 支座机械加工工序卡片.docx
支座机械加工工序卡片.docx
- 文档编号:24246391
- 上传时间:2023-05-25
- 格式:DOCX
- 页数:18
- 大小:52.44KB
支座机械加工工序卡片.docx
《支座机械加工工序卡片.docx》由会员分享,可在线阅读,更多相关《支座机械加工工序卡片.docx(18页珍藏版)》请在冰豆网上搜索。
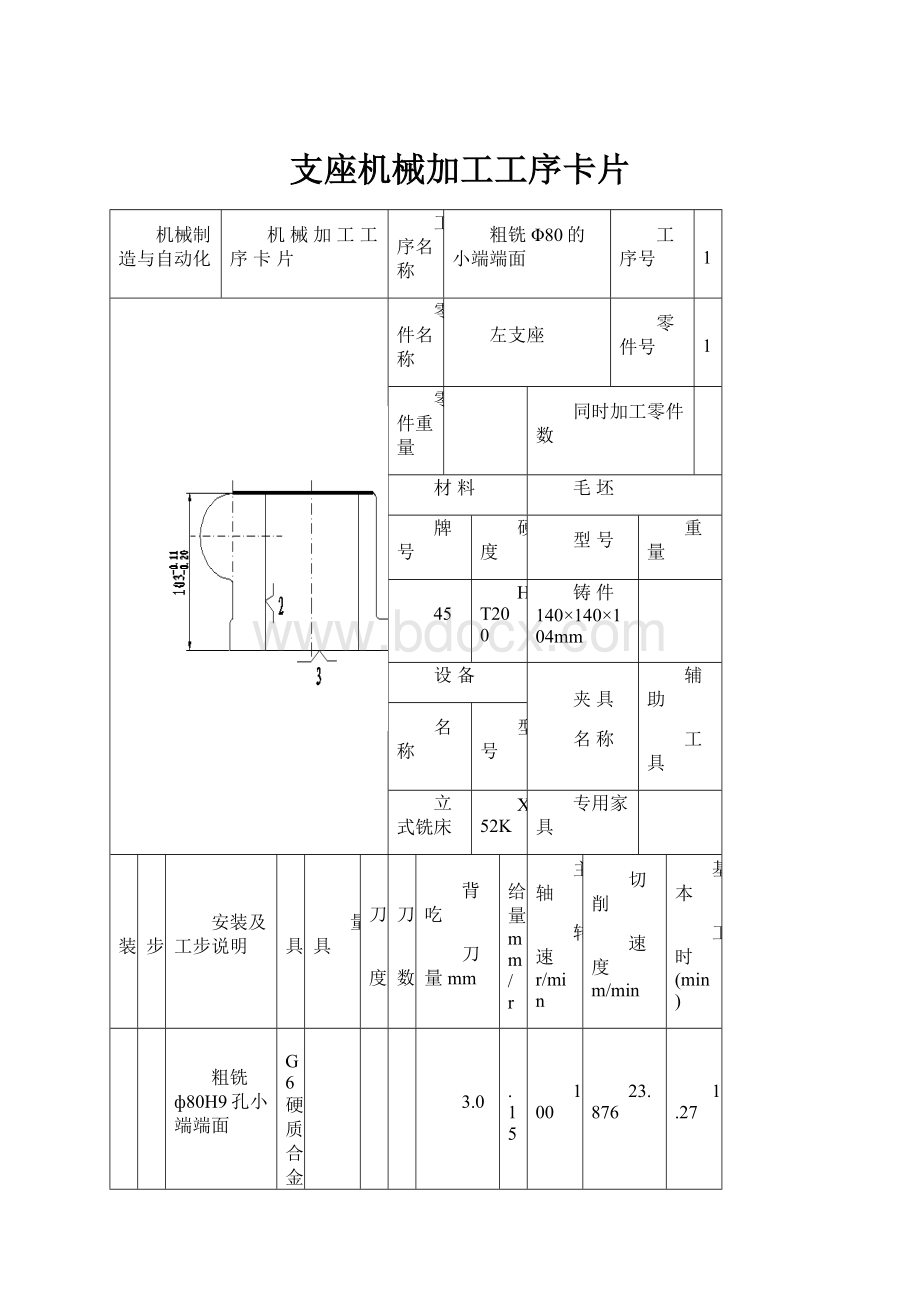
支座机械加工工序卡片
机械制造与自动化
机械加工工序卡片
工序名称
粗铣Φ80的小端端面
工序号
01
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
立式铣床
X52K
专用家具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量mm
进给量mm/r
主轴
转速r/min
切削
速度m/min
基本
工时(min)
1
粗铣ф80H9孔小端端面
YG6硬质合金镶齿铣刀
1
3.0
0.15
100
23.876
1.27
2
粗铣ф80H9孔大端端面
YG6硬质合金镶齿铣刀
4
2.8
0.2
118
59.31
2.41
设计者
指导教师
共14页
第1页
机械制造与自动化
机械加工工序卡片
工序名称
粗镗ф80H9内孔
工序号
02
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
卧式镗床
T611
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
粗镗ф80H9内孔到ф77
W18Cr4V高速钢樘刀
2
3.5
0.37
80
18.85
3.72
设计者
指导教师
共14页
第2页
机械制造与自动化
机械加工工序卡片
工序名称
精铣Φ80的大端端面
工序号
03
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
立式铣床
X52K
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
精铣ф80H9孔大端端面
YG6硬质合金镶齿铣刀
1
1.5
0.15
295
148.2
0.467
设计者
指导教师
共14页
第3页
机械制造与自动化
机械加工工序卡片
工序名称
精镗Φ80的内孔和倒角
工序号
04
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
卧式镗床
T611
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
精镗ф80H9内孔到ф79.9
YG8硬质合金镗刀
1
1.7
0.19
497
123.2
1.14
2
倒角2×45º
YG8硬质合金镗刀
1
2
0.19
400
105.56
0.312
设计者
指导教师
共14页
第4页
机械制造与自动化
机械加工工序卡片
工序名称
钻削4-ф13的通孔,锪4-ф20的沉头孔
工序号
05
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
摇臂钻床
Z535
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
钻削4-ф13的通孔
ф13的高速钢钻头
1
6.5
0.57
195
7.964
0.265
2
锪沉头孔4-ф20
ф20的高速钢刀锪钻
1
3.5
0.15
400
25.133
0.25
设计者
指导教师
共14页
第5页
机械制造与自动化
机械加工工序卡片
工序名称
钻Φ21mm的通孔,锪孔Φ24.7的沉头孔,锪ф38mm的沉头孔
工序号
06
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
摇臂钻床
Z3080×25
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
钻Φ21mm的通孔
Φ21的高速钢钻头
1
10.5
0.8
160
10.56
0.7
2
锪Φ24.7mm的沉头孔
Φ24.7的高速钢锪孔钻
1
1.85
0.13
250
19.4
1.447
3
锪Φ38mm的沉头孔
Φ38高速钢的锪孔
1
6.65
0.2
160
19.1
0.04
设计者
指导教师
共14页
第6页
机械制造与自动化
机械加工工序卡片
工序名称
锪削ф43得沉头孔
工序号
07
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
摇臂钻床
Z3060×20
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
锪削ф43得沉头孔
ф43的高速钢锪孔钻
1
11
0.2
180
24.316
0.03
设计者
指导教师
共14页
第7页
机械制造与自动化
机械加工工序卡片
工序名称
钻削фM8-7H的螺纹底孔
工序号
08
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
摇臂钻床
Z535
