 压铸车间现场管理评估.docx
压铸车间现场管理评估.docx
- 文档编号:24290699
- 上传时间:2023-05-26
- 格式:DOCX
- 页数:19
- 大小:342.32KB
压铸车间现场管理评估.docx
《压铸车间现场管理评估.docx》由会员分享,可在线阅读,更多相关《压铸车间现场管理评估.docx(19页珍藏版)》请在冰豆网上搜索。
压铸车间现场管理评估
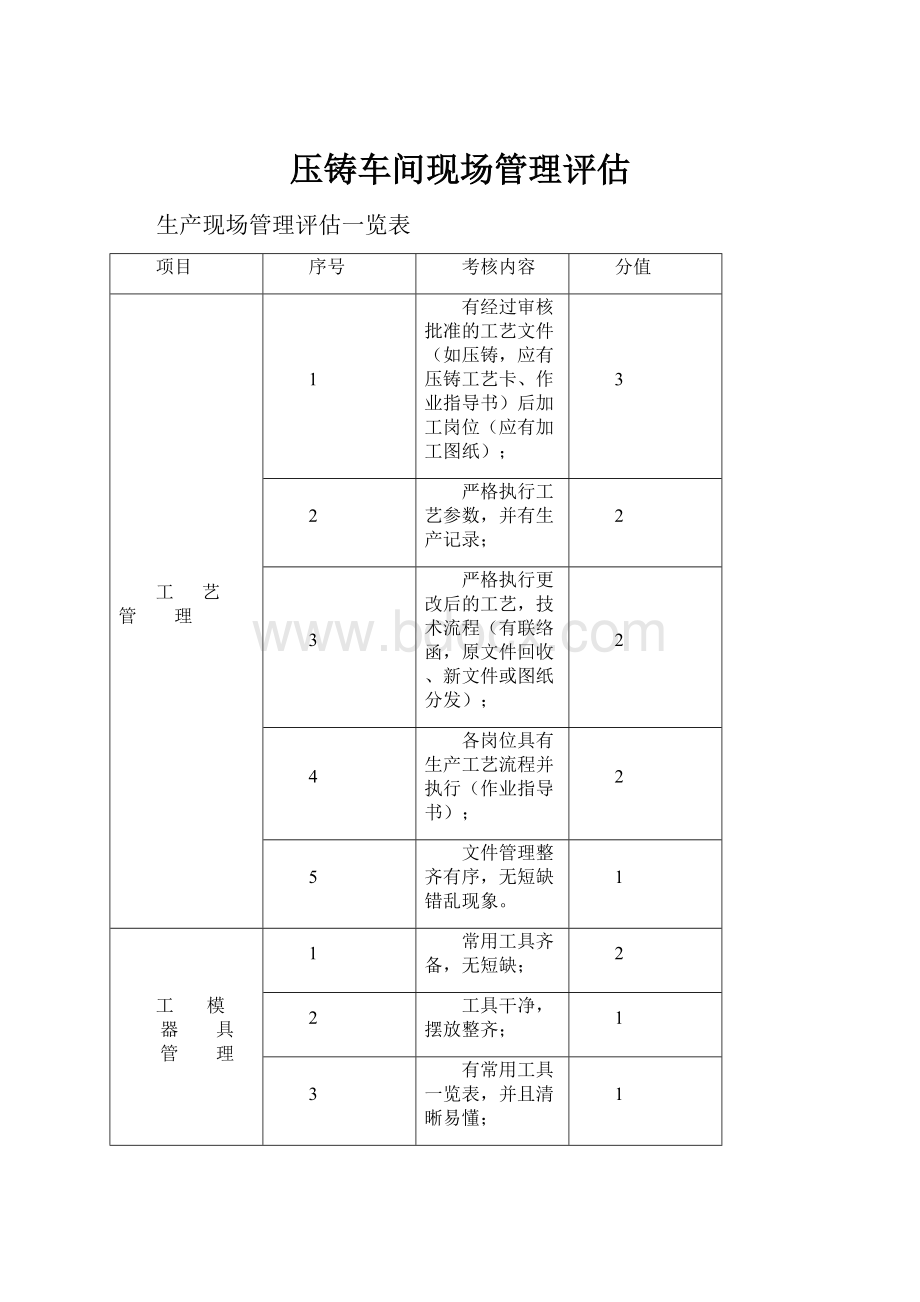
生产现场管理评估一览表
项目
序号
考核内容
分值
工 艺 管 理
1
有经过审核批准的工艺文件(如压铸,应有压铸工艺卡、作业指导书)后加工岗位(应有加工图纸);
3
2
严格执行工艺参数,并有生产记录;
2
3
严格执行更改后的工艺,技术流程(有联络函,原文件回收、新文件或图纸分发);
2
4
各岗位具有生产工艺流程并执行(作业指导书);
2
5
文件管理整齐有序,无短缺错乱现象。
1
工 模 器 具 管 理
1
常用工具齐备,无短缺;
2
2
工具干净,摆放整齐;
1
3
有常用工具一览表,并且清晰易懂;
1
4
生产现场无闲置不用的器具;
1
5
制造模具摆放整齐,有醒目标识,保养得当;
2
6
有模具(夹具)管理档案,并及时记录变化情况。
3
质 量 管 理
1
生产现场有完备的质量保证系统(责任人、工具、管理程序、制度);
3
2
每个操作点都有作业标准书;
2
3
质量检测工具齐备、精密能满足产品要求;
1
4
生产人员了解正产品的质量标准;
1
5
每批产品有不良率统计分析;
1
6
有不良品处理程序并严格执行。
2
成 本 控 制 管 理
1
材料限额领用、生产总量定额生产;
1
2
可目视的材料利用程度达到最大;
3
3
生产现象作业平衡,无窝工、停工待料现象;
1
4
无水电空耗现象(如机器启动无人操作,下班后水电未关);
1
5
无材料超额使用现象(如脱模剂、喷漆、喷胶量等);
1
6
无机器故障引发浪费不处理现象(如因压射杆、交口套同心度不够引起的冲头浪费或控电系统故障引起的电资源浪费);
2
7
生产现场无呆滞品,无超额生产现象。
1
设 备 管 理
1
每台设备均有完成的维修保养记录、资料卡、并明确责任人;
2
2
危险的地方有醒目的危险标志;
1
3
设备保养点检记录完全执行、无中断;
3
4
操作人员经公司专业人员培训,并考核合格后上岗;
2
5
近一年来无因操作错误引起的重大事故。
2
材 料 管 理
1
材料排放整齐有序,有明显标志;
2
2
生产现场管理人员能及时掌握材料情况;
2
3
生产现场材料按公司规定定量存储;
2
4
生产现场无老化,残次品现象;
1
5
废料堆里无可重复利用的材料。
3
安 全 管 理
1
各车间应有切实有效的安全作业规范;
3
2
生产现场有危险位置应有醒目标志或已作处理;
1
3
生产及安全通道畅通;
