 焊接件组装工艺技术规程(作业指导书).doc
焊接件组装工艺技术规程(作业指导书).doc
- 文档编号:2411615
- 上传时间:2022-10-29
- 格式:DOC
- 页数:7
- 大小:172KB
焊接件组装工艺技术规程(作业指导书).doc
《焊接件组装工艺技术规程(作业指导书).doc》由会员分享,可在线阅读,更多相关《焊接件组装工艺技术规程(作业指导书).doc(7页珍藏版)》请在冰豆网上搜索。
焊接组装工艺技术规程
(特殊关键工序)
一、焊接件组装前准备工作
1.1、零件材料
1.1.1、按组件图纸清点材料规格,数量及工件特殊工艺要求如铲坡口,火曲等。
1.1.2、检查零件材料技术条件及能否具备组装条件。
1.2、工胎具准备
1.2.1、组装塔脚构件必须有装配图纸,零件样板。
1.2.2、组装塔脚孔径定位销钉和孔径相应螺栓。
1.2.3、对本行架构件组装必须在钢制平台上放实样进行。
1.3、焊接材料准备
1.3.1、组装焊接件所用的焊条,应符合施工图纸和有关文件指定的牌号选用。
1.3.2、组装焊接件的焊条必须按规定予以烘干。
二、焊接件组装
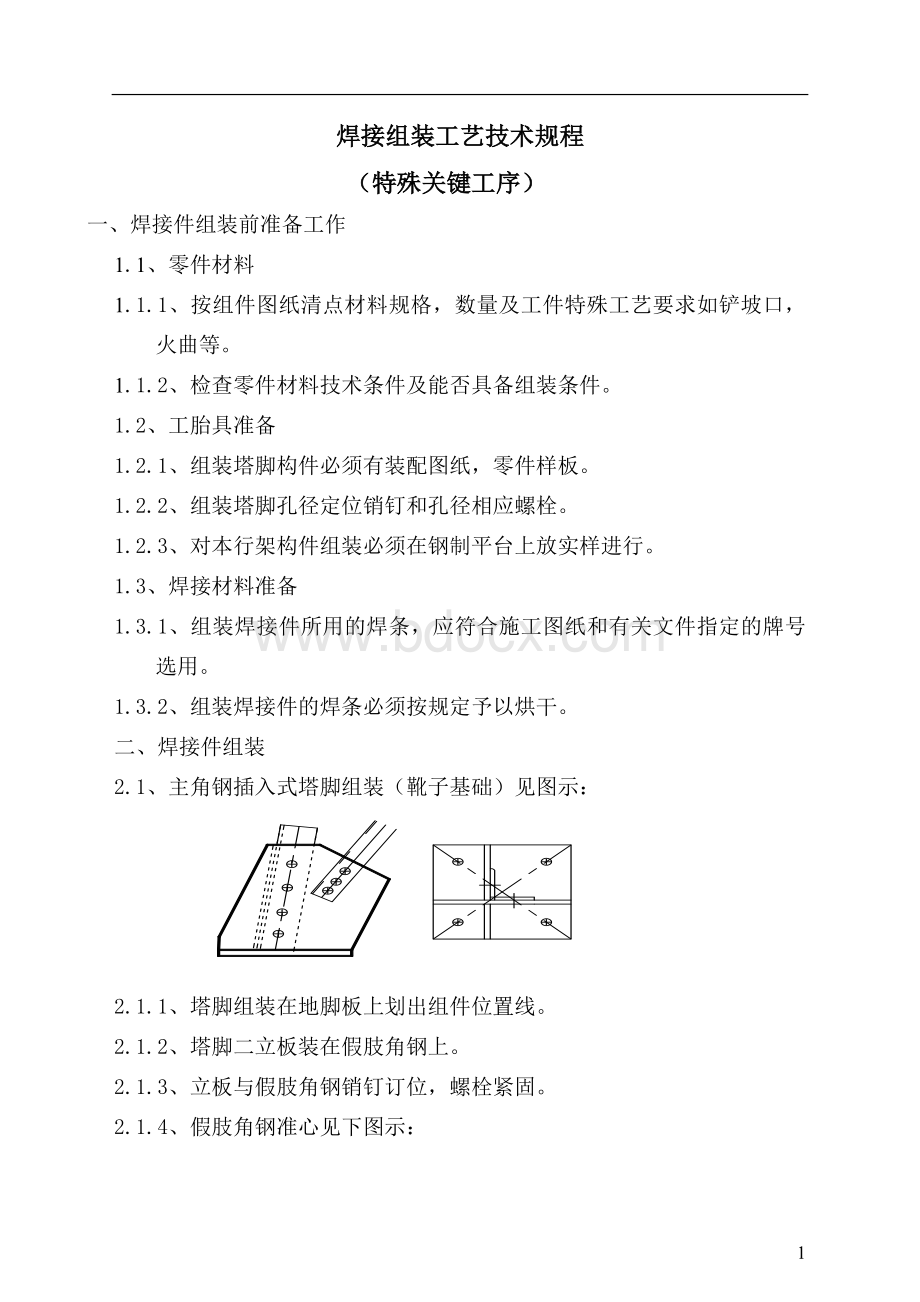
2.1、主角钢插入式塔脚组装(靴子基础)见图示:
2.1.1、塔脚组装在地脚板上划出组件位置线。
2.1.2、塔脚二立板装在假肢角钢上。
2.1.3、立板与假肢角钢销钉订位,螺栓紧固。
2.1.4、假肢角钢准心见下图示:
2.1.5、假肢角钢孔径,孔距,孔向,孔数均同另件实物相符。
2.1.6、窄立板坡口放在里侧
2.2、主角钢直焊式塔脚基础,见图示
2.2.1、铁塔坡度系数超过0.1mm以上时,均按上图示倾斜装配联板。
2.2.2、除主材切斜角外,还应考虑其厚度对组装影响,需切坡口,下图示:
2.2.3、正常坡度系数直焊式塔脚板一般方法组装。
2.2.4、按2.2.1条组装的塔脚板,除筋板控制其组装角度外,还应做一块近似于主材高度的检查卡板校对。
2.2.5、主材对接联接板内侧均开坡口。
2.3、三角横梁组装
2.3.1、三角横梁的放样、下料。
2.3.1.1、三角横梁无予拱要求时,可按1.3L/1000予拱放样(L横梁控制长度)
2.3.1.2、在钢制平台上,放实样、冲印标记。
焊接收缩量0.6/1000间距均分。
2.3.1.3、确定联板宽度和离度,保证其斜拉件焊肉有效长度不得低于40mm。
2.3.1.4、予拱主材和其零件断料火曲,主角钢必须校直。
2.3.1.5、零件冲孔
2.3.1.6、对需有二次组装焊接件,予以组焊完成。
