 金属结构闸门质量评定表(新制).doc
金属结构闸门质量评定表(新制).doc
- 文档编号:2434247
- 上传时间:2022-10-29
- 格式:DOC
- 页数:31
- 大小:3.17MB
金属结构闸门质量评定表(新制).doc
《金属结构闸门质量评定表(新制).doc》由会员分享,可在线阅读,更多相关《金属结构闸门质量评定表(新制).doc(31页珍藏版)》请在冰豆网上搜索。
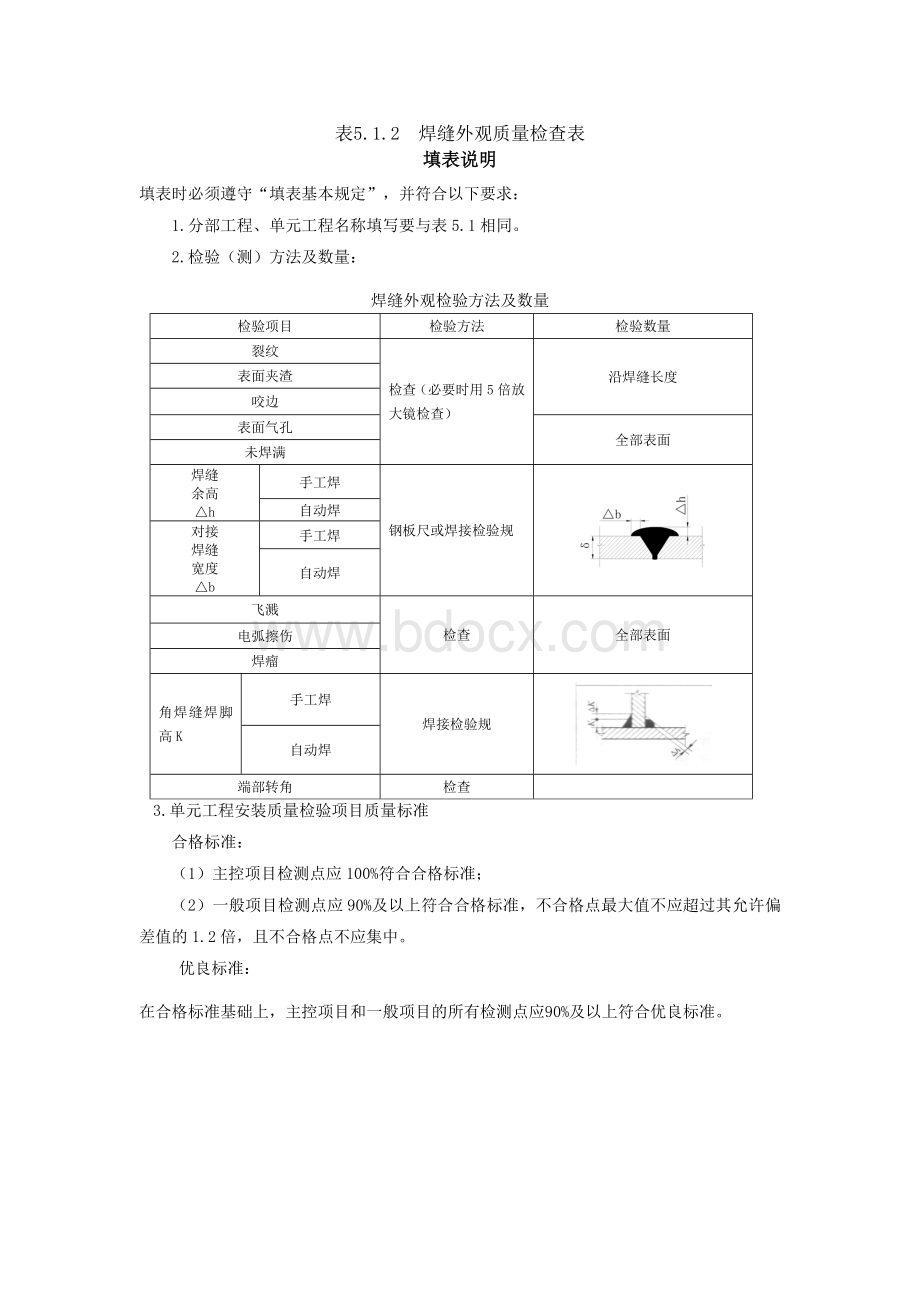
表5.1.2焊缝外观质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求:
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:
焊缝外观检验方法及数量
检验项目
检验方法
检验数量
裂纹
检查(必要时用5倍放大镜检查)
沿焊缝长度
表面夹渣
咬边
表面气孔
全部表面
未焊满
焊缝
余高
△h
手工焊
钢板尺或焊接检验规
自动焊
对接
焊缝
宽度
△b
手工焊
自动焊
飞溅
检查
全部表面
电弧擦伤
焊瘤
角焊缝焊脚高K
手工焊
焊接检验规
自动焊
端部转角
检查
3.单元工程安装质量检验项目质量标准
合格标准:
(1)主控项目检测点应100%符合合格标准;
(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.2焊缝外观质量检查表
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
开/完工日期
项次
检验项目
允许偏差(mm)
实测值(mm)
合格数
优良数
质量等级
合格
优良
1
2
3
…
主控项目
1
裂纹
不允许
2
表面夹渣
一、二类焊缝:
不允许;
三类焊缝:
深不大于0.1δ,长不大于0.3δ,且不大于10
3
咬边
钢管
一、二类焊缝:
深不大于0.5;
三类焊缝:
深不大于1
钢
闸门
一、二类焊缝:
深不大于0.5;连续咬边长度不大于焊缝总长的10%,且不大于100;两侧咬边累计长度不大于该焊缝总长的15%;角焊缝不大于20%;
三类焊缝深不大于1
4
表面气孔
钢管
一、二类焊缝不允许,三类焊缝:
每米范围内允许直径小于1.5的气孔5个,间距不小于20
不允许
钢闸门
一类焊缝不允许
二类焊缝:
直径不大于1.0mm气孔每米范围内允许3个,间距不小于20
三类焊缝:
直径不大于1.5mm气孔每米范围内允许5个,间距不小于20
5
未焊满
一、二类焊缝不允许
三类焊缝:
深不大于0.2+0.02δ且不大于1,每100mm焊缝内缺欠总长不大于25
一般项目
1
焊缝
余高
△h
手工焊
一、二类/三类(仅钢闸门)焊缝:
δ≤12△h=0~1.5/(0~2)
12<δ≤25△h=0~2.5/(0~3)
25<δ≤50△h=0~3/(0~4)
δ>50△h=0~4/(0~5)
自动焊
0~4/(0~5)
2
对接
焊缝
宽度
△b
手工焊
盖过每边坡口宽度1~2.5,且平缓过渡
自动焊
盖过每边坡口宽度2~7,且平缓过渡
3
飞溅
不允许(高强钢、不锈钢此项作为主控项目)
4
电弧擦伤
不允许(高强钢、不锈钢此项作为主控项目)
5
焊瘤
不允许
6
角焊缝焊脚高K
手工焊
K<12,△K=0~2;K≥12,△K=0~3
自动焊
K<12,△K=0~2;K≥12,△K=0~3
7
端部转角
连续绕角施焊
检查意见:
主控项目共_____项,其中合格_____项,优良_____项,合格率,优良率%。
一般项目共_____项,其中合格_____项,优良_____项,合格率,优良率%。
测量人
年月日
安装单位
评定人
年月日