1
4
所有的安全保护设施正常(如消防栓、灭火器等);
1
5
危险系数高的岗位,操作人员应经过专业培训并考核合格后上岗(如压铸、熔炼、粘结、车床、磨内外弧、磨皮);
2
6
生产人员能熟练并执行安全操作规范;
1
7
定期检查、检修危险因素(如电线老化、负荷过大等)。
1
人 员 管 理
1
新员工培训上岗,有培训考核内容,员工能熟练掌握;
2
2
出勤良好,记录齐备;
2
3
工作态度良好,无闲聊、串岗、吃零食及抽烟等现象;
3
4
技术不熟练人员有现场指导;
1
5
生产现场人员能维护公司形象,保守机密。
2
产 品 管 理
1
产品摆放整齐,分类清晰;
1
2
以周转箱为单位建立生产流程卡,标注有明确的作业状态及数量;
2
3
无跨工序的批量性不良品;
2
4
无长期未处理的呆滞品;
1
5
生产数量统计准确,报表及时;
1
6
有产能统计,有才能达成率分析;
2
7
作业数量不正常现象,管理人员有跟踪排查。
1
5S 管 理
1
现场区域划分清晰,一目了然;
1
2
物品按规定区域摆放整齐;
2
3
现场无闲置长期不用或废弃的设备;
2
4
现场无废料或已不可用的模具、夹具、工具或其他废弃物;
2
5
整体环境清洁,无废水、废油、垃圾、灰尘等;
2
6
有员工关于技能、安全、素养等方面的培训记录。
1
深入浅出学PQ图
压铸机的特性曲线ML线(能力曲线)
当压室(熔杯)内没有注入溶化金属时,除设备元件的阻力外,压射活塞运动没有其他任何阻力。
在这种情况下,压射速度为最大,因为随储能器液压油充入压射缸,压射活塞运动速度可以增大到整个设备装置的压力损失与储压器的压力相等为止。
当设备在没有金属液注入运行时,该速度称为空压速度(快速压射速度控制阀完全开启),并用Vko符号表示。
此时的空压速度可以测量,空压速度和储压器压力(也可以进行测量)是确定设备能力和性能的关键参数。
有两种方法可以使压射活塞运动的速度慢于最大速度Vko。
一种是关小快速压射速度控制阀开口,另一种方法是对活塞的运动施加阻力,对活塞施加阻力与增加活塞运动压力是等同的。
当金属液被推入模具型腔内时,正好可为活塞运动提供阻力,随着负荷增大,压射缸内的压力也必须增大,其对活塞施加的力与阻力负荷相同。
在Vko(最大速度)情况下,压射缸内的有效压力为零,随着压射速度的下降,压射缸内的压力增大直至在速度为零时与储压器的压力相等。
其有如下关系:
式中:
Pk 压射缸内的有效压力
Phs 液压系统储能器压力
Vk 压射活塞速度
Vko空压射速度
压射缸中的有效压力pc和活塞速度vp是确定压铸设备压射装置可提供的工作的能力,压射装置的主要工作是将金属液推入模具的浇口系统。
PQ图上的ML线是描述压铸设备作用于金属液上的流量和压力关系。
对于一台压铸设备来说,流量和金属压力的关系取决于压射冲头直径的选择。
当压射冲头直径确定后,冲头运动的速度与压射冲头的容积流量比之间有直接的关系。
