 空分检修方案.docx
空分检修方案.docx
- 文档编号:24320518
- 上传时间:2023-05-26
- 格式:DOCX
- 页数:24
- 大小:58.93KB
空分检修方案.docx
《空分检修方案.docx》由会员分享,可在线阅读,更多相关《空分检修方案.docx(24页珍藏版)》请在冰豆网上搜索。
空分检修方案
气体厂16000m3/h空分系统检修方案
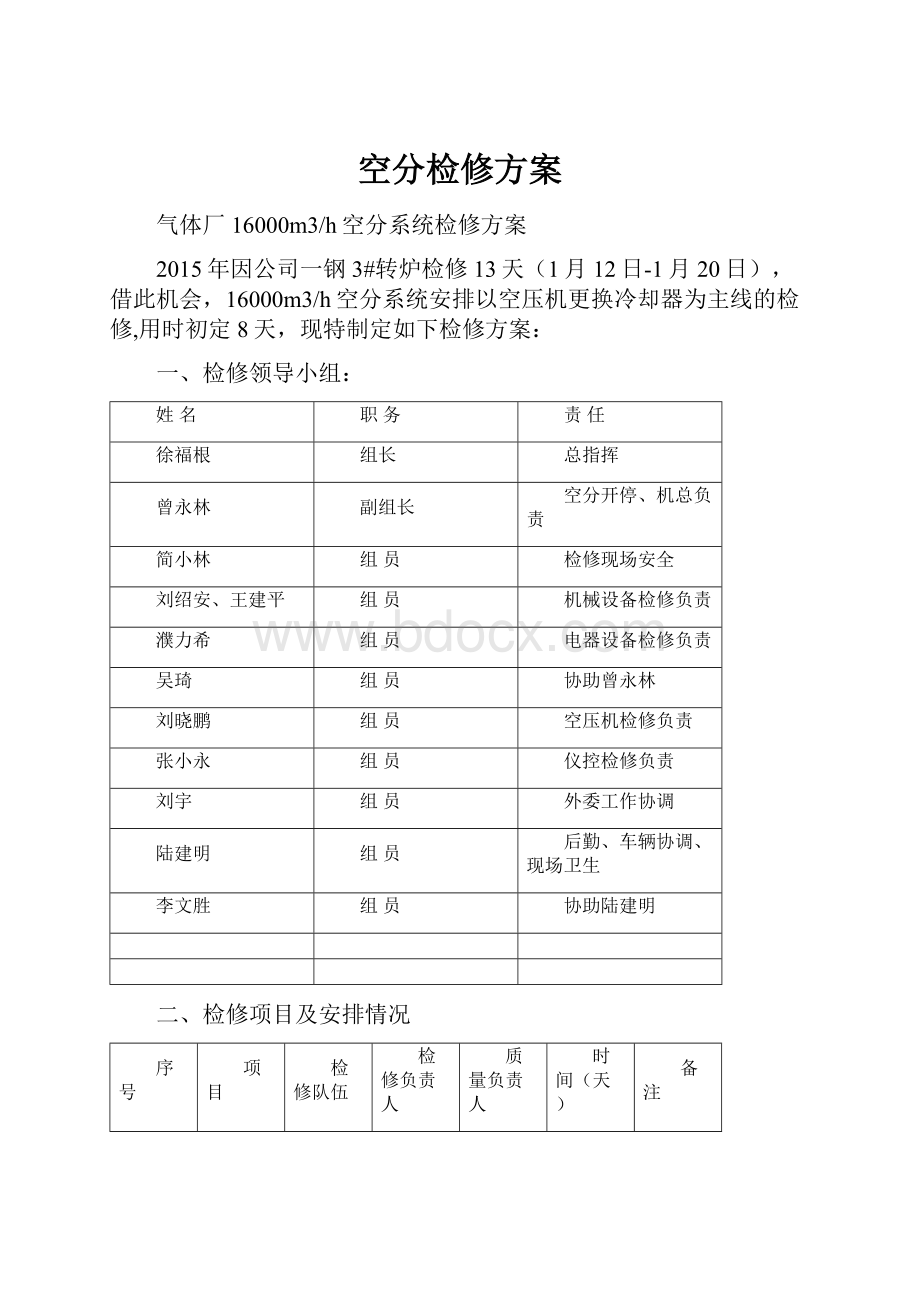
2015年因公司一钢3#转炉检修13天(1月12日-1月20日),借此机会,16000m3/h空分系统安排以空压机更换冷却器为主线的检修,用时初定8天,现特制定如下检修方案:
一、检修领导小组:
姓名
职务
责任
徐福根
组长
总指挥
曾永林
副组长
空分开停、机总负责
简小林
组员
检修现场安全
刘绍安、王建平
组员
机械设备检修负责
濮力希
组员
电器设备检修负责
吴琦
组员
协助曾永林
刘晓鹏
组员
空压机检修负责
张小永
组员
仪控检修负责
刘宇
组员
外委工作协调
陆建明
组员
后勤、车辆协调、现场卫生
李文胜
组员
协助陆建明
二、检修项目及安排情况
序号
项目
检修队伍
检修负责人
质量负责人
时间(天)
备注
1
空分停机排液吹扫
运行车间
袁青平
曾永林
第1天
2
老系统氧气管道吹扫准备工作
维修车间
刘青
刘绍安
第1天
吊机
3
隔音板等附件拆除
建设公司
检修前准备
3
空压机冷却器更换、回装、清洗
建设公司
刘晓鹏
第2~4天
4
二、三级入口管、扩压室拆除,叶轮清洗、探伤及其回装
维修车间
刘绍安
刘晓鹏
第1~6天
视行车情况
5
主油泵进口止回阀检查、油系统漏点处理
维修车间
刘绍安
刘晓鹏
第4天
6
导叶、放空阀、探头、V102等空分阀门检查、调试
自动化部
蒋麟
张小永
自行安排
搭架子
7
V103执行机构检查或更换
自动化部
蒋麟
张小永
第3天
8
隔音板回装
建设公司
刘晓鹏
第6天
9
16000冷冻机DN100PN16截止阀更换
维修车间
刘青
刘绍安
第2天
10
V111~V114阀门更换
建设公司
张小永
第2天
需吊机2台
11
阿牛巴流量计(4台)更换
建设公司
曾永林
第3~4天
需吊机
12
安全阀校验
本厂钳工自动化部配合
刘青
吴琦
视情况安排
需吊机
13
空分开机
运行车间
袁青平
曾永林
第8天
14
老系统氧气管道吹扫
维修、运行车间
刘绍安
曾永林
第5天
6小时
15
9#冷却塔风机上水阀更换
维修车间
刘青
刘绍安
第3天
16
6000、16000水系统改造
建设公司
徐文伟
第2~4天
17
V3阀阀芯更换
维修车间
刘青
刘绍安
第2天
三、16000m3/h空分检修开、停机操作安排
时间安排
工作内容
负责人
第一天6:
30(视实际生产情况定)
将下塔液空逐渐打入上塔(控制在200mm),将粗氩二塔液位控制在500mm,主冷液氧排入储槽,在停机前尽可能降低主冷及粗氩二塔液面。
章小兵
7:
30
停2#低压氧透,关闭低压氧联通阀,停11000氮压机,关闭低压氮联通阀,停膨胀机,停氩系统。
章小兵
8:
00(视实际生产情况定)
