547检测。
2
材质
外层B级牛皮纸175g,内层C级牛皮纸175g,中层双瓦楞纸135g
目测
AQL=2.5
3
印刷
箱面图案、文字清晰正确、深浅一致、位置正确
目测
AQL=1.0
4
压痕线
压痕线宽:
单瓦楞纸箱不大于12mm;双瓦楞纸箱不大于17mm,折线居中,不得有裂纹、断线、重线等缺陷,箱上不得有多余的压痕线
目测,卡尺
AQL=1.0
5
刀口
刀口无明显毛刺,裁刀切口里面纸裂损边不超过8mm或长不超过12mm,成箱后叠角漏洞直径不超过5mm
目测,卡尺
AQL=2.5
6
箱钉
箱钉使用带有镀层的低碳刚扁丝,不应有锈斑、剥层、龟裂或其他使用上的缺陷。
间距均匀、单钉距不大于55mm,双钉距不大于75mm。
首尾钉至压痕边线的距离为13+7mm。
钉合接缝处应钉牢、钉透,不得有叠钉、翘钉、不转脚钉等缺陷
目测
AQL=2.5
7
裱合
箱面纸不许拼接、缺材、露楞、折皱、透胶、污迹
目测
AQL=2.5
8
摇盖耐折
纸箱支撑成型后,摇盖开、合180°,往复五次,面纸、里纸无裂缝
目测,手摇摆
AQL=1.0
9
厚度
单瓦楞纸箱
双瓦楞纸箱
卡尺
AQL=2.5
A
≥4.5
A.A
≥9.0
B
≥3.5
A.C
≥8.0
C
≥2.5
C.B
≥6.0
D
≥1.1
C.C
≥7.0
A.B
≥7.0
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
检验指导书
零部件名称
保护膜
文件编号
引用国家标准
GB/T4851
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/14
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
外观
卷取平整、无明显空隙和凸筋,无溢胶现象,印刷清晰、工整
目测
AQL=1.5
2
接头
50~500m,允许2个接头
目测
AQL=2.5
3
涂胶
涂胶均匀,不允许基材上未涂到胶;胶粘带解卷时不允许胶粘层转移至基材的背面
目测
AQL=1.0
4
总厚度
0.050~0.09mm,允许偏差±0.008mm
卡尺
AQL=1.0
5
宽度
5~100,允许偏差±2.0mm
卡尺
AQL=1.0
6
长度
50~200,允许偏差±5.0cm
卡尺
AQL=1.0
7
耐高温性
将试样平贴在钢板上,置于70℃烘箱内,持续时间48小时后撕下,钢板表面上无残留胶
烘箱
目测
AQL=1.0
8
耐老化性
用300W红外线或紫外线灯炮距离试样20cm,照射48小时后,试样粘贴牢固,撕下后在钢板表面上无残留胶
目测
专用测试仪器
AQL=1.0
9
材质
PE全新料
目测
10
标识
外包装上必须要有标签,内卷上应具有生产厂家、生产日期、规格、粘度等标识
目测
AQL=2.5
11
180°剥离力
N/25mm,0.3~3.0
物理机械仪
AQL=1.0
12
持粘力
(40℃、1kg)
h,≥24
13
扯断力
N/cm,≥20
14
延伸率
%,≤200
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
检验指导书
零部件名称
打包带、扣
文件编号
引用国家标准
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/16
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
外观
打包带:
色泽均匀一致,花纹整齐清晰,无明显污染、杂质,不允许有开裂、损伤、穿孔等缺陷;宽厚度均匀。
打包扣:
无锈、平整。
目测
AQL=1.5
2
尺寸
打包带:
⑴宽度及偏差:
14±0.5mm
⑵厚度及偏差:
1.5-0.1mm
打包扣:
⑴宽度及偏差:
15﹢0.5mm
⑵厚度及偏差:
3+0.1mm
