 分气缸制造工艺卡.docx
分气缸制造工艺卡.docx
- 文档编号:24061892
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:15
- 大小:21.50KB
分气缸制造工艺卡.docx
《分气缸制造工艺卡.docx》由会员分享,可在线阅读,更多相关《分气缸制造工艺卡.docx(15页珍藏版)》请在冰豆网上搜索。
分气缸制造工艺卡
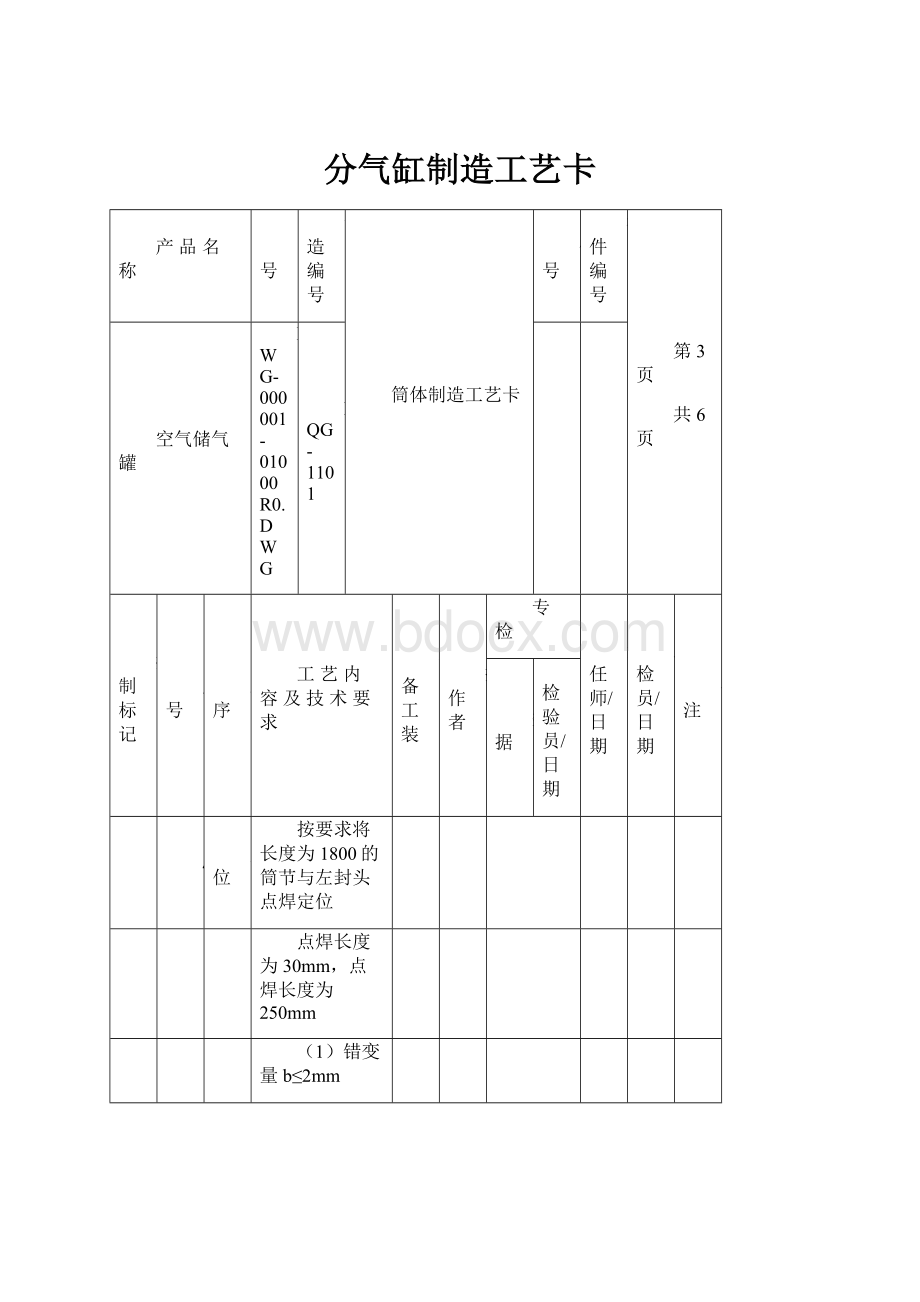
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第3页
共6页
空气储气罐
DWG-000001-01000R0.DWG
FQG-1101
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
4
定位
按要求将长度为1800的筒节与左封头点焊定位
点焊长度为30mm,点焊长度为250mm
(1)错变量b≤2mm
5
焊接
(1)按照相应的焊接工艺规程施焊
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
(4)按照焊接工艺卡要求检查并填写焊缝及外观
检查记录表
6
探伤
(1)20%RT检测。
(2)按照JB/4730.2-2005Ⅲ合格
7
鞍座定位
(1)按图纸要求将鞍座上弧板点焊定位
(2)按图纸要求检查鞍座与筒体的相对位置
(3)检查2鞍座底板平面度
8
焊接
(1)按照相应的焊接工艺规程施焊
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第4页
共6页
空气储气罐
DWG-000001-01000R0.DWG
FQG-1101
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
⑷按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
9
接管与法兰焊接
⑴按图纸要求将接管法兰点焊定位
⑵检查接管法兰垂直度≤3mm
10
焊接
⑴按焊接工艺卡要求对接管施焊
⑵清除焊接熔渣、飞溅物
⑶清理罐体内渣滓
⑷打焊工钢印
⑸按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第5页
共6页
空气储气罐
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
⑷按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
11
接管组对
⑴按图纸要求将接管(凸缘)与筒体点焊定位
⑵检查管(凸缘)与筒体母线垂直度≤3mm
⑶按图纸要求检查管(凸缘)伸出长度
12
焊接
⑴按焊接工艺卡要求对接管施焊
⑵清除焊接熔渣、飞溅物
⑶清理罐体内渣滓
⑷打焊工钢印
⑸按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
产品名称
图号
制造编号
水压试验工艺卡
件号
零件编号
第6页
共6页
空气储气罐
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