空压机低负荷对主冷、下塔液体、粗氩二塔、精氩塔排液体并加温主塔,待塔内各点温度达到-100℃左右,停空压机空分全面停车。
水系统停泵后,利用空冷塔的压力将管路中的水返入水池。
章小兵
14:
00
排塔内及分子筛、空冷塔的压力。
下塔通入仪表空气,检查空分塔各管道容器内余液排尽。
对系统进行充空气保压,打开液氧及返灌液氧管吹除阀进行管路置换,分析含氧小于23%关闭。
章小兵
第二天至第八天
进行更换空压机冷却器、更换4个流量孔板、更换V111-114阀等检修作业。
章小兵
第八天9:
00(视实际生产情况定)
启动空压机,塔内充压,各管路吹扫。
章小兵
10:
30
启动膨胀机空分对塔内全面冷却
章小兵
16:
00
主冷开始积液,至300mm时全部排放,重新积液至200mm
章小兵
18:
00
对主冷进行液氧返灌
章小兵
23:
00
主冷液面达到3500mm时开始调纯
章小兵
第九天0:
30
氧气、氮气产品达标,启动氧压机、氮压机
章小兵
01:
30
氩系统深冷、积液、返灌
章小兵
6:
30
启动氩流程泵
章小兵
16:
00
氩系统全面达标
章小兵
四、16000空分检修期间的氧氮平衡
根据新钢公司的安排,利用一钢停一座转炉及二铁停一座高炉的机会,对16000空分进行检修,期间运行2台25000、20000空分。
以下表格数据是根据2014年7月25至9月18月新钢公司各单位氧氮用量计算出来的。
用户用量
氮气使用量(Nm3/h)
氧气使用量(Nm3/h)
用户总用量
98000
97000
一钢停一炉,减少用量
-8000
-10000
二铁停一炉,减少用量
-4000
-4000
合计用量
86000
83000
供应量
2台25000空分带两台氮透
67000
52000
20000空分
24000
25000
16000空分
0
0
合计供应量
91000
77000
缺口
0
6000
氧压机运行模式:
1、20000空分运行一台中压氧压机;
2、25000空分运行1#中氧压机与1#低压氧压机运行。
如果汽化量较大(优先汽化500m3贮槽区液氧),25000空分还有产能未释放出,则应运行两台中压氧透,停止1#低压氧透运行。
氮压机运行模式:
1、20000空分运行两台低压氮透;
2、25000空分运行两台中压氮透。
3、如果用户氮气用量还有缺口,由16000空分进行液氮汽化进行补充,不足时再由25000空分汽化。
五、检修安全环保规定
由于本次检修时间紧,检修项目多,任务重,检修系统中还可能存有很大的不确定因素,为确保检修的安全,特制定以下规定:
(一)各参战部门/工段、班组以及检修人员必须牢固树立“安全第一,预防为主”的思想,当安全与检修,安全与进度发生矛盾时,必须遵守先处理好安全问题再检修的原则。
在此期间,当检修与生产出现矛盾时,生产让位检修,同时要认真处理好边生产边检修的关系。
(二)各参战部门/工段、班组对检修项目必须制定严密的检修措施(包括考核),层层落实到人,确保检修安全。
(三)凡参加检修的人员在检修前必须认真学习有关《安全规程》、《25000m3/h空分检修安全环保规定》、《检修安全管理制度》等,熟知检修方案,严格按规程认真填写和实施《检修安全报告书》内容,程序为:
接受任务→勘察现场→预测危险因素→制定安全技术措施→填写安全报告书→报设备所属单位和检修承揽单位的机动部有关领导或(車间安全员)初审→再送安全生产部审核→主管经理批准→严格组织实施。
(四)每个检修项目必须制定项目负责人。
凡两人(含两人)以上作业必须指定项目安全负责人,项目安全负责人督促检查本项目安全措施落实情况,发现问题有权制止作业。
(五)各委托部门必须要与有资质的受委托单位签订好《安全协议》,明确相互职责和义务,向受委托项目负责人进行书面安全交底,并由受委托项目负责人按程序填写《检修安全报告书》,受委托单位填写的《检修安全报告书》必须经委托单位的安全部门审核确认并签字,用以确认交底情况是否得到体现。
(六)各参战单位(含外委单位)应严格遵守以下安全规定:
1、外来人员进入生产区域要登记并接受安全教育,不得带火种。
2、进入现场必须正确穿好工作服、工作鞋、戴好安全帽。
高处作业必须系好安全带,安全带要高挂低用,无高挂条件可平挂平用,严禁低挂高用。
严禁向下抛物。
3、检修过程中严格执行“进入受限空间作业许可证”、“工作票”、“双挂牌制”、“申请单”、“确认制”和“监护制”等制度。
4、停、送(水、电、氧、氮、氩气)操作必须严格执行专人负责制,严禁多人指挥,各种口头或电话指令必须复述,确认后执行。
5、在金属容器内、或潮湿区域检修作业,照明灯电压不得超过12V,
6、移动式照明灯电压不得超过32V。
潜水泵必须装有漏电保护装置。
电焊机必须符合安全要求并做好接地。
气瓶摆放距离符合规定。
7、检修完毕后,其它安全装置(联锁报警、盖、套、栏、罩、接地)等要及时恢复。
8、检修期间动火一律按动火九条程序填写动火单。
接受任务——→现场勘查——→填写《动火许可证》——→安全生产部审核签名——→单位主管经理审核签名——→施工前交底——→落实各项防范措施——→项目负责人确认签字——→施工。
动火前必须对环境和容器、管道中的气体含量进行检测(氧气含量小于23%大于19%)后方可检修动火。
9、各种起吊用具要严格检查,确认无误后方可使用。
挂吊指挥程序:
作业准备——发出要求指令——捆绑吊物——发出落钩指令——挂钩、协助起重机械点动受力(采用安全方法)——指挥起吊——随物护道——指挥下落——摘钩。
起重机械操作员作业程序:
作业准备——接受要求指令——鸣铃瞭望——确认吊物位置及吊运对象——开到吊物位置——判断吊物特性——落钩——接受指令点动受力——接受指令起吊、运行(注意吊物周围人与环境)——开到落物位置——接受指令落物——升钩至安全位置(摘钩后)——本吊作业完毕。
指挥人员必须站在安全位置进行指挥并做到指挥信号清晰明了,严格执行GB5082-85《起重吊运指挥信号》。
起重机械操作人员应遵守(十不吊)。
10、项目负责人组织参检人员学习《检修安全报告书》、《动火许可证》要熟知项目检修过程中的危险因素和安全措施,否则不能进入现场检修。
11、有交叉作业、混岗作业的单位,互相要明确各自的职责,联络信号和联络人,项目结束调试和验收时相互之间要有书面确认。
12、现场线路、管路、及有碍作业的其它设施在情况不明时严禁作业。
13、与氧气接触的设备、阀门、管道、容器,检修时严禁被油脂污染,必须严格脱脂,并防止二次污染。
14、电气设备的检修,以电气工作票为准,无票不能工作。