2.3.1.7、对组焊焊不易保证镀锌质量的零件,下料前予以修改。
2.3.2、三角横梁组装
2.3.2.1、主角钢予拱后,可单件装焊连接板,焊后校直。
2.3.2.2、底平面主材放置地样上,端头两侧受控,中间适当固定,控制间距,见图示:
2.3.2.2.1、控制B角钢附图如下方法使用
2.3.2.3、装配底平面斜拉材后,予以单片施焊。
(分段跳焊法)
2.3.2.4、焊后的下平面整体校正,组装上角钢梁和二面斜拉杆件。
2.3.2.5、上弦杆角钢必须控制在底面1/2中心垂直线上,见图示。
2.3.2.6、另一端上弦角钢梁在中线设一根支撑板,见中间支撑件。
2.3.2.6.1、先装两端斜拉杆和中间斜拉杆,二侧同时分别进行,用力均匀,不得一侧强制就位。
2.3.2.6.2、以中心向两端二侧同时装二侧斜拉件。
2.3.2.6.3、斜拉件等全部组装完成后,检查上弦角钢直线度,不合格处予以修正。
三、焊接件点焊
3.1、焊条
3.1.1、组装点焊用焊条同施焊牌号相同。
3.1.2、焊条必须烘干。
3.2、点焊
3.2.1、点焊由合格焊工担任。
3.2.2、点焊出现的裂纹予以清除。
3.2.3、点焊距端头30mm起弧,点焊长度30—50mm为宜。
3.2.4、点焊焊肉高度为施焊高度1/2。
四、构件焊接
4.1、焊接一般要求
4.1.1、焊工必须持证上岗,按工件质量要求和焊工技能,选派施焊。
4.1.2、焊工必须在焊件明显处打焊工钢印编码。
4.1.3、焊条按技术要求选用,一般情况Q235钢件选E40焊条,Q345钢件选E50焊条。
4.1.4、焊条必须烘干。
4.1.5、焊件应清除油污、锈蚀,必须时除去焊肉两侧氧化层等。
4.1.6、点焊焊肉裂纹时预先清除方能施焊。
4.1.7、雨天不得露天施焊,风大时应挡风板。
4.1.8、对于重要构件,其端部起弧点应加引弧板。
4.2、构件焊接
4.2.1、构件焊接工艺。
4.2.1.1、焊工应视其构件焊肉,选择合理焊接方法。
a、塔脚应按45º船形焊接,外形美观,焊肉均匀。
b、焊肉较长构件,应用跳焊法,减少构件弯形
4.2.1.2、构件焊接必须放置平稳、垫牢,防止受热弯形。
4.2.1.3、对于间隙过大必须焊肉充填时,应采取间段性焊接,减少内应力过大,严禁夹填杂物焊接。
4.2.1.4、低温下Q345钢焊接应预热,预热温度100—150℃为宜。
4.2.1.5、多道焊缝的焊件,应随时清除每道焊缝出现的气孔,夹渣,裂纹等不良情况。
4.2.2、手弧焊接电流与焊条的选取用见下表:
焊条直径
mm
焊条牌号
