 齿轮加工方式.docx
齿轮加工方式.docx
- 文档编号:24351381
- 上传时间:2023-05-26
- 格式:DOCX
- 页数:19
- 大小:1.65MB
齿轮加工方式.docx
《齿轮加工方式.docx》由会员分享,可在线阅读,更多相关《齿轮加工方式.docx(19页珍藏版)》请在冰豆网上搜索。
齿轮加工方式
第一章齿轮的种类及应用范围
第一节齿轮种类
齿轮传动是目前机械传动中应用最广泛、最常见的一种传动形式。
齿轮用它的轮齿来传递力矩和运动、变换运动的方向、指示读数及变换机构的位置等。
齿轮按轮齿齿廓曲线,可分为渐开线、摆线、圆弧线、双圆弧线齿轮等。
按其外形,可分成圆柱齿轮、锥齿轮、蜗杆蜗轮、鼓形齿轮、非圆齿轮等。
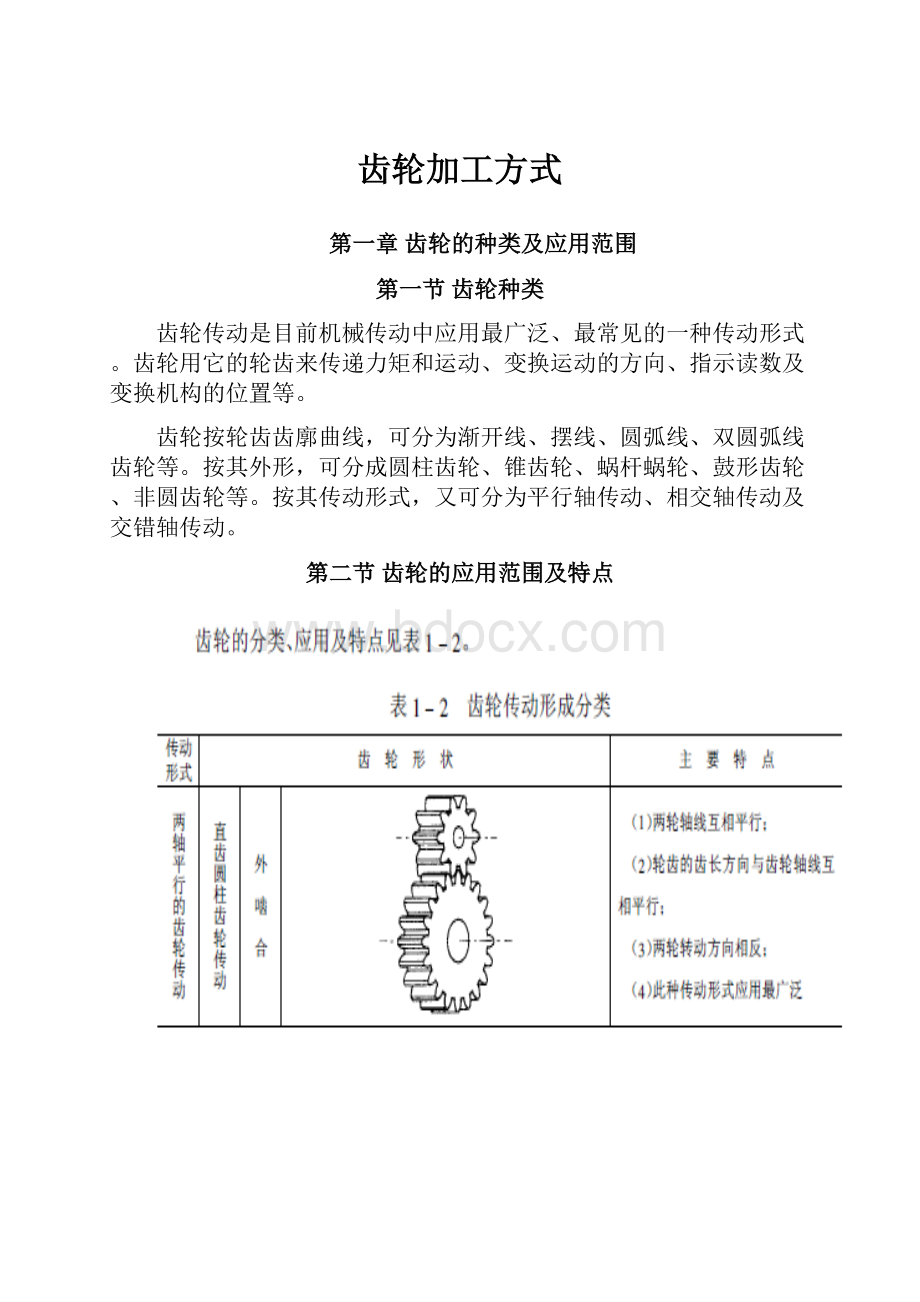
按其传动形式,又可分为平行轴传动、相交轴传动及交错轴传动。
第二节齿轮的应用范围及特点
第二章齿轮加工方法及工艺过程
第一节齿轮加工方法
一、齿轮常用材料及其力学性能
齿轮的轮齿在传动过程中要传递力矩而承受弯曲、冲击等载荷。
通过一段时间的使用,轮齿还会发生齿面磨损、齿面点蚀、表面咬合和齿面塑性变形等情况而造成精度丧失,产生振动和噪声等故障。
齿轮的工作条件不同,轮齿的破坏形式也不同。
选取齿轮材料时,除考虑齿轮工作条件外,还应考虑齿轮的结构形状、生产数量、制造成本和材料货源等因素。
一般应满足下列几个基本要求:
1.轮齿表面层要有足够的硬度和耐磨性。
2.对于承受交变载荷和冲击载荷的齿轮,基体要有足够的抗弯强度与韧性。
3.要有良好的工艺性,即要易于切削加工和热处理性能好。
齿轮的常用材料及其力学性能见表1-3。
二、常用齿形加工方法
齿轮齿形的加工方法,有无切屑加工和切削加工两大类。
无切屑加工方法有:
热轧、冷挤、模锻、精密铸造和粉末冶金等。
切削加工方法可分为成形法和展成法两种,其加工精度及适用范围见表1-4。
三、齿轮常用热处理(表1-5)
第二节齿轮加工工艺过程
齿轮制造技术是获得优质齿轮的关键。
齿轮加工的工艺,因齿轮结构形状、精度等级、生产条件可采用不同的方案,概括起来有齿坯加工、齿形加工、热处理和热处理后精加工四个阶段。
齿坯加工必须保证加工基准面精度。
热处理直接决定轮齿的内在质量,齿形加工和热处理后的精加工是制造的关键。
也反映了齿轮制造的水平。
在齿轮加工工艺上,对软齿面和中硬齿面齿轮(300~400HBS),一般工艺方法为调质后滚齿或插齿。
对大模数齿轮则采用粗滚齿—调质—精滚齿。
对汽车、拖拉机、机床等齿轮,批量大,要求精度高,采用滚齿或插齿后,再进行剃齿或珩齿。
齿面感应淬火的齿轮(42~52HRC),其工艺为滚齿或插齿、剃齿、感应淬火,再剃齿或珩齿。
对于硬齿面齿轮,一般先滚齿或插齿,有时还剃齿,热处理后精整基准面,轮齿变形大时,进行磨齿。
轮齿变形较小,且精度要求在7级和7级以下的齿轮,热处理后可采用珩齿或研齿。
要求精度高且载荷不太大,且要求硬齿面的齿轮,可采用精滚齿后离子渗氮工艺。
设计合理的齿轮的性能,除材料因素外,主要取决于齿轮制造水平。