仃电的线路、分柜必须验电,确认无电后在规定的位置做接地线。
电气设备和线路上的接地线要求自装、自拆、不得有误并做好记录。
15、停、送电操作认真填写电器操作票。
16、所有检修项目必须认真做好危害辩识和风险评价工作,落实好防范和监控措施。
17、参加检修的单位和检修人员,必须服从命令,做到一切行动听指挥。
18、进入容器内检修或扒沙必须进行氧含量检测、氧含量小于23%大于%方可进入作业。
19、进入容器、管道、装置等区域内作业,必须严格遵守《进入受限空间作业安全管理规定》。
可靠切断与外界联接的管道、阀门并打好盲板挂牌。
填写好《进入受限空间作业许可证》后方可作业。
(七)、检修期间环保要求
1、主体设施检修完,必须同步安排环保设施的恢复。
2、检修过程中清洗各类设备(设施)后的清洗液必须集中统一处置,严禁随意排放。
3、检修过程中产生的各类废矿物油、含油破布应集中统一收集交设备材料部,严禁随意乱丢乱排。
4、检修前应该先对各类设备(设施)内的污染物进行妥当处理,禁止排放各类废水、污泥等。
5、在未配备冲洗废水沉淀池的情况下检修期间禁止用水冲洗地面及各类设施(设备)。
6、检修结束后,必须清理现场各类杂物,分类回收,统一处理。
(八)、检修安全环保考核
1、检修和工程碰头项目没有按九条程序填写《检修安全报告书》,核减安全奖200元。
2、检修前未组织检修参加者学习《检修安全报告书》,核减安全奖200元。
3、项目单位没有向检修单位进行现场安全交底,也没有签订好《安全协议》,明确各自的职责和义务,各核减安全奖200元。
4、检修项目没有项目负责人和安全负责人,核减安全奖200元。
5、检修安全措施没有专人负责落实,核减安全奖200元,造成人员伤害事故的,按相应事故级别的200%考核。
6、有交叉作业的场所,上、下无联络信号和联络人,核减安全奖100元。
(九)对于违章停送电、违章动火、违章引送气及其它会造成严重后果的“三违”行为,一律按重大险肇事故论处。
(十)一旦发生事故要立即组织现场抢救并保护好现场,避免事故扩大,并立即按正常程序上报。
(十一)本规定望所有参检单位认真遵照执行,并制定适合本单位具体安全规定。
新钢气体公司
2014年12月28日
附件116000m3/h空分停开机操作、置换方案
16000m3/h空分计划于2015年1月12日开始,进行为期8天的停机检修,因要更换V111-V114阀及出冷箱低压氧氮流量计,需保持空压机及氮水预冷、分子筛系统正常运行,对塔内进行大排液,并使塔内加温至-150℃再停机。
开机过程采用液氧、液氩返灌方式,以往空分塔内加至常温开机,采用返灌液氧从空压机启动到产品氧氮合格要28小时,本次预计要15小时。
下面是进行液氧返灌的具体开车操作方案:
一、16000m3/h空分检修开、停机操作方案安排
时间安排
工作内容
负责人
第一天6:
30(视实际生产情况定)
将下塔液空逐渐打入上塔(控制在200mm),将粗氩二塔液位控制在500mm,主冷液氧排入储槽,在停机前尽可能降低主冷及粗氩二塔液面。
章小兵
7:
30
停2#低压氧透,关闭低压氧联通阀,停11000氮压机,关闭低压氮联通阀,停膨胀机,停氩系统。
章小兵
8:
00(视实际生产情况定)
