 BDlaserV6宝典激光机控制系统使用说明分析.docx
BDlaserV6宝典激光机控制系统使用说明分析.docx
- 文档编号:24099060
- 上传时间:2023-05-24
- 格式:DOCX
- 页数:12
- 大小:281.79KB
BDlaserV6宝典激光机控制系统使用说明分析.docx
《BDlaserV6宝典激光机控制系统使用说明分析.docx》由会员分享,可在线阅读,更多相关《BDlaserV6宝典激光机控制系统使用说明分析.docx(12页珍藏版)》请在冰豆网上搜索。
BDlaserV6宝典激光机控制系统使用说明分析
宝典激光控制系统
BDLaserV6
使用说明书
一、控制界面
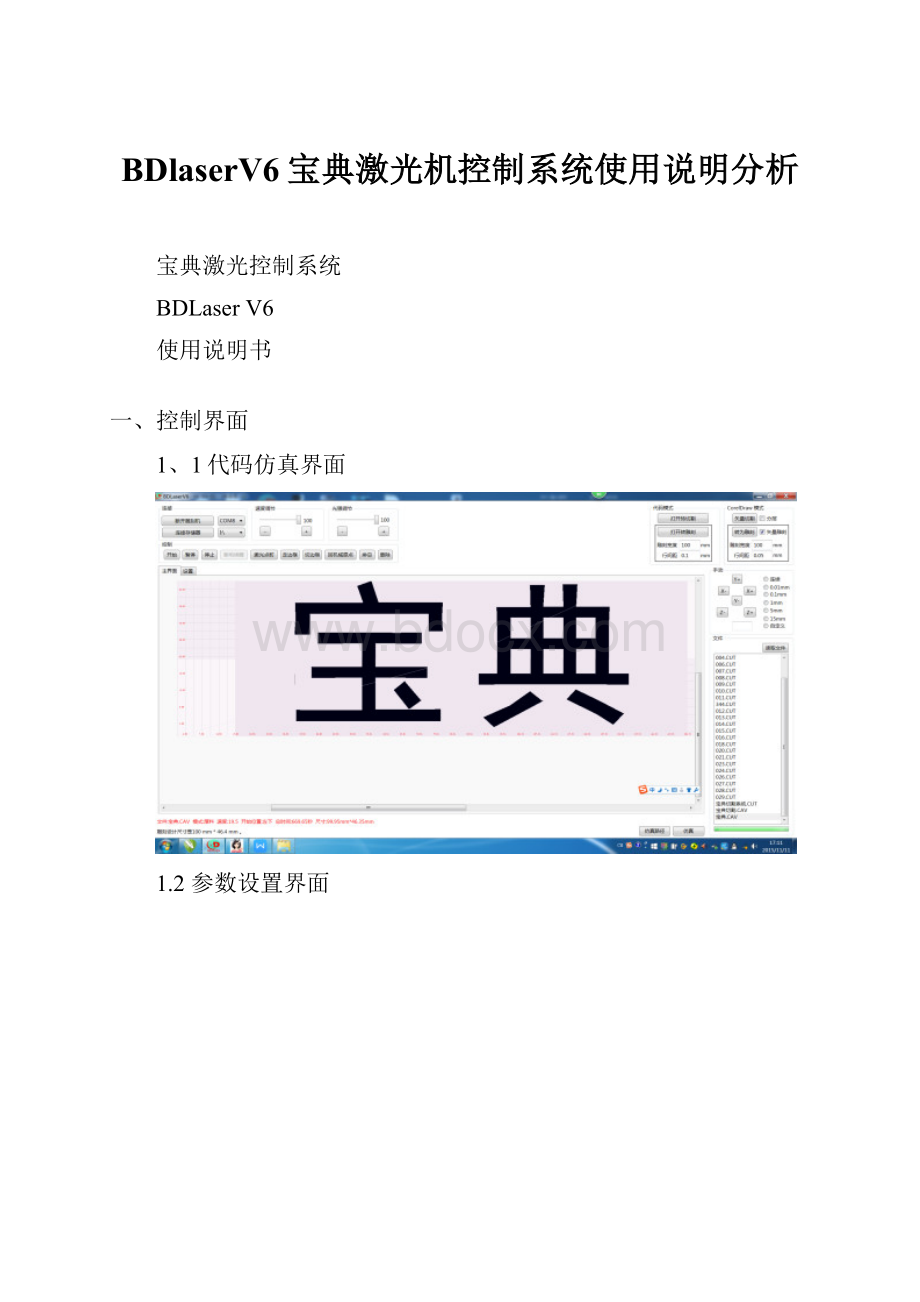
1、1代码仿真界面
1.2参数设置界面
1.3功能解释
2、详细说明
2.1连接功能。
2.1、1断开(连接)雕刻机。
软件启动后自动寻找下位机连接口并与其连接。
如有多个COM口设备需要用户自动选择相应的端口并与其连接。
2.1.2连接存储器
当下位机板卡与软件相连接时软件会将下位机虚拟成优盘并连接。
用户可以在我的电脑的磁盘管理中找到相应的优盘并可以进行读写操作。
如有多个优盘插入计算机时需要用户自动选择对应的优盘进行连接。
2.2快速调整
2.2.1速度调节
机器的实际运行速度是参数设置内的运行速度乘以此处的百分比。
用户可以在执行代码以前调节此处,用于优化运行速度。
2.2.2光强调节
实时的光强调节,可以实时的调节光强大小,实时的控制切割深浅。
2.3代码模式
该模式可以用于打开雕刻或切割常用CAD,CAM软件生成的PLT和G代码。
2.3.1打开转切割:
用于打开CAM或CAD软件生成的PLT或标准G代码。
常用的精雕软件可以直接导出PLT格式。
AUTOCAD可以直接通过写真机导出PLT代码而导入至系统切割CAD所设计的文件。
ARTCAM软件可以规划路径后导出PLT或标准G代码(.tap.mmg等)格式。
通过打开转切割生成本系统所能识别的.CUT格式的代码。
2.3.2打开转雕刻:
可以将设计好的黑白二值的BMP文件直接生成本系统能识别.CAV文件并通过雕刻机雕刻出来。
2.4CORELDRAW模式
该模式下本系统可以直接抓取CORELDRAWX6软件被选取的图形或图片进行雕刻切割动作。
2.4.1矢量切割及分层:
点击矢量切割可以将CORELDRAWX6所绘制的矢量图形抓取至本系统并生成并生成.CUT代码。