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
钻削фM8-7H的螺纹底孔
ф7.2的高速钢钻头
1
3.6
0.2
750
3.6
0.162
设计者
张召
指导教师
司尧华
共14页
第8页
机械制造与自动化
机械加工工序卡片
工序名称
铣削尺寸为5
mm的纵向槽
工序号
09
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
万能铣床
X61W
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
铣削尺寸为5
mm的纵向槽
高速钢锯齿铣刀
1
5
3
65
51
0.632
设计者
指导教师
共14页
第9页
机械制造与自动化
机械加工工序卡片
工序名称
铰削Φ24.7得沉头孔到ф25H7(
)mm
工序号
10
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
摇臂钻床
Z3080×25
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
精铰铰削Φ24.7的沉头孔到ф25H7(
)
YG6硬质合金铣刀
1
0.15
0.2
800
62.832
0.3
设计者
指导教师
共14页
第10页
机械制造与自动化
机械加工工序卡片
工序名称
珩磨ф80H10的内孔
工序号
14
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
铸件140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
立式珩磨机床
M4120
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
1
珩磨ф80H10的内孔
1A850×4×10×3D100B75石油磨条
7
1.5
0.015
270
67.86
0.33
设计者
指导教师
共14页
第14页
机械制造与自动化
机械加工工序卡片
工序名称
钻削M10-7H得螺纹底孔
工序号
11
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
立式铣床
Z525B
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
01
钻削M10-7H得螺纹底孔
ф9.2的高速钢钻头
1
4.6
0.21
475
13.73
0.327
设计者
指导教师
共14页
第11页
机械制造与自动化
机械加工工序卡片
工序名称
铣削尺寸为5
mm的横向槽
工序号
12
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
万能卧式铣床
X61W
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
01
铣削尺寸为5
mm的横向槽
高速钢锯齿铣刀
1
5
3
65
51
0.532
设计者
指导教师
共14页
第12页
机械制造与自动化
机械加工工序卡片
工序名称
攻螺纹M8-7H以及M10-7H
工序号
13
零件名称
左支座
零件号
01
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
HT200
140×140×104mm
设备
夹具
名称
辅助
工具
名称
型号
立式钻床
Z515
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
背吃
刀量
进给量
主轴
转速
切削
速度
基本
工时
01
攻螺纹M8-7H
M8的YG6硬质合金丝锥
1
0.4
1.25
320
8.042
0.2
02
攻螺纹M10-7H
M10的YG6硬质合金丝锥
1
0.4
1.5
265
8.352
0.2
设计者
指导教师
共14页
第13页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 支座 机械 加工 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
质量管理.docx
-
中等职业学校数学教学大纲.docx
-
中国桥梁锚具市场态势调研及发展商机研究报告.docx
-
中国涂料行业与市场分析调研报告资料.docx
-
中考物理试题分类汇编五61磁生电专题.docx
-
中学学生成长档案.docx
-
终端风暴宣传操作定稿.docx
-
怎样学好高中英语.docx
-
浙江高校招生职业技能考试大纲.docx
-
蒸压粉煤灰砖砌体抗压强度的影响因素分析研究.docx
-
整理幼儿园新学期园长寄语精选.docx
-
政法委书记关于三项重点工作建设讲话.docx
-
西双版纳部编人教版语文四年级上册第1课《观潮》教学资源包教案说课稿课堂实录.docx
-
下半年全国教师资格笔试高分攻略初中物理含试题及答案解析.docx
-
现代教育管理学的范式及其危机.docx
-
乡镇办公室主任述职报告.docx
-
湘教版六年级下册美术教案.docx
-
项目概况.docx
-
小班化初中英语教学中激活课堂气氛的研究课题结题报告.docx