其关系如式
(2)、(3)、(4)所示:
式中:
Q 压射金属流量
Vp压射冲头推动金属液的速度
dp 压射冲头的直径
Ap 压射冲头的面积
压铸设备作用于金属液上的压力,是由压射缸液压压力通过压射冲头转移到压室金属上来进行计算的。
可以通过式(5)计算,这里所用压射缸压力整个压射循环中的充型阶段压射缸内的液压压力,而不是最后的增压压力。
式中:
P 金属上的压力
Pk 压射缸内的有效压力
dk 压射缸活塞的有效直径
dp 压射冲头的直径
压射冲头与压射缸活塞通过压射杆刚性连接,所以Vp=Vk,由以上式
(1)、
(2)、(3)、(4)可以得到压铸设备作用于金属上的压力与流量,如下计算式(6):
式中:
P 金属上的压力
Phs 液压系统储能器压力
dk 压射缸活塞的有效直径
dp 压射冲头的直径
Q 金属流量
Vko空压射速度
式(6)中,只有金属上的压力和流量为变量,其他参数可以通过查询设备手册而获得。
将式(6)依P与Q的函数关系绘制在PQ图上如下图
(1):
当压室直径确定以后,我们通过改变快速压射控制阀门的大小,即最大空压射速度可以看出,在紫色线下任何地方可以通过调整设备来实现,超此过线设备就绝不可能进行工作,即超过了设备的能力,如下图
(2)。
根据式(6),我们可以知道要想改变设备的性能曲线,有两种途径,一是改变蓄能器压力,二是改变压射冲头的直径。
改变蓄能器压力时,我们知道压力越高,空压速度就越快,设备能力就越大,相反亦然。
但应记住每改变蓄能器压力时,必须重新测量设备的空压射速度,如图(3)。
压射冲头的改变,也直接影响设备的性能曲线,如图(4)。
但更换更小的压射冲头时,作用于金属上的最大压力就会提高,但相应的充型流量会减小。
模具特性DL线(浇口特性曲线)
我们知道,要生产良好的铸件,通常需要满足以下要求:
-正确充型方式和浇口位置
-浇道中良好的金属流态
-良好的冲头控制和冲头速度的一致性
-适当的模具排气或抽真空
-合适的模具热平衡
-模具喷涂条件
以上这些因素我们都可以控制,但实际情况是,设备常常不能提供生产良好铸件所需的正确流量和所需的压力。
要想得到最佳流量条件,就要设法得到所需要的正确浇口尺寸,并应给出与设备压力相匹配的两种参数,即浇口速度和型腔浇注时间。
我们使用PQ计算的方法可以确定起始浇口尺寸和预测浇注时间。
当然我们可以用估算的方法确定浇口尺寸和浇注时间,然后通过实际验证,反复试验,或许最终会得到良好的浇口。
但通过PQ计算的方法比较经济,很容易通过更改进行尝试,这种尝试是在纸上,而估算的尝试则是在模具上进行。
一、Bernoulli 方程式
浇口速度指的是金属液流经喷嘴或浇口的速度。
压铸机压射系统的负荷来自于将金属液送入模具型腔或浇口所需要的力,可以用充型压力来表示。
当金属液以所需的速度流人浇口时就产生充型压力。