如果选取“分层”以后本系统可以按照所设置的颜色分层,设置不同的设置速度,并调节层的顺序调节切割顺序。
2.4.2转为雕刻及矢量雕刻(雕刻模式也有厂家称为扫描模式)
该模式可以转取CORELDRAWX6内的图片以设置的宽度与行间距进行雕刻。
当矢量雕刻被选取时可以将CORELDRAWX6内的图形以雕刻(扫描)的按照方式设置的宽度与行间距进行雕刻出来。
2.5手动控制
用于手动控制激光雕刻机的运行。
X为左右方向,Y为前后方向。
Z轴用于台面的上下。
点击“连续”时,鼠标在按钮上按下时,机器连续运动。
鼠标松开时机器停止。
选中距离后,每点击一次鼠标机器运行相应的距离。
用于精准控制机器的移动。
移动距离也可以直接进入参数设置进行步进距离的更改。
2.6文件
读取下位机内存卡的文件列表并显示至此处。
如果客户直接将文件复制到虚拟成的U盘内,可以通过读取文件按钮将文件读取出来。
2.6控制
2.6.1开始:
从文件内选中要雕刻或切割的文件名后点击开始按钮,机器开始工作。
2.6.2暂停:
在机器工作过程中点击暂停按钮,机器运行至最近的节点停止工作。
再次点击暂停按钮机器从停止点继续工作。
2.6.3停止:
点击停止后机器运行至最近的节点停止工作。
停止后机器不可以重复运行。
2.6.4断电续雕:
在机器工作中因突然断电导致机器停止。
再次上电后在没有对机器做任何操作的情况下点击“断电续雕”。
当控制器得到断电续雕的命令后,控制器会控制机器寻找机器的机械原点后,运行至断电时的机械坐标继续工作。
此命令依赖于准确的机械原点,如果机器的机械原点有变化,机器会按最后一次会机械原点时的位置记录。
2.6.5激光点射:
每点击“激光点射”一次,会开激光一次。
2.6.6走边框:
边框的大小是图形或图片的最大外径加参数设置中的白边距离。
2.6.7且边框:
沿边框的线以100%的激光功率将图形切下来。
2,6,8回机械原点:
机器自动回到参数设置中所设置的原点位置,并触碰原点开关。
此时必须保证原点开关的是可用状态,否则机器会一直运动等待开关信号的出现。
2.6.9排空:
排空功能是调控气泵和风泵接口,将风泵接口接入水路逆向的将激光管中的冷却水吹回冷水机,以防水长时间在激光管中而结垢或因天气原因而冻裂激光管。
排空结束后控制器自动关机。
2.6.10删除:
删除文件列表中的文件。
2.7参数设置:
2.7.1操作模式:
分为正常,梯度,和厚料三种模式。
正常:
切割使用线雕模式,用于在板材表面进行线的雕刻。