空压机低负荷对主冷、下塔液体、粗氩二塔、精氩塔排液体并加温主塔,待塔内各点温度达到-100℃左右,停空压机空分全面停车。
水系统停泵后,利用空冷塔的压力将管路中的水返入水池。
章小兵
14:
00
排塔内及分子筛、空冷塔的压力。
下塔通入仪表空气,检查空分塔各管道容器内余液排尽。
对系统进行充空气保压,打开液氧及返灌液氧管吹除阀进行管路置换,分析含氧小于23%关闭。
章小兵
第二天至第八天
进行更换空压机冷却器、更换4个流量孔板、更换V111-114阀等检修作业。
章小兵
第八天9:
00(视实际生产情况定)
启动空压机,塔内充压,各管路吹扫。
章小兵
10:
30
启动膨胀机空分对塔内全面冷却
章小兵
16:
00
主冷开始积液,至300mm时全部排放,重新积液至200mm
章小兵
18:
00
对主冷进行液氧返灌
章小兵
23:
00
主冷液面达到3500mm时开始调纯
章小兵
第九天0:
30
氧气、氮气产品达标,启动氧压机、氮压机
章小兵
01:
30
氩系统深冷、积液、返灌
章小兵
6:
30
启动氩流程泵
章小兵
16:
00
氩系统全面达标
章小兵
二、停机、开机操作方案
(一)检修前一天准备工作
1、将照明应急灯、F扳手工具、隔离带、冷箱防冻板准备到位。
2、检查确认空分仪表气源并网导通使用。
3、检测仪表空气露点-60℃。
4、液氧槽车装好一车。
(二)停机操作
第一天
6:
3025000空分、20000空分及氧透、氮透保持满负荷运行。
逐步将16000空分下塔液空液位设低为200mm,粗氩二塔液位设低为500mm,尽量导入上塔转产液氧,膨胀机减量运行;同时预冷空分活塞汽化泵应急备用。
7:
30得到停机通知后,停氩系统(注意可靠关闭进槽前截止阀及储槽回气截止阀),流程液氩泵保持运行尽量降低二塔液位;停2#低压氧透,关闭联通阀;停11000m3/h氮透,停膨胀机,停流程液氩泵关闭16000空分至25000空分低压氮气联通阀。
视管网压力情况,决定是否启动氧气化。
6:
50空透减量运行,压力控制,当氧气纯度低于99%,停止进槽,将下塔液体全部打入上塔,逐步关小V11,V3阀(注意保持空透放空、导叶自动状态);空透减负荷,排气压力420Kpa,空气引流排空主冷、粗氩塔及精氩塔液体。
8:
00对上下塔、氩系统排液。
液体排完后,对塔内加温。
空压机保持最低负荷420KPa左右,导叶、放空投入自动状态,进行以下操作:
(1)打开冷箱壁上空气进下塔V301阀、产品氮气进主换前吹除阀V302、污氮V303、主冷氧侧液氧排放管线吹除阀V352加温(做好冷箱壁防冻措施)。
(2)稍开启动管线V201与V202。
(3)关闭空分进500m3液氧储槽根部截止阀,打开排放阀,加温置换液氧进储槽管道。
(4)加温液氧返灌流路、V103氧气放空保持开度,对塔内所有氧管线吹扫置换。
(5)开粗氩二塔底部排液阀V755,粗氩放空阀V712加温粗氩塔。
(6)开V705,打开进氩储槽前吹除阀,加温精氩塔。
待主冷氮侧温度达到-150℃左右,停氮水预冷系统、停止空压机运行,关闭空分系统相关阀门。
14:
00对塔内卸压,开V301、V302,压力排空后,开仪表空气经Ф50管由V108入下塔,塔内充气防止空气倒吸。