目前齿轮已达到的参数和性能指标见表1-7。
为了齿轮在工作状态下正常啮合,对于圆周速度超过100m/s的高速齿轮,由于运转中的热效应,应对齿面热变形进行修形。
对于低速重载齿轮,采用硬齿面齿轮由于跑合性能不好,齿面负荷系数增加,导致整个齿轮装置系统产生一定的弹性变形,会产生沿齿向载荷分布不均,因此,必须齿向修形。
总之,国内外对齿面修形技术已作为齿轮制造中的一项重要工作内容,尤其是在减小体积,提高承载能力方面更是如此。
一、齿轮加工方法
齿轮的加工方法很多,但主要方法有滚齿、插齿、剃齿和磨齿。
其他尚有铣齿、刨齿、梳齿、挤齿、珩齿和研齿等。
近年来,在加工技术,如硬齿面技术、计算机数控技术等方面的发展,已使各种加工方法出现了崭新面貌。
(一)滚齿
滚齿于1897年即被应用,是目前应用最广的切齿方法,可加工渐开线齿轮、圆弧齿轮、摆线齿轮、链轮、棘轮、蜗轮和包络蜗杆。
滚齿精度一般可达4~7级。
表面粗糙度~。
国产滚齿机(Y31800A)加工最大直径达8m,最大模数达40mm。
目前高速钢滚刀的切削速度可达100~200m/min,加工齿面硬度最高达300~400HB。
硬质合金滚刀切削速度可达300m/min,滚切齿面硬度最高达HRC62。
滚齿是一种高效切齿方法。
目前滚齿的先进技术有:
1.多头滚刀滚齿
一般双头滚刀可提高效率约40%。
但滚刀各头之间的偏差影响齿轮的齿向精度。
2.滚齿机数控化或普通滚齿机安装数显装置
80年代国外已制造了全数控(CNC)机床,即用计算机数控,用电子系统协调机床各种运动,可减少调整时间和提高加工精度。
3.硬齿面滚齿技术
硬齿面滚齿扩展了滚齿领域。
该方法也称刮削齿加工。
刮削可作为大型齿轮磨前予加工工序,去掉淬火变形量,直到留有合理的磨削余量,以减少磨齿时间,降低成本。
刮削作为精加工工序,可达到6级精度,如果与蜗杆珩齿相结合,可获得良好的齿面质量,避免磨削烧伤和裂纹。
可比单纯磨齿提高效率1~5倍,费用降低一半以上。
硬齿面滚齿的滚刀刀齿采用硬质合金或金属陶瓷材料,表层涂氮化钛,这些新材料已经能够控制刀具的崩刃。
同时也提供了干式(不用切削油)切削的可能性,干式切削优点是不需准备和处理冷却液,不要求油雾处理(由空气排放)的工作,干切屑无污染,零件也没有清理的要求。
如果切削时使用切削油,则可提高刀寿命。
4.大型齿轮滚齿
大型齿轮滚齿,由于工件体积大,重量重,装卡不便。
所以大型齿
轮滚齿设备的发展趋势是综合性加工。
(二)插齿和梳齿
插齿是一种广为采用的切齿方法,特别适合于加工内齿轮和多联齿轮。
采用特殊刀具和附件后,还可加工无声链轮、棘轮、内外花键、齿形皮带轮、扇形齿轮、非完整齿齿轮、特殊齿形结合子、齿条、端面齿轮和锥度齿轮等。
数控插齿机能加工椭圆齿轮、非圆齿轮和特殊形状的齿轮。
梳齿是用齿条刀插削圆柱齿轮。
特点是加工精度高,可达DIN5级。
由于刀具结构简单、制造刃磨方便,精度高、刃磨次数多,便于采用硬质合金刀片和立方氮化硼(CBN)刀片加工淬硬齿轮。
(三)剃齿
剃齿是一种高效齿轮精加工方法,最早于1926年在美国应用。