2.5
3.2
4.0
5.0
E40
70—90A
90—150A
160—210A
220—270A
E50
60—90A
90—120A
140—180A
170—210A
4.2.3、气体保护焊,焊接电流与焊丝的选用见下表:
钢板厚度
mm
φ1.0
φ1.2
φ1.6
电流(A)
电压(V)
电流(A)
电压(V)
电流(A)
电压(V)
6—8
120-150
25
10—12
180-220
30
14—16
250-300
30
五、焊接质量检测
5.1、焊肉外形尺寸检验。
5.1.1、角焊缝余高C允许偏差见下图
当hf≤6mm时,允差1.5mm。
当hf>6mm时,允差3.0mm。
5.1.2、焊内尺寸hf允许偏差,见上图
当hf≤6mm时,允差1.5mm。
当hf>6mm时,允差3.0mm。
5.2、焊缝的外观质量检验。
5.2.1、焊肉周边清除飞溅,熔渣,点焊内等。
5.2.2、焊缝不准有焊瘤。
5.2.3、焊肉咬边深度≤0.1t且≤1.0mm。
5.2.4、焊肉夹渣深度≤0.2t,长≤0.5t且≤20mm。
5.2.5、表面气孔每50mm焊缝内允许直径≤0.4t,且≤3.0mm气孔2个,孔矩≥6倍孔径。
5.2.6、焊缝不允许有裂纹存在。
7


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 组装 工艺技术 规程 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
游泳专项训练计划和体能训练计划之欧阳体创编.docx
-
有关股份合同范文合集7篇.docx
-
《好吃的水果》教学设计.docx
-
《旅行到宇宙边缘》英文解说.docx
-
职工贫困补助感谢信范文最新.docx
-
制度执行情况检查报告.docx
-
智能化施工组织方案及质量保证体系.docx
-
中国传统文化元素在现代包装设计中的应用.docx
-
医院年终工作总结范文通用版5篇7.docx
-
中国邮政储蓄银行代收付业务操作规程DOC 97页.docx
-
中考备考研讨会发言稿.docx
-
宜宾古法传承送健康进社区活动方案.docx
-
乙酸乙酯实训装置操作规程.docx
-
异常心理学知识点教案.docx
-
中医内科证型+方剂歌诀.docx
-
音乐三年级下册第二单元教案分析.docx
-
重庆市畜牧兽医专业技术职务任职资格考评结合及以考代评考前复习资料.docx
-
珠宝消费心理学内容总结2.docx
-
住宅楼建筑节能专项施工方案.docx
