 基于PLC的料仓自动取料气动装置设计.doc
基于PLC的料仓自动取料气动装置设计.doc
- 文档编号:2409409
- 上传时间:2022-10-29
- 格式:DOC
- 页数:4
- 大小:194.50KB
基于PLC的料仓自动取料气动装置设计.doc
《基于PLC的料仓自动取料气动装置设计.doc》由会员分享,可在线阅读,更多相关《基于PLC的料仓自动取料气动装置设计.doc(4页珍藏版)》请在冰豆网上搜索。
基于PLC的料仓自动取料气动装置设计
郝屏仵征
(河南化工职业学院机械电子系,河南郑州450042)
摘要:
新设计的料仓自动取料系统采用PLC控制,以气压传动作为系统工作动力。
通过模拟运行,新的装置系统具有动作灵活多变,运动定位准确的特点,能较好地实现流水线的自动化控制,降低劳动强度。
关键词:
取料装置气动系统PLC控制系统
中图分类号:
TH138文献标识码:
B
DesignofPLCAutomaticFetchingDeviceBasedonPneumaticBunker
HAOPingWUZheng
(DepartmentofMachineryandElectronics,HenanVocationalCollegeofChemicalTechnology,HenanZhengzhou450042)
Abstract:
BinautomaticextractingsystemofnewdesignadoptsPLCcontrolinpneumaticsystem,andwithpneumaticdriveassystempower.Bysimulatingtheoperationofdevice,newsystemhasthecharacteristicsofmotionmovesflexible,accuratepositioning,toachievelineautomationcontroleffectively,reducethelaborintensity.
KeyWords:
takeoutdevice,Pneumaticsystem,PLCcontrolsystem
引言
气压传动具有气源容易获得、工作速度快、动作频率高、工程实现容易等优点。
PLC是一种功能强、编程简单、可靠性高的自动控制产品。
两者在工业生产上都得到了广泛的应用,用气动自动化控制技术实现生产过程自动化,是工业自动化的一种重要技术手段,也是一种低成本自动化技术[1]。
基于以上考虑,为提高生产效率,提高自动化程度,现设计一料仓自动取料装置。
本文设计的料仓自动取料装置通过气压传动来传递动力,通过PLC来控制从料仓中取出物料,并把物料推下滑槽,使物料自动进入包装箱中,实现节省人力、提高了工作效率的目的。
1.料仓自动取料装置的控制过程
料仓自动取料装置是由两个单杆双作用式气缸的气动控制回路组成,通过四个磁性开关完成物料位置的检测,用PLC程序进行动作控制。
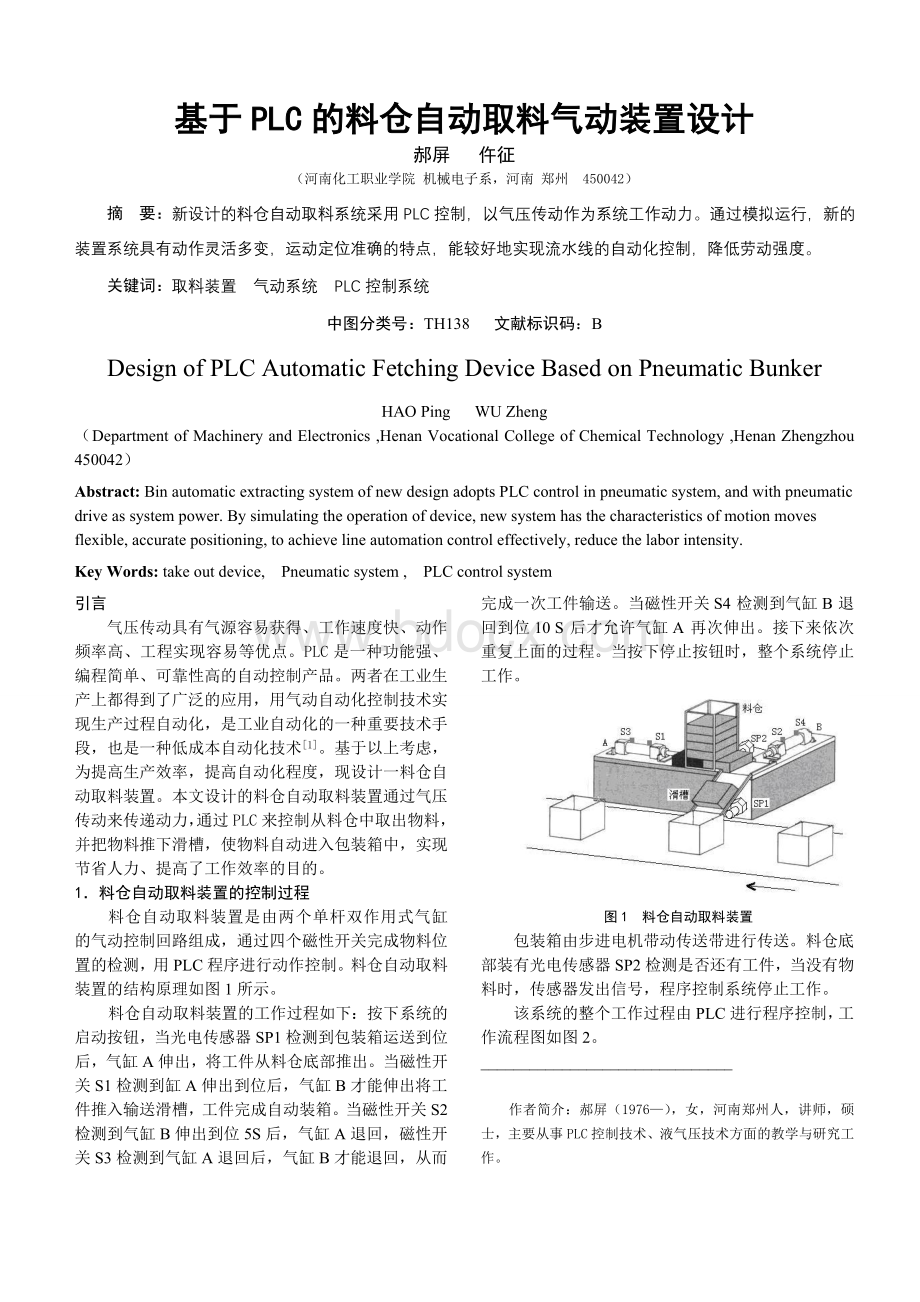
料仓自动取料装置的结构原理如图1所示。
料仓自动取料装置的工作过程如下:
按下系统的启动按钮,当光电传感器SP1检测到包装箱运送到位后,气缸A伸出,将工件从料仓底部推出。