和磨齿相比,剃齿具有效率高、成本低、齿面无烧伤和裂纹等优点。
所以在成批生产的汽车、拖拉机和机床等齿轮加工中,得到广泛应用。
对角剃齿法和径向剃齿法还可用于带台肩齿轮的精加工。
(四)珩齿
珩齿是一种轮齿表面光整加工技术,可有效地改善齿面质量,粗糙度由减小到以下。
某些珩齿方法还能在一定程度上提高齿轮精度,由于效率高,成本低,齿面无烧伤,所以广泛用于7级以下精度的软、硬齿面齿轮加工。
珩齿方法有齿轮形珩轮外啮合珩齿、蜗杆式珩轮珩齿和内啮合珩齿。
齿轮形珩轮外啮合珩齿已广泛应用,能有效地降低齿面粗糙度,但提高齿轮精度的能力甚微。
(五)磨齿
磨齿是获得高精度齿轮最有效和可靠的方法。
发达国家都用硬齿面齿轮,磨齿成为高精度齿轮的主要加工方法。
目前碟形砂轮和大平面砂轮磨齿精度可达DIN2级,但效率很低。
蜗杆砂轮磨齿精度达DIN3~4级,效率高,适用于中、小模数齿轮磨齿,但砂轮修正较为复杂。
磨齿的主要问题是效率低、成本高,尤其是大尺寸齿轮。
所以提高磨齿效率,降低费用成为当前主要研究方向,在这方面,近年来出现的新技术有:
改进磨削方法如减少磨削次数,压缩展成长度,缩短磨削冲程,可以提高磨齿效率。
应用立方氮化硼(CBN)砂轮高效磨齿CBN砂轮具有硬度高、耐磨性好、寿命长、精度保持性好、切削性能好、热扩散系数大等优点。
因此,用CBN砂轮磨齿轮比用单晶钢玉砂轮磨削效率提高5~10倍,被磨削表面不易发生烧伤和裂纹,表面呈压应力状态,疲劳强度高。
(六)螺旋锥齿轮加工
螺旋锥齿轮和准双曲面齿轮广泛应用于汽车、拖拉机、工程机械、石油地质钻机、坦克、直升飞机和机床的驱动。
这类齿轮的设计制造质量主要取决于两方面因素。
一是加工设备及其工夹具的精度。
二是由复杂的共轭计算所确定的机床及刀具的调整参数保证的齿形精度,这是提高这类齿轮质量的关键所在。
在螺旋锥齿轮加工方面。
美国格利森公司占有很重要的地位。
近十余年间,格利森公司在加工设备方面,创造了高效准双曲面齿轮磨齿机和数控多功能铣齿机。
在质量检验分析和控制技术方面,研制了具有三坐标测量功能的计算机辅助检测系统,可快速准确测出齿形误差,并得出最佳的切齿修正调整参数。
在设计制造技术方面,研制了一套包括几何、强度设计、切齿(或磨齿)调整参数计算,考虑轮齿边缘和轮齿接触分析和有限
元应力接触分析的计算机软件系统。
我国现已能制造较先进的弧齿锥齿轮切齿机床,如Y2250A、Y2080I等。
在软件开发方面,重庆大学、北京农业工程大学等分别研制的弧齿锥齿轮和准双曲面齿轮设计制造应用技术软件系统,可完成齿轮几何参数设计,加工时机床离刀盘的调整参数计算,轻载下的轮齿接触分析(TCA)以及精密磨齿调整参数计算。
(七)研齿
为了改善齿面粗糙度,可采用研齿。
有时由于装配误差及受载变形等因素影响,使原本精度较高的齿轮在满载下,齿面接触情况变坏,也可用研齿方法进行改善。
研齿时,必需用齿轮专用研磨剂,以避免损伤齿面,或研磨后清洗不掉,造成齿轮运转后损伤齿面,以及研磨剂进入轴承,损伤轴承。
(八)齿轮检测
齿轮检测技术在齿轮制造中占有重要地位,没有先进的检测技术和仪器,不可能制造出性能优良的齿轮。