监理工程师
年月日
注1:
δ~钢板厚度,单位:
mm;
注2:
手工焊是指焊条电弧焊、CO2半自动气保焊、自保护药芯半自动焊以及手工TIG焊等。
而自动焊是指埋弧自动焊、MAG自动焊、MIG自动焊等。
表5.1.3焊缝内部质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求:
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:
焊缝内部检验方法及数量
检验项目
检验方法
射线探伤
压力钢管:
按SL432要求;
钢闸门及拦污栅:
按GB/T14173要求;
启闭机:
按SL381和SL36要求
超声波探伤
压力钢管:
按SL432要求;
钢闸门及拦污栅:
按GB/T14173要求;
启闭机:
按SL381和SL36要求
磁粉探伤
厚度大于32mm的高强度钢,不低于焊缝总长的20%,且不小于200mm
渗透探伤
厚度大于32mm的高强度钢,不低于焊缝总长的20%,且不小于200mm
3.单元工程安装质量检验项目质量标准
合格标准:
(1)主控项目检测点应100%符合合格标准;
(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.3焊缝内部质量检查表
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
开/完工日期
项次
检验项目
允许偏差(mm)
实测值(mm)
合格数
优良数
质量等级
合格
优良
1
2
3
…
主控项目
1
射线探伤
一类焊缝不低于Ⅱ级合格,二类焊缝不低于Ⅲ级合格
一次合格率不低于90%
2
超1声波探伤
一类焊缝不低于Ⅰ级合格,二类焊缝不低于Ⅱ级合格
一次合格率不低于95%
3
磁粉探伤
一、二类焊缝不低于Ⅱ级合格
一次合格率不低于95%
4
渗透探伤
一、二类焊缝不低于Ⅱ级合格
一次合格率不低于95%
检查意见:
主控项目共_____项,其中合格_____项,优良_____项,合格率,优良率%。
一般项目共_____项,其中合格_____项,优良_____项,合格率,优良率%。
测量人
年月日
安装单位
评定人
年月日
监理工程师
年月日
注1:
射线探伤一次合格率为:
合格底片(张)/拍片总数(张)×100%;
注2:
其余探伤一次合格率为:
合格焊缝总长度(米)/所检焊缝总长度(米)×100%;
注3:
当焊缝长度小于200mm时,按实际焊缝长度检测。
表5.1.4表面防腐蚀质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求:
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量:
水工金属结构表面防腐蚀检验方法及数量
检验项目
检验方法
检验数量
钢管表面清除
目测检查
全部表面
钢管局部凹坑焊补
灌浆孔堵焊
检查(或5倍放大镜检查)
全部灌浆孔
表面预处理
清洁度按GB8923照片对比;粗糙度用触针式轮廓仪测量或比较样板目测评定
每2m2表面至少要有一个评定点。
触针式轮廓仪在40mm长度范围内测五点,取其算术平均值;比较样块法每一评定点面积不小于50mm2
涂料涂装
目测检查
安装焊缝两侧
测厚仪
平整表面,每10m2表面应不少于3个测点;结构复杂、面积较小的表面,每2m2表面侧点应不少于1个点;单节钢管在两端和中间的圆周上每隔1.5m测1个点
针孔检测仪
侧重在安装环缝两侧检测,每个区域5个测点,探测距离300mm左右
专用刀具
符合SL105附录E色漆和清漆漆膜的划格试验的规定
金属喷涂
目测检查
全部表面
测厚仪