此时将所有路径统一规划提高效率,开光和不开光时均使用“切割速度”。
雕刻使用平行等光强扫描模式。
梯度:
是雕刻模式的延伸。
雕刻时图片两端使用“最大光强”,中间使用“最小光强”。
光强随行数的变化而线性变化,从而使图片出现深浅变化。
厚料:
是切割模式的延伸。
主要用于材料的切割。
厚料模式下激光在每个图形的开始点会先进行击穿预热,击穿时间受“厚料延时”参数控制。
“厚料延伸”设置为0时机器不预先击穿直接运行。
选择厚料时,开关时的速度为“厚料速度”不开光时的速度为“切割速度”。
这样在切割时速度可以很慢,不开光时速度较快,用于提高加工效率。
2.7.2自动切边框:
自动切边框开启后,机器工作完毕会自动将所做的工件切下。
2.7.3手动时开光:
手动时开光开启后,手动运行机器时会打开激光。
激光强度为设置的最大光强。
(光强快速调节中的参数值)
2.7.4最小光强:
设置范围:
0-100%
机器运动开始时的光强。
2.7.5最大光强:
设置范围:
0-100%
机器运动到最快时的光强。
2.7.6、白边距离
设置范围:
大于等于0
雕刻或切割的产品的最外边缘,到边框的距离。
2.7.7手动速度:
设置范围:
不小于0且大于启始速度
手动运行机器时的最大速度。
也是回机械原点的速度。
机器实际的执行速度是该速度乘以软件拖拉条的百分比。
2.7.8步进距离
设置范围:
0-9999
手动运行时,每按一下按钮,机器运行的距离。
当参数设置为“0”时,为一直按着按键时,机器会一直运动。
大于0的数值为雕刻机每次运行的步长。
当设置为“9999”为“立刻停止模式”。
立刻停止模式,当鼠标松开按钮时机器不进入减速阶段直接停止。
2.7.9切割速度
设置范围:
不小于0且大于启始速度
正常模式下是切割时的最大速度。
厚料切割时,是不开激光时的速度。
2.7.10开始位置
设置范围:
左下,右下,左上,右上、中间
工件的原点位置。
机器开始工作及自然结束时,激光头在工件的位置。
此参数是代码转换中不可缺少的。
2.7.11参考圆速度。
设置范围:
必须大于零.建议值在0.9左右
单位圆的运行速度。
如出现小圆切割慢或者小圆切割过快等可通过此参数调节。
2.7.12雕刻加速度
设置范围:
必须大于零
从起始速度到雕刻速度之间的速度变化值。
该参数值越大,机器的启动速度越快。
也就是说该参数值越大,从起始速度到雕刻速度的变化时间越短。
2.7.13切割加速度
设置范围:
必须大于零
从起始速度到切割速度之间的速度变化值。