现代齿轮检测技术向非接触化、精密化、多功能化、高速化、自动化、智能化、集成化(计算机控制)、经济化方向发展。
在检测领域方面,解决大模数和小模数齿轮的检测问题。
目前齿轮检测方法有单项误差的测量和综合误差的测量两大类。
1968年我国成都工具研究所首创了齿轮整体误差测量理论和方法。
揭示了齿轮传动特性和各种误差之间的内在联系,为控制传动质量,改进齿轮设计和制造提供依据。
1970年后,我国成都工具研究所、哈尔滨和北京量具刃具厂等运用该方法分别研制成了截面整体误差测量仪。
从而将我国齿轮测量技术发展到动态综合测量的新阶段。
三、齿轮工艺分类
(一)圆柱齿轮加工
(二)蜗杆副加工
(三)锥齿轮加工
(四)特种齿轮加工
(五)齿轮加工方法选择
齿轮的各种加工方法都有相对应的一种或多种齿轮加工机床和刀具,不同的行业(生产批量)生产条件各不相同,可根据齿轮的种类、材料及热处理和精度要求等,参考表1-8~表1-10合理选择加工方法。
表中精度等级的选用分别适用于下列三种情况:
1.较低精度等级对加工机床、刀具和切齿操作等没有特殊要求,一般情况
下都能达到的精度等级。
2.中间精度等级要求加工机床、刀具和切齿操作等均是最佳状态,才能达到的精度等级。
3.较高精度等级必须采取特殊措施,在特定条件下才能达到的精度等级。
齿轮的精度等级:
级8-7-7Dc新标准:
8-7-7KLGB/T10095
叉车齿轮箱中的齿轮精度一般在5、6、7、8、9范围
8—运动精度;7—工作平稳性精度;7—接触精度;Dc—齿侧间隙
运动精度—齿轮在一转内回转角的最大误差。
运动精度—影响机构传递速度和分度的准确度。
工作平稳性精度—齿轮在一转内回转角的全部误差值中多次重复的数值,即将其瞬间传动比的变化限制在一定的范围内。
工作平稳性精度—影响机构的冲击和噪音。
接触精度—实际接触面积的比例大小。
接触精度—影响齿面的接触强度
D—零保证侧隙,用于仪表中的读数传动齿轮
Db—较小保证侧隙,用于要求正反转而速度又不高的齿轮传传动。
Dc—标准保证侧隙,用于一般机床齿轮,减速器等。
De—较大保证侧隙,用于高速高温工作环境下的齿轮,以及重型设备的开式传动齿轮等。
新标准:
K(上偏差)=-12fptL(下偏差)=-16fptfpt—齿距极限偏差K,L,fpt均由精度等级;模数;分度圆直径来决定。
齿轮精度等级的选择:
按工作条件不同应选择不同的精度等级。
在选择不同的精度等级组合时,工作平稳性精度等级可以高于或低于运动精度等级,但不得高于二级或低于一级。
接触精度等级,则不可低于工作平稳性精度等级。
选择齿轮的精度等级时,应根据其传动的用途、工作条件、传递功率及圆周速度和其它技术要求,定出主要精度作为选择的依据。
决定精度等级时,还要考虑加工条件,正确处理精度等级与加工条件及经济性的矛盾。
如:
高速传动的齿轮,对工作平稳性精度要求是主要的;对分度机构中的齿轮,运动精度是主要的;对重载传动的齿轮,接触精度是主要的;对高速高温条件下传动的齿轮,工作平稳性精度和侧隙是主要的。
一般情况下:
运动精度等级的选择:
精度等级
应用范围
齿面粗糙度
5-6
圆周速度>15米/秒(直),>30米/秒(斜)
Ra
7
圆周速度<10米/秒(直),<15米/秒(斜)
8
圆周速度<4米/秒(直),<6米/秒(斜)
9
不重要的齿轮传动及低速重载的传动
工作平稳性等级的选择:
噪
音
圆周
速度
直:
<3米/秒
>3-15米/秒
>15米/秒
斜:
<5米/秒
>5-30米/秒
>30米/秒
大85-95分贝
8级
7级
6级
中75-85
7级
6级
5级
小<75
6级
5级
5级
接触精度等级的选择:
噪音
载荷
重载荷
中载荷
轻载荷
大85-95分贝
6级
7级
8级
中75-85
6级
6级
7级
小<75
5级
5级
6级
衡量齿轮的公差总共有23项。
影响齿轮传动的平稳性、噪声、振动的主要因素:
1.一齿切向综合公差;2.一齿径向综合公差;3.齿形公差;
4.齿距极限偏差;5.基节极限偏差;6.螺旋线波度公差。
因此对上述公差的测量尤为重要。
目前公司的实际状况是,配齐一些芯棒后才能对“一齿径向综合公差”作定性地判断,要定量地测量公差数据还要做标准测量齿轮。
其余项目均不能做。
由于目前的检测手段所在,因此只能用“一齿径向综合公差”一票来判定零件是否合格。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 齿轮 加工 方式
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
最新时间的名言警句时间就是生命关于珍惜时间的名言有哪些 精品文档格式.docx
-
中国烘焙原料市场研究与市场全景评估报告Word文件下载.docx
-
总账账格式Word文件下载.docx
-
最新出行黄道吉日查询一览表 精品001Word格式文档下载.docx
-
数据库原理与应用示范系统第三版习题与标准答案Word格式.docx
-
炭疽试题Word文档格式.docx
-
最新团队口号及队名霸气响亮大全Word文档下载推荐.docx
-
最新改版苏教版五年级上册科学精品知识点梳理与总结Word格式.docx
-
科目三考试流程及技巧Word格式文档下载.docx
-
四上综合实践教案Word文件下载.docx
-
最新卫星电视专项整治工作年终总结工作总结文档七篇Word文件下载.docx
-
实用XX景区水上漂流项目新建及设施开发建设可行性分析报告Word格式文档下载.docx
-
最新消防工程师安全技术实务题库含答案3RQWord文档下载推荐.docx
-
届人教版高中英语高考英语第二轮复习语法填空提升训练Word格式文档下载.docx
-
牛津版必修一课时作业Unit 1 School life 单元检测卷一文档格式.docx
-
罗马尼亚的艺术家 Mihai Criste 超现实作品赏析Word文档下载推荐.docx
-
译林版初中英语九年级上下册全册单词表Word格式文档下载.docx
-
土鸡养殖屠宰加工项目可行性研究报告文档格式.docx
-
九九重阳节敬老爱老演讲稿9篇Word文件下载.docx