充型压力施加在流经浇注系统的金属液上,迫使其在要求的时间内进入模具型腔,可以使用Bernoulli方程式计算该充型压力。
式中:
P 金属上的压力
ρ 液态金属的密度
ω 浇口速度
g重力加速度(常数)
Cd流量系数
式
(1)中的金属压力P为将金属液送入模具浇口所需的压力。
该压力与浇口速度的平方成正比。
有时由于设备能力不足,不能提供满足要求所需的压力,浇口速度和压铸机快速压射速度将降低,此时正确的浇注时间也就不能达到。
这里的流量系数为从压室经浇注系统,到浇口总的流量系数。
经大量的实际确定,通常铝、镁合金在0.5-0.6之间,锌合金在0.6-0.7之间。
通过式
(1)可看到作用在金属上的压力与浇口速度的平方成正比,如果浇口速度增加一倍,作用在金属上的压力为达到所需浇口速度,其压射能力(提供所需充型压力)需增加四倍。
二、充型压力P与充型流量Q的关系
根据连续流量方程,我们通过式
(2)可以计算充型流量Q,将式
(2)带入式
(1),得到充型流量与所需的充型压力和浇口面积Ag的关系式(3)。
式中:
Q 金属充型流量
Ag浇口面积
通过式(3)可看到作用在金属上的压力与充型流量的平方成正比,与浇口面积的平方成反比。
当所需的充型流量增加一倍时,所需的充型压力增加四倍。
如果浇口模具减小一倍,所需的充型压力必须增大四倍。
三、模具性能DL线在PQ图表上的显示
上式(3)中,除浇口面积Ag外,只有作用在金属上的压力和流量为变量,我们可以尝试估算一个浇口面积值,就可以根据式(3),将充型压力P与充型流量Q的函数关系绘制在PQ图上如下图
(1):
浇口面积确定后,PQ的关系也就确定了,即当我们所需的充型流量确定,那么所需的充型压力也就确定了,反过来说当要改变充型流量与充型压力的关系时,就必须调整浇口面积。
当模具浇口面积确定的充型压力与流量关系,满足不了生产良好铸件的要求时,我们就要通过调整浇口面积,来改变充型流量与压力的关系,图
(2)表示了不同的浇口面积的模具所确定代表模具特征的DL线。
工艺窗口
所谓工艺窗口,就是满足铸件所需的工艺参数范围。
对铸件的成型来说有很多参数相互影响,在这里我们从设备与模具的能量匹配方面各选取一个很重要的参数----充型时间和浇口处的流速,这是保证压铸件能正常生产的基础。
对于压铸机来说,充模阶段的冲头速度要确保液态金属形成必要的射流以及对模具型腔的充填压力。
如果压射速度过小,就会导致铸件一些部位的提前冷凝,产生冷隔、流痕及缺肉缺陷的废品。
速度过高会就会导致模具型腔的侵蚀、熔化物在模型壁上形成焊接粘模、以及充填结束时在液态金属内形成高的压力峰值,并由此会造成模具过大的胀型力。
式中:
Vk—在充模阶段压射冲头速度
V0—充型体积(包括溢流槽在内的铸件体积)
τgz—充型时间
从式
(1)可以看出,决定冲头速度的是铸件所需的充型时间与冲头直径。
由式
(1)推导出式