待空压机冷却器温度降低后,停水系统工作。
利用空冷塔的压力将管路中的水返入水池,再将分子筛压力卸掉。
(三)液体排放完全规定:
1、空分排液前,班长及岗位人员应在门卫处及其它两个路口,拉好警戒隔离带,并通知门卫人员,防止站内机动车辆启动或过往。
2、液体排放前检查现场所涉及区域进行认真检查确认无动火,无车辆启动驻留,确认周围无明火、可燃物后方可通知排放液体。
3、液体排放应走喷射器,并用空气进行引流,排放快慢程度以液氧不溢流到地面为准,若时间充裕尽量将排放速度放小一点。
4、液氧排放区的非安全距离内不得随意操作电器开关、动火、硬物打击。
5、操作人员离开液氧区域30分钟后方可接触火源。
(四)空分装置开机
第九天
9:
00做空分开机准备工作:
调试阀门、检查空分阀门状态,启动水系统,检测塔内露点-60℃,停止塔内充压。
9:
30按《16000空分作业操作指导书》启动空压机,按要求升压运行,开V301阀、V302、V303、V352吹除20分钟后,开产品氧、氮、污氮放空调阀,将主换加温吹扫至-80℃~-100℃。
10:
30启动2台膨胀机,预冷返灌液氧管,液氧槽车升压。
16:
00主冷开始积液,至300mm时全部排放,重新积液至200mm
18:
00检查主冷排出液体,对主冷返灌液氧。
23:
00主冷液面达到3500mm时,停一台膨胀机,进入调纯阶段,并预冷流程氩泵。
第十天
0:
30氧、氮气纯度合格,启动氧压机、11000氮透低压氮气并网。
1:
30氩系统深冷、积液、返灌。
6:
30启动流程氩泵,开V701氩系统投入工作。
16:
00AI704、AI706值达标,液氩管道进行置换合格后,液氩进储槽。
三、16000m3/h空分停机后置换方案
此次16000m3/h空分停机检修,由于需要更换V111-V114阀、低压氧、氮管量计装威力巴流量计,牵涉到塔内管道容器低温对大气及出塔低压氧、氮管动火作业。
所以检修期间塔内充气保压、置换工作十分关键。
现制定以下检修前空分置换、充气保压方案。
1、空分氩系统停,氧透、氮透停机后,对上下塔、粗氩塔、精氩塔等塔内容器、管道排液,并对塔内加温。
2、加温过程加温流路。
空压机保持最低负荷420KPa左右,导叶、放空投入自动状态。
(1)打开冷箱壁上空气进下塔V301阀、产品氮气进主换前吹除阀V302、污氮V303、主冷氧侧液氧排放管线吹除阀V352加温(做好冷箱壁防冻措施)。
(2)稍开启动管线V201与V202。
(3)关闭空分进500m3液氧储槽根部截止阀,打开排放阀,加温置换液氧进储槽管道。
(4)加温液氧返灌流路、V103氧气放空保持开度,对塔内所有氧管线吹扫置换。
(5)开粗氩二塔底部排液阀V755,粗氩放空阀V712加温粗氩塔。
3、当主冷氮侧温度加至-150℃左右,检测各吹除口含氧小于23%,关闭以上各阀,关闭所有外排阀,包括产品放空调节阀。
空压机停机后,打开V301下塔泄压,打开V303上塔卸压。
塔内卸完压力后,稍开仪表空气与下塔压力氮DN50联通阀,对下塔、上塔充气保压,以防施工过程空气倒吸,压力控制5Kpa左右。
4、关闭氧、氮出冷箱第一道DN500碟阀,脱开阀前阀兰,检测含氧量合格后小于打盲板;V7管后出冷箱截止阀后打盲板;液氧返灌流路加温好关闭吹除阀后,对充车液氧泵加温。