当磁性开关S1检测到缸A伸出到位后,气缸B才能伸出将工件推入输送滑槽,工件完成自动装箱。
当磁性开关S2检测到气缸B伸出到位5S后,气缸A退回,磁性开关S3检测到气缸A退回后,气缸B才能退回,从而完成一次工件输送。
当磁性开关S4检测到气缸B退回到位10S后才允许气缸A再次伸出。
接下来依次重复上面的过程。
当按下停止按钮时,整个系统停止工作。
图1料仓自动取料装置
包装箱由步进电机带动传送带进行传送。
料仓底部装有光电传感器SP2检测是否还有工件,当没有物料时,传感器发出信号,程序控制系统停止工作。
该系统的整个工作过程由PLC进行程序控制,工作流程图如图2。
_______________________________
作者简介:
郝屏(1976—),女,河南郑州人,讲师,硕士,主要从事PLC控制技术、液气压技术方面的教学与研究工作。
图2工作流程图
2.气动系统设计
气动回路图如图3所示,该气动回路由两个单杆双作用式气缸、四个磁性开关、两个二位五通气动换向阀、四个二位三通电磁换向阀、两个单向节流阀组成。
由磁性开关检测缸所处的位置,送给PLC信号,由程序控制电磁阀的通断电,进而由电磁阀控制气动换向阀换向,就可以控制两气缸的伸缩运动的顺序,来完成取料装箱的过程。
图中两单向节流阀控制两气缸的伸出速度,从而满足系统稳定性的要求。
图3气动回路图
3.PLC控制设计
3.1PLCI/O表与接线图设计
根据系统的组成及预定的动作可知,有两个控制按钮、两个光电传感器和四个磁性开关,共8个输入信号,四个电磁换向阀、一个步进电机作为输出信号,现选用三菱FX2N-48MR可编程控制器。
PLC控制系统的I/O地址分配表如表1所示。
表1I/O地址分配表
输入端口
输出端口
启动按钮SB1X0
电磁阀1YAY0
停止按钮SB2X1
电磁阀2YAY1
A缸磁性开关S1X2
电磁阀3YAY2
A缸磁性开关S3X3
电磁阀4YAY3
B缸磁性开关S2X4
步进电机M1Y4
B缸磁性开关S4X5
光电传感器SP1X6
光电传感器SP2X7
具体的PLC硬件接线图如图4所示。
图4PLC硬件接线图
3.2PLC程序设计
根据系统的流程图可以得知两气缸完成的是顺序动作。
FX2N系列PLC的STL指令是为编制顺序控制程序而专门设计的步进梯形指令,STL指令的操作元件是编号S0~S499的状态寄存器,其中S0~S9用于初始步。
当转换条件满足时,STL指令将下一步序的状态寄存器置位,而上一步序的状态寄存器自动复位。
鉴于STL指令简单明了、便于理解、不易出错的特点,本系统的控制程序就利用STL指令进行编写,程序如图5所示。
图5基于PLC控制的料仓自动取料气动装置程序
3.3模拟实施
为了验证料仓自动取料装置设计的可行性,采用了天煌教仪生产的“THPQD-1型气动与PLC实训装置”进行模拟操作。
该装置集各种真实的气动元件、继电器控制单元、PLC、计算机组态技术于一体,功能强大,适用范围广,有很强的实训性。
“THPQD-1型气动与PLC实训装置”含有电源模块、PLC主机模块、直流继电器模块、控制按钮模块、综合控制模块、气动元件库等,输入电源为三相四线制380V交流电源,气源装置为静音空气压缩机,额定流量116L/min,额定输出气压1MPa。