该参数值越大,机器的启动速度越快。
也就是说该参数值越大,从起始速度到切割速度的变化时间越短。
2.7.14Z轴加速度
设置范围:
必须大于零
从起始速度到Z轴速度之间的速度变化值。
该参数值越大,机器的启动速度越快。
也就是说该参数值越大,从起始速度到Z轴速度的变化时间越短。
2.7.15Z轴速度
设置范围:
必须大于零
台面移动的速度。
手动点击Z轴运动时的速度。
2.7.16雕刻速度
设置范围:
不小于0且大于启始速度
进行雕刻操作时的最大速度。
当运行至此速度时,机器以“最大光强”开光。
2.7.17拐角延时
机器进行切割操作时,运行角度小于120度时,在拐角停止的时间。
2.7.18机械原点
机器的原点开关所处的位置。
点击回机械原点时,激光头向此点位置移动。
回机械原点的速度是手动速度,触碰时是起跳速度,离开时是手动速度
2.7.19起始速度
设置范围:
必须大于零。
建议值在0.9左右
运动时的开始速度。
S型加速开始时的速度。
2.7.20X方向:
调整X的运行方向。
2.7.21Y方向:
调整Y的运行方向。
2.7.22Z方向:
调整Z的运行方向。
2.7.23暂定阈值:
暂停时如果停止过慢,可以调大该值。
运行过程中,是该参数值变大,在机器运行时可急速停止,但有可能丢步。
该参数过小,在暂停时有可能需要延时较长时间。
2.7.24X当量:
X轴的电机参数。
脉冲当量=导程/驱动器细分数。
2.7.25Y当量:
Y轴的电机参数。
脉冲当量=导程/驱动器细分数。
2.7.26Z当量:
Z轴的电机参数。
脉冲当量=导程/驱动器细分数。
2.7.27厚料延时
模式为厚料切割时在线段开始点的停留时间。
也叫穿孔时间。
延时可以为零。
2.7.28厚料速度
厚料切割时激光打开时的速度。
不开光时使用切割速度。
2.7.29读取参数:
将下位机内的参数读取至软件。
2.7.30保存参数:
将当前软件设置好的参数保存至当前计算机硬盘。
2.7.31打开保存参数:
读取当前计算机内存储的参数。
2.7.32恢复默认参数:
将参数恢复出厂值。
2.7.33参数设置:
将当前软件中的值赋值给下位机。
3、接线图:
4、面板控制
4.1数字键:
用于数字的输入。
输入规则是先输入的数字是高位,后输入的是低位。
最后输入的数字是最低位。
例如:
XXXX.X这样的五位数的输入框。
当我们通过数字键输入56时,在控制器上的显示是XXX5.6。
当我们输入12345时,显示的是1234.5。
输入123时显示的是12.3.