卡尺
AQL=1.0
3
理化性能
a.断裂拉力:
≥1.20KN
b.断裂伸长率:
≤25%
c.偏斜度:
≤12mm/m
d.重量:
9.0~11.0g/m
偏斜度检验方法:
取5根1.0m长试样,固定一端,自由平放,用透明有机玻璃压平,测量试样最大偏斜距离,计算5个试样平均值即为偏斜度。
断裂伸长率检验方法:
取300mm长试样固定在拉力机上,中间有效距离为100mm,拉伸速度为100mm/min。
记录拉力机初始刻度K1,记录断裂时拉力机刻度K2,则断裂伸长率可由公式得出:
E=(K2-K1)/100×100%
计算5个试样的算术平均值即为断裂伸长率值。
玻璃板
钢直尺(1m)
拉力机
AQL=1.0
4
材料
聚丙烯PP(全新)
目测
AQL=1.0
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
检验指导书
零部件名称
薄膜袋
文件编号
引用国家标准
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/16
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
外观
表面应平整,无穿漏、杂质、暴筋、气泡、鱼眼等缺陷;热合线应在宽边热合,热合牢固,无穿漏;袋口便于开口,不得发生回粘。
目测
AQL=1.5
2
理化性能
密度:
0.923~0.925g/m3
熔体流动速率:
0.35g/10min
拉伸屈服强度:
28Mpa(50mm/分钟)
断裂伸长率:
>140%
脆化温度:
<-118%℃
弯曲模量:
1380Mpa
AQL=1.0
3
材料
70%全新LDPE+30%一级回料LDPE
AQL=1.0
4
尺寸
长、宽等关键尺寸符合规格要求,长、宽度允许偏差+5mm,厚度为0.04~0.05mm。
卷尺
AQL=1.0
5
异味
没有明显异味
鼻子闻
AQL=2.5
6
薄膜袋重量基准(单只实际重量不得超过理论重量的1%)单位:
cmgmm
电子称
AQL=1.0
规格
97X97
66X73
60X73
63X120
50X60
40X50
38X38
30X100
20X50
20X80
65X13
40X11
70X11
厚度
0.04
0.04
0.04
0.04
0.04
0.04
0.04
0.04
0.04~0.05
0.04~0.05
0.04~0.05
0.04~0.05
0.04~0.05
重量
37.6
19.3
17.52
30.2
12
8
5.8
12
4~5
6.4~8
3.4~4.2
1.76~2.2
3.1~3.85
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
检验指导书
零部件名称
塑料喷涂件
文件编号
引用国家标准
类别
进货检验
引用国家抽样标准
GB/T2828.1-2003
日期
2007/6/17
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
合格质量水平
备注
1
外观
颜色色泽均匀,与ML-SPZ601色板或提供样件目测无明显差异,色差仪器测△E<1.5。
目测
AQL=1.0
喷涂可视表面应光亮(高光喷漆),并无划痕、拉毛、磕碰、皱折、气孔、堆漆、桔皮及露底(自然光线下)等缺陷。
目测
2
耐侯性
喷涂表面在300W/2h的紫外线照射下,颜色无明显变化,△E<1.5。
色差仪
AQL=1.0
3
硬度
喷涂表面用2H级铅笔倾斜45度,在荷重500克,漆膜表面无划痕。
2H级铅笔
AQL=1.0
4
耐磨性
用软布在喷涂表面摩擦100次(荷重150克),漆膜表面应无明显磨损现象。
软布
AQL=1.0
5
附着力
用专用划割器在漆膜表面划25个1*4mm的方格,用3M胶带粘覆后,90度用力撕去,漆膜表面应无脱落。