5、检修过程始终保持塔内充干燥空气。
6、更换过程建议V111-V114更换与产品氧氮流量计更换应该一个通道一个通道来进行,不要两个及两个以上同时进行,防止流路都敞开后,由于各通道阻力不同,塔内卸压过程气体流动与大气形成通路,产生引流作用,使外界空气倒吸入板式冻结的危险。
附件2新钢老系统氧气管道吹扫方案
一、原因:
因氧气管道已经多年未吹扫,随使用年限的增加,其内铁锈、铁屑及焊渣会在氧气管道上的过滤器内堆积,有可能造成氧气管道的燃爆事故,为确保氧气管道的安全性,按照国标《深度冷冻法生产氧气及相关气体安全技术规程》第 规定的碳钢氧气干管宜每五年进行一次吹扫,需对氧气管道进行一次全面吹扫,吹扫用气源为氮气。
二、受影响单位
氧气影响:
第二炼铁厂、一钢厂、中厚板厂、线棒材厂、第一检修厂、生产服务部废钢库
三、影响时间:
2015年1月16日12:
00--20:
30。
共计8小时30分。
四、组织机构
组长:
邓惠荣
组员:
裘井民吉运宗曾永林
气体厂操作负责人:
张小永
气体厂吹扫质量检测人:
刘宇
四、吹扫方案
(1)准备工作
1、提前一天将本厂内氮气管通过一根Φ80的无缝管与氧气管进行连接,阀门暂时不开。
2、提前一天把送一钢两路调压阀组中1#切断,留2#调压阀组保持正常工作,把1#调压阀组上的氧过滤器拆除,调节阀前移,仪表管将气源管重接,让调节阀能遥控操作,同时将1#650氧球罐走安全阀管道朝上卸压。
3、在1#调节阀后加装弯头作为临时吹扫管道,弯头朝上。
4、各相关用户单位提前一天备好检修用瓶氧。
5、提前一天将6、7、8、11#高炉中压氧气调压阀组所有截止阀关闭后,由二铁将第一道截止阀后压力卸掉,之后脱开该截止阀后法兰插上米字盲板。
(2)吹扫
1、由总调通知各受影单位停止用氧。
各相关单位由专人负责,确保用气阀关闭。
16000空分停机,20000空分正常运行,停止氧透运行,关闭16000与20000空分氧透后的氧气送出阀,将20000氧气送到低压氧透,将2#25000氧气放散,氮透运行保证老系统管网氮气压力。
耗时30分钟
2、把老系统氧球罐进口阀全关闭,氧气球罐不卸压,把肖家平台氧气联通阀关闭,切断新老系统氧气的联通,之后通知操作人员关闭老球罐区原正常使用的2#氧气调压阀组前截止阀,打开已经拆除过滤器的1#调压阀组进口阀,调节阀保持关闭状态。
1个小时
3、缓慢打开1#调节阀进行卸压,同时缓慢打开1#650氧球罐进气阀,通过球罐卸压,两路同时卸压,注意控制流速不能太快。
1个小时
4、卸压结束后关闭1#调节阀和1#650氧球罐进气阀由气体厂操作人员开氮气阀给氧管充压到。
30分钟
5、当压力达到后,迅速打开1#调节阀卸放,从而达到吹扫目的,反复充放几次,用油漆标靶检测干净为止。
2个小时
6、吹扫结束后关闭1#调节阀及截止阀。
20分
7、重新充压到后,分别对二铁6、7、8、11#高炉进行吹扫作业,吹扫方式为打开截止阀让气源走脱开的法兰处吹出,直到干净为止,关闭所开截止阀。
1个小时
8、吹扫结束后对脱开的法兰进行复位。
2个小时
9、将老球罐2#调节阀前截止阀打开,做好送气准备。
10、为安全起见重新充氮后再考虑后面送气操作。
(3)送气