1
水压试验
(1)安装打压密封用法兰盖及其他配件
(2)安装打压用管道及设备
(3)水温不低于5℃,容器顶部设排气口,
(4)开启打压记录仪
(5)试压过程中应缓慢升至2.75MPa,确认无泄漏后继续升至3.72Map保压30分钟,然后将压力降至2.98MPa
(6)保压过程中,检查焊缝和连接部位有无渗漏
(7)液压试压合格后,应将液体排放干净并用
压缩空气将内部吹干。
2
检验监督
水压试验时,从升压开始到试验结束检验人员
现场监督检查。
3
合格条件
水压试验如满足下列要求,则可认定为合格:
⑴试压元件的壁面和焊缝上没有水珠和水雾;
⑵密封处不渗不漏。
⑶试压过程中受压元件无可见变形。
压力容器制造工艺过程卡
产品名称:
PN0.7DN1000X2050空气储罐
产品编号:
KQCG-11-001
编制:
日期:
审核:
日期:
批准:
日期:
天津绿清管道科技发展有限公司
产品名称
图号
制造编号
制造工艺卡(封头)
件数
零件编号
第1页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
2
1
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
外购
工艺员根据图纸要求填写封头外购申请单,注明规格型号,执行标准。
采购部联系有资质厂家购买
卡尺
2
入厂检验
(1)检验材料表面状况,不允许有裂缝、结疤、
夹渣、分层等缺陷。
(2)检查封头合格证内容,材质单及材料标记
(3)检查封头几何尺寸和表面形状。
卡尺
3
(4)依据封头所执行标准及分图,检验相关尺寸
卡尺
(5)做封头入厂检验标记
产品名称
图号
制造编号
制造工艺卡(法兰)
件数
零件编号
第2页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
6
5,7,9,11,16
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
外购
工艺员根据图纸要求填写法兰外购申请单,注明规格型号,执行标准。
采购部联系有资质厂家购买
入厂检验
(1)检验材料表面状况,不允许有裂缝、结疤、
2
夹渣、分层等缺陷。
(2)检查法兰合格证内容,材质单及材料标记
(3)检查法兰几何尺寸和表面形状。
卡尺
(4)依据法兰所执行标准及分图,检验相关尺寸
卡尺
(5)做法兰入厂检验标记
卡尺
产品名称
图号
制造编号
制造工艺卡(筒体)
件数
零件编号
第3页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
1
3
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
领料
⑴核对钢管表面状况,不允许有裂缝、接疤、折
叠、夹渣、分层等缺陷
⑵核对材料标记
⑶实测钢管厚度及钢管的外径
⑷领料尺寸φ426X10,L=1900,标准:
GB/T8163
卡尺
2
划线
⑴按筒节图划线,长度1800
卡尺
⑵移植材料标记,标零件编号
⑶检查员打标记确认钢印
3
下料
按线下料(按下料工艺手则)
氧炔切割枪
4
加工坡口
按图加工
⑴角度25°
⑵钝边2mm
⑶按上述尺寸要求切割坡口