(2),可以看出对于具体的一个压铸件来说,所需的充型时间决定压铸机的冲头速度与冲头直径,故对压铸机所需参数来说,充型时间是一个非常重要的参数。
式中:
Q—充型流量
V0—充型体积(包括溢流槽在内的铸件体积)
τgz—充型时间
根据具体的铸件我们可以选择一个充型时间范围,通过式(3)我们可以换算出所需充型流量的范围,然后将此范围在PQ图上表示出来如图1。
液态金属在浇口处的流动速度,对于浇口厚度及浇口面积的选择是一个重要参数,对最佳的充模、铸件表面质量及模具寿命至关重要。
浇口处高流速会促使液态金属以细的散滴(雾化)形式进入模具型腔,气体及空气均匀地以细的孔隙在铸件分布。
在高流速下,铸件一般会有光滑的表面及致密组织,低的流速会产生较少的涡流,对于模具型腔气体的排出是有利的,但铸件的表面质量及机械特性变坏,因为铸件的机械性能主要取决于铸件内孔隙的大小及其在铸件内的分布。
铸件内的孔隙以微小均匀地分布在整个铸件体积内,或以大的孔洞存在,铸件会表现为各种不同的特性。
为达到所需浇口处的流速,就需要在液态金属上施加一定的压力,此压力可以通过伯努利方程计算,如下式(4)。
P—作用于金属液上的压力
ρ—金属液密度
g—重力加速度
νg—浇口处的速度
Cd—浇口处的流量系数
当我们根据铸件为其选择合适的浇口速度,通过式(4)可以计算处所需的充型压力范围,将其表示于PQ图上如下图2。
如果我们将铸件充型所需的流量范围和充型压力范围综合到一张PQ图上,我们就可以得到具体的一个矩形窗口范围,在这个窗口内既满足铸件充型流量要求,又满足充型压力需求,我们称此为铸件的工艺窗口,如下图3所示。
此处我们主要说明工艺窗口的意义和由来,至于针对具体的铸件怎样选取合理的工艺窗口,这就需要大量的经验知识和理论相结合。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压铸 车间 现场 管理 评估
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
完整word版轩辕剑三天之痕详细全攻略.docx
-
微机原理电子钟方案设计书汇编语言.docx
-
施工合同范本固定总价.docx
-
医院科室半年工作总结.docx
-
台阶轴零件的编程及仿真加工.docx
-
英语中的常用交际套语.docx
-
一年级数学1单元.docx
-
药理学48学时复习题.docx
-
施工的现场重大危险源与控制应用清单.docx
-
中国经济的反市场形态原因分析.docx
-
小学趣味运动会活动总结.docx
-
C4F6六氟丁二烯.docx
-
戴灼华《遗传学》课后习题.docx
-
单位产品能耗定额和限额国家标准.docx
-
倒桩移库技巧.docx
-
道路养护工作总结道路养护工个人总结.docx
-
油烟污染治理工作开展工作总结污染土治理工作总结.docx
-
初中心理健康教育课教案.docx
-
打架检讨书范文10篇.docx