PLC主机选用三菱FX2N-48MR可编程控制器。
在该装置上按照设计要求搭建气动回路、进行PLC接线,输入PLC程序进行模拟控制,经过实验证明,料仓的取料装置在PLC程序的控制下能够准确地按照预定的动作进行运行,控制准确,工作可靠性高。
4.总结
基于PLC控制的料仓自动取料气动装置通过PLC程序控制电磁阀的通断电,可以准确地控制气缸的伸缩运动。
通过节流阀调节气缸伸出的速度,可以很好地控制物料被推出的平稳性。
该系统动作通过程序控制可灵活多变,定位准确,较好地实现了流水线的自动化控制,节省了人力和物力资源的投入,降低了生产成本,因此该设计具有一定的推广价值。
参考文献:
[1]许为民.基于PLC的全自动气动钻床控制系统设计[J].液压与气动,2009,220(12):
7-9.
[2]李建国.基于PLC的气动机械手的改装设计[J].液压与气动,2011,240(8):
21-23.
[3]覃贵礼.基于FX2NPLC气动供料单元的控制系统设计[J].液压与气动,2011,240(8):
70-72.
[4]路甬祥.液压气动技术手册[M].北京:
机械工业出版社,2002.
[5]张利平.液压传动系统及设计[M].北京:
化学工业出版社,2005.
通讯作者:
郝屏
通讯地址:
河南省郑州市中原区郑上路548号河南化工职业学院机械电子系邮编450042
电话:
15138902085(手机)
邮箱:
zhlhp2002@
文章要求:
审稿加急
发票请开:
河南化工职业学院
参考文献请编辑酌情增补


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 基于 PLC 自动 气动 装置 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
益达口香糖推销Word下载.docx
-
大气静力学复习题Word文档格式.docx
-
幼儿园班级工作总结范文与幼儿园的园务工作计划范文汇编Word文档格式.docx
-
装饰装修工程量应用清单计算案例Word下载.docx
-
服装销售工作总结范文15篇Word下载.docx
-
福建省化学竞赛预赛Word格式.docx
-
醋酸酯淀粉项目可行性研究报告Word文件下载.docx
-
大学第二次竞选班长演讲稿Word文档下载推荐.docx
-
重阳节主题活动策划方案Word文档下载推荐.docx
-
大学生军训收获与感悟通用版最新Word格式.docx
-
用转造句文档格式.docx
-
幼儿园大班卫生保健计划与幼儿园大班召开家长会老师发言稿范文汇编文档格式.docx
-
幼儿园安全计划10篇全面版Word下载.docx
-
中国制造全文Word格式文档下载.docx
-
主题目标分析Word文档下载推荐.docx
-
大学英语口语考试情景对话Word文件下载.docx
-
银行网点负责人岗位竞聘演讲稿Word文档格式.docx
-
单位申请书格式模板Word格式.docx
-
幼儿园工作总结5篇范文幼儿园工作总结报告文档格式.docx