4.2设置键:
快捷的进入参数设置界面。
点击“确定”键后可以进行相应的参数设置。
在开始进入参数设置界面后,可以通过“菜单上”,“菜单下”按钮控制在主界面,文件,参数,设备信息等界面间转换。
4.3菜单上,菜单下:
控制界面选中光标上下移动。
4.4文件:
快捷打开文件列表,点击“确定”键通过“菜单上”和“菜单下”按钮选中相应的文件点击“开始”按钮,机器开始工作。
4.5开始:
选中文件后,开始执行。
4.6暂停:
在机器工作过程中点击暂停按钮,机器运行至最近的节点停止工作。
再次点击暂停按钮机器从停止点继续工作。
4.7停止:
点击停止后机器运行至最近的节点停止工作。
停止后机器不可以重复运行。
4.8断电续雕:
在机器工作中因突然断电导致机器停止。
再次上电后在没有对机器做任何操作的情况下点击“断电续雕”。
当控制器得到断电续雕的命令后,控制器会控制机器寻找机器的机械原点后,运行至断电时的机械坐标继续工作。
此命令依赖于准确的机械原点,如果机器的机械原点有变化。
机器会按最后一次会机械原点时的位置记录。
4.9排空:
排空功能是调控气泵和风泵接口,将风泵接口接入水路逆向的将激光管中的冷却水吹回冷水机,以防水长时间在激光管中而结垢或因天气原因而冻裂激光管。
排空结束后控制器自动关机。
4.10速度+,速度-:
在开始运动前便捷的调节运行速度。
4.11功率+,功率-:
实时的光强调节,可以实时的调节光强大小,实时的控制切割深浅。
4.12走边框:
边框的大小是图形或图片的最大外径加参数设置中的白边距离。
4.13切边框:
沿边框的线以100%的激光功率将图形切下来。
4.14回机械原点:
机器自动回到参数设置中所设置的原点位置,并触碰原点开关。
此时必须保证原点开关的是可用状态,否则机器会一直运动等待开关信号的出现。
4.15点射:
每点击“激光点射”一次,会开激光一次。
4.16删除:
删除文件或者是误输入的数字。
4.17取消:
取消当前操作。
4.18确定:
确认当前操作。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- BDlaserV6 宝典 激光 控制系统 使用说明 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《包身工》教案设计精选文档.docx
《包身工》教案设计精选文档.docx
-
《赤壁赋》导学案.docx
-
《不是每个女生都有好几个后备军而是每个男生都会排好几个队》.docx
-
《春》学案1 1.docx
-
《基于NET的商品销售管理系统》开题报告.docx
-
《结构设计原理》复习资料1.docx
-
《牵引供电系统》习题.docx
-
《社会的构成》读书笔记.docx
-
《孙中山破陋习》教学设计三.docx
-
《微生物学教程周德庆》各章复习重点.docx
-
《中国文化》英语教程复习题及答案.docx
-
00安徽工贸职业技术学院毕业设计论文撰写规范试行1.docx
-
1承诺办理时限是什么概念实际办理的时间能不能比承诺办理时限.docx
-
1中小型压缩机安装施工工艺标准.docx
-
5第五章长期股权投资 单元测试.docx
-
6一株紫丁香.docx
-
#对完善我国监护法律制度立法的思考.docx
-
《 民间治病药方》.docx
-
《PremiereProCC影视编辑标准教程微课版》配套教学教学案.docx
-
《财务会计》相关复习题英文版.docx
-
《单片机原理及应用》黄友锐主编课后习题答案副本.docx
-
#2机组大修建议汇总.docx
-
《地心历险记》观后感600字600字读后感.docx
-
《供应链管理》习题和标准答案.docx
-
《黄山奇石》教学反思15篇.docx
-
《建筑施工技术》形成性考核册答案附题目.docx
-
《描绘小灯泡的伏安特性曲线》试题精选.docx
-
《人大监督法》讲稿子.docx
-
《阿西莫夫短文两篇》教案.docx
-
《地理标志产品保护工作细则》.docx
-
《工程质量检验标准》.docx
-
《化学反应的利用》鲁科版必修2.docx
-
7下历史复习.docx
-
物联网云计算移动支付3G四行业风雷动 牛股解读.docx
-
10KV高压故障准确查找.docx
-
新年祝福语大全共16页.docx
-
新课标高考英语全国卷II.docx
-
11规则T06客船操作及管理题库510章.docx
-
语文苏教版七年级上册三峡作业.docx
-
完型及阅读.docx
-
15秋东财《政府经济学》在线作业.docx
-
语言学概论题型.docx
-
20XX会议主持词.docx
-
爷爷八十大寿宴会主持词大全.docx
-
50周年主持稿.docx
-
院内自行采购询价采购文件模板.docx
-
新课标人教版中考地理模拟试题附答案.docx
-
新人教版三年级上册数学复习提纲知识点.docx
-
物业管理合同范1.docx
-
250MW煤气综合利用电厂工程锅炉安装施工组织设计完整版.docx
-
新世纪英语教案第2册Unit Eight.docx