氧炔切割枪
⑷打磨坡口,不得有氧化皮、切割飞边
角磨机
(5)清除坡口及母材两侧表面20mm范围内的氧化物、熔渣及其他有害杂质。
角磨机
编制:
审核:
批准:
产品名称
图号
制造编号
制造工艺卡(总体组对)
件数
零件编号
第4页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
定位
按要求将长度为1800的筒节与右封头点焊定位
直流焊机
点焊长度为30mm,点焊长度为250mm
(1)错变量b≤2mm
2
焊接
(1)按照相应的焊接工艺规程施焊
直流焊机
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
(4)按照焊接工艺卡要求检查并填写焊缝及外观
检查记录表
3
开孔
按图纸及工艺简图划线开孔,开孔位置
尽量避开焊道
氧炔切割枪
4
组对
按图纸及工艺简图将各部位法兰接管与筒体电焊组对
直流焊机
5
探伤
(1)20%RT检测。
X射线探伤仪
(2)按照JB/4730.2-2005Ⅲ合格
编制:
审核:
批准:
产品名称
图号
制造编号
水压试验工艺卡
件数
零件编号
第5页
共页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
水压试验
(1)安装打压密封用法兰盖及其他配件
(2)安装打压用管道及设备
(3)水温不低于5℃,容器顶部设排气口,
(4)开启打压记录仪
(5)试压过程中应缓慢升至2.75MPa,确认无泄漏后继续升至3.72Map保压30分钟,然后将压力降至2.98MPa
(6)保压过程中,检查焊缝和连接部位有无渗漏
(7)液压试压合格后,应将液体排放干净并用
压缩空气将内部吹干。
2
检验监督
水压试验时,从升压开始到试验结束检验人员
现场监督检查。
3
合格条件
水压试验如满足下列要求,则可认定为合格:
⑴试压元件的壁面和焊缝上没有水珠和水雾;
⑵密封处不渗不漏。
⑶试压过程中受压元件无可见变形。
编制:
审核:
批准:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 气缸 制造 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
学年山西省晋中市祁县高三上学期月考语文试题.docx
-
《诗经》三首.docx
-
高三语文上学期第四次月考试题.docx
-
最新中英文结合的QQ网名精选汇编.docx
-
学校安全隐患排查整改周登记表.docx
-
施工现场安全事故应急预案范文.docx
-
《康熙字典》330画的汉字.docx
-
信息发布系统方案CS版简要技术方案完整篇doc.docx
-
全国高级中等学校99学年度商业类科学生技艺竞赛.docx
-
屈原《离骚》原文及翻译.docx
-
简短高冷女生网名.docx
-
AQT9009《生产安全事故应急演练评估指南》.docx
-
基于霍尔传感器钢球自动计数装置的设计与制作.docx
-
人教版四年级语文下册阅读短文练习题及答案分析.docx
-
美味女友小雪txt下载.docx
-
课标要求3500常用字表.docx
-
微信昵称大全.docx
-
最快粤语学习广东话.docx
-
朱熹小学全文.docx