专用划割器
AQL=1.0
6
耐溶性1
用沾有纯酒精的棉布在漆膜表面摩擦50次(荷重150克),漆膜表面应无脱离及起皱;
纯酒精
AQL=1.0
7
耐溶性2
纯酒精里浸泡的布用2*2铁块压5分钟后,漆膜表面应无脱离及起皱;
纯酒精
AQL=1.0
8
耐溶性3
漆膜表面用环己酮滴沾一点(每产品3个点以上),7分钟后,漆膜表面应无脱离及起皱。
环己酮
AQL=1.0
9
耐溶剂性
在冰箱发泡后(发泡过程中有环五烷溢出),漆膜表面应无脱离及起皱。
环五烷
AQL=1.0
10
标记
在醒目部位应有生产日期及工号等标记。
目测
AQL=1.5
11
内包装
喷涂表面应平整,两拐角用专用胶粘贴,但不能影响装配,后再装入气泡袋。
目测
AQL=1.5
12
外包装
内装产品名称及数量应符合外包装上的要求,如代用箱时,应在对应部位标明名称及数量。
目测
AQL=2.0
13
丝印
图案、颜色按图纸或样件要求,图案清晰无毛边,用酒精擦拭15S后应不脱落及模糊现象。
目测、酒精
AQL=1.0
编制/日期
审核/日期
审批/日期
生效日期
电器厂
技术质量部
零部件首检记录单
零部件名称
保护膜
送检日期
2007/1018
引用国家标准
Q/320206YNGV01-2002
类别
进货检验
送检数量
2卷
日期
2007/10/23
第1页
共一页
序号
检验项目
检验标准及检验方法
检测手段
检测记录
备注
1
外观
卷取平整、无明显空隙和凸筋,无溢胶现象,印刷清晰、工整
目测
符合
检测结论:
同意小批量试用。
2
接头
50~500m,允许2个接头
目测
未有接头
3
涂胶
涂胶均匀,不允许基材上未涂到胶;胶粘带解卷时不允许胶粘层转移至基材的背面
目测
符合
4
总厚度
0.050~0.09mm,允许偏差±0.008mm
卡尺
/
5
宽度
5~100,允许偏差±2.0mm
卡尺
4.85cm
6
长度
50~200,允许偏差±5.0cm
卡尺
/
7
耐高温性
将试样平贴在钢板上,置于70℃烘箱内,持续时间48小时后撕下,钢板表面上无残留胶
烘箱
目测
无残留胶
8
耐老化性
用300W红外线或紫外线灯炮距离试样20cm,照射48小时后,试样粘贴牢固,撕下后在钢板表面上无残留胶
目测
专用测试仪器
符合
9
材质
PE全新料
目测
符合
10
标识
外包装上必须要有标签,内卷上应具有生产厂家、生产日期、规格、粘度等标识
目测
未测(未送样)
11
180°剥离力
N/25mm,0.3~3.0
物理机械仪
未测
12
持粘力
(40℃、1kg)
h,≥24
13
扯断力
N/cm,≥20
14
延伸率
%,≤200
编制/日期
审核/日期
审批/日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电器 零部件 全套 检验 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
世界无烟日心得体会.docx
-
中国国情与早期现代化上一.docx
-
四因非专职在会计师事务所工作被注销注册会计师执业资.docx
-
祝福祖国演讲稿完整版.docx
-
天良有线医护对讲系统设计方案新.docx
-
正规二手房买卖合同范本XX.docx
-
专业技术人员《合作与共赢》试题准确率高.docx
-
幼儿园开学自查报告.docx
-
药用植物学试题.docx
-
职业规划书样版.docx
-
张大千山水的四字成语.docx
-
字数统计合同张忠良.docx
-
软件工程复习参考答案.docx
-
最新届云南省昆明市高三上学期摸底调研测试英语.docx
-
小学生国际禁毒日优秀演讲稿 国际禁毒日演讲稿600字.docx
-
心理测量.docx
-
审计学复习题.docx
-
最新浙美版小学美术三年级下册课教案全册.docx
-
学年会计职称中级财务管理考前基础习题库7毙考题.docx