1、气体厂报告总调准备送气。
由总调通知各用户准备送气,得到总调通知后打开一个有压力的氧气球罐进气阀的旁通小阀向管网充压送气,均衡后再打开肖家平


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 检修 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《当代世界政治与经济》.docx
《当代世界政治与经济》.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
《个人能力提升计划》.docx
-
《教务管理课程管理系统》系统分析实验报告docx.docx
-
《弟子规》全文带拼音.docx
-
《海底两万里》名著导读及检测试题教学内容.docx
-
《氓》导学案答案.docx
-
《吞食天地2诸葛孔明传》完全攻略.docx
-
《再见了母校》诗歌朗诵稿6篇范文.docx
-
《铸造工艺说明书》word版.docx
-
12Unit9TheDamnedHumanRace.docx
-
27魏利金主讲郑州关于举办建筑结构设计疑难问题及结构施工图设计及审图常见问题专题1.docx
-
《电力建设工程质量监督检查典型大纲》风力发电部分.docx
-
《和孩子划清界限》读书笔记.docx
-
《莫泊桑小说两篇》doc.docx
-
《网络设备安装配置与调试》试题B卷.docx
-
《安全生产技术》第一章第一节.docx
-
《高级计算机网络》课程综述.docx
-
《检验核医学》教学大纲.docx
-
《大学英语》第6段段落与课文翻译.docx
-
《构造地质学》作图题例题.docx
-
《流体力学与热工基础》教学大纲重点难点.docx
-
《索证索要制度》.docx
-
《中医临床护理学》试题库及答案六.docx
-
2汽车装配工艺及调试技术10页word.docx
-
5 草船借箭教案.docx
-
《管理会计》试题库选择.docx
-
《麻雀》教案.docx
-
《砼渗水整改措施》.docx
-
《语言学纲要》 叶蜚声徐通锵版复习.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
韩国美食.docx
-
焊接及NDE.docx
-
杭州市机动车维修企业年度检查登记表.docx
-
初中同学聚会祝酒词.docx
-
传送带专题.docx
-
CATIA有限元分析计算实例完整版.docx
-
大通县北川节能建材产业园项目引进及入驻管理办法.docx
-
智能交通系统考试重点.docx
-
大学毕设论文创业园公共租赁项目住宅楼及地下室项目工程施工组织设计.docx
-
中层干部个人述职报告范文.docx
-
大学生个人入党自传3000字.docx
-
中国古代史电子教本.docx
-
1CentOS下搭建hadoop伪分布式.docx
-
《中级财务管理》预习题二十一.docx
-
财务管理考试第一套题详解.docx
-
产品成本核算讲义.docx
-
招聘管理系统规章制度和表格.docx
-
超准的情商测试题5.docx
-
浙江省宁波市十校新编高三适应性考试语文试题有答案.docx