平整表面上每10m2不少于3个局部厚度(取1dm2的基准面,每个基准面测10个测点,取算术平均值)
切割刀、布胶带
当涂层厚度小于或等于200μm,在15mm×15mm面积内按3mm间距,用刀切划网格,切痕深度应将涂层切断至基体金属,再用一个辊子施以5N的载荷将一条合适的胶带压紧在网格部位,然后沿垂直涂层表面方向快速将胶带拉开;当涂层厚度大于200μm,在25mm×25mm面积内按5mm间距切划网格,按上述方法检测
3.单元工程安装质量检验项目质量标准
合格标准:
(1)主控项目检测点应100%符合合格标准;
(2)一般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
优良标准:
在合格标准基础上,主控项目和一般项目的所有检测点应90%及以上符合优良标准。
水利水电工程
表5.1.4表面防腐蚀质量检查表
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
开/完工日期
项次
检验项目
允许偏差(mm)
实测值(mm)
合格数
优良数
质量等级
合格
优良
1
2
3
…
主控项目
1
钢管表面清除
管壁临时支撑割除,焊疤清除干净
管壁临时支撑割除,焊疤清除干净并磨光
2
钢管局部
凹坑焊补
凡凹坑深度大于板厚10%或大于2.0mm应焊补
凡凹坑深度大于板厚10%或大于2.0mm应焊补并磨光
3
灌浆孔
堵焊
堵焊后表面平整,无渗水现象
一般项目
1
表面
预处理
明管内外壁和埋管内壁用压缩空气喷砂或喷丸除锈,除锈清洁度等级应达到GB8923中规定的Sa级;表面粗糙度对非厚浆型涂料应达到Rz40μm~Rz70μm,对厚浆型涂料及金属热喷涂为Rz60μm~Rz100μm。
埋管外壁经喷射或抛射除锈后,采用改性水泥浆防腐蚀除锈等级不低于Sa1级
2
涂料涂装
外观检查
表面光滑、颜色均匀一致,无皱纹、起泡、流挂、针孔、裂纹、漏涂等缺欠
涂层厚度
85%以上的局部厚度应达到设计文件规定厚度,漆膜最小局部厚度应不低于设计文件规定厚度的85%
针孔
厚浆型涂料,按规定的电压值检测针孔,发现针孔,用砂纸或弹性砂轮片打磨后补涂
附
着
力
涂膜厚度大于250μm
在涂


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 金属结构 闸门 质量 评定 新制
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
 高中学生生涯规划之职业的世界(原创)PPT资料.ppt
高中学生生涯规划之职业的世界(原创)PPT资料.ppt
-
高中必修一生物2.2生命活动的主要承担着蛋白质PPT文件格式下载.ppt
-
促销赠品选择三条原则PPT推荐.ppt
-
高中感恩主题班会精华版PPTPPT资料.ppt
-
高中必修二有机化学PPT文件格式下载.ppt
-
高中新课程的理解与实践-王海燕-衡阳PPT课件下载推荐.ppt
-
高中安全教育主题班会pptPPT格式课件下载.pptx
-
保险信息技术应用(第四章)PPT推荐.ppt
-
保险会计学课件PPT课件下载推荐.ppt
-
保荐代表人考试-领导干部金融知识读本讲义1-2PPT文档格式.ppt
-
保温杯产品介绍(国际贸易实务)优质PPT.ppt
-
保险信息技术应用(第三章)PPT格式课件下载.ppt
-
保险学案例PPT文件格式下载.ppt
-
高中物理-优质课--弹力PPT文件格式下载.ppt
-
保险学05PPT格式课件下载.ppt
-
保险学概论第11章优质PPT.ppt
-
保税货物报关程序PPT推荐.ppt
-
高中文明礼仪主题班会:诚信与交往ppt课件优质PPT.ppt
-
高中热力学定律PPT文档格式.ppt
