 机械加工工序卡片.docx
机械加工工序卡片.docx
- 文档编号:24025781
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:20
- 大小:19.96KB
机械加工工序卡片.docx
《机械加工工序卡片.docx》由会员分享,可在线阅读,更多相关《机械加工工序卡片.docx(20页珍藏版)》请在冰豆网上搜索。
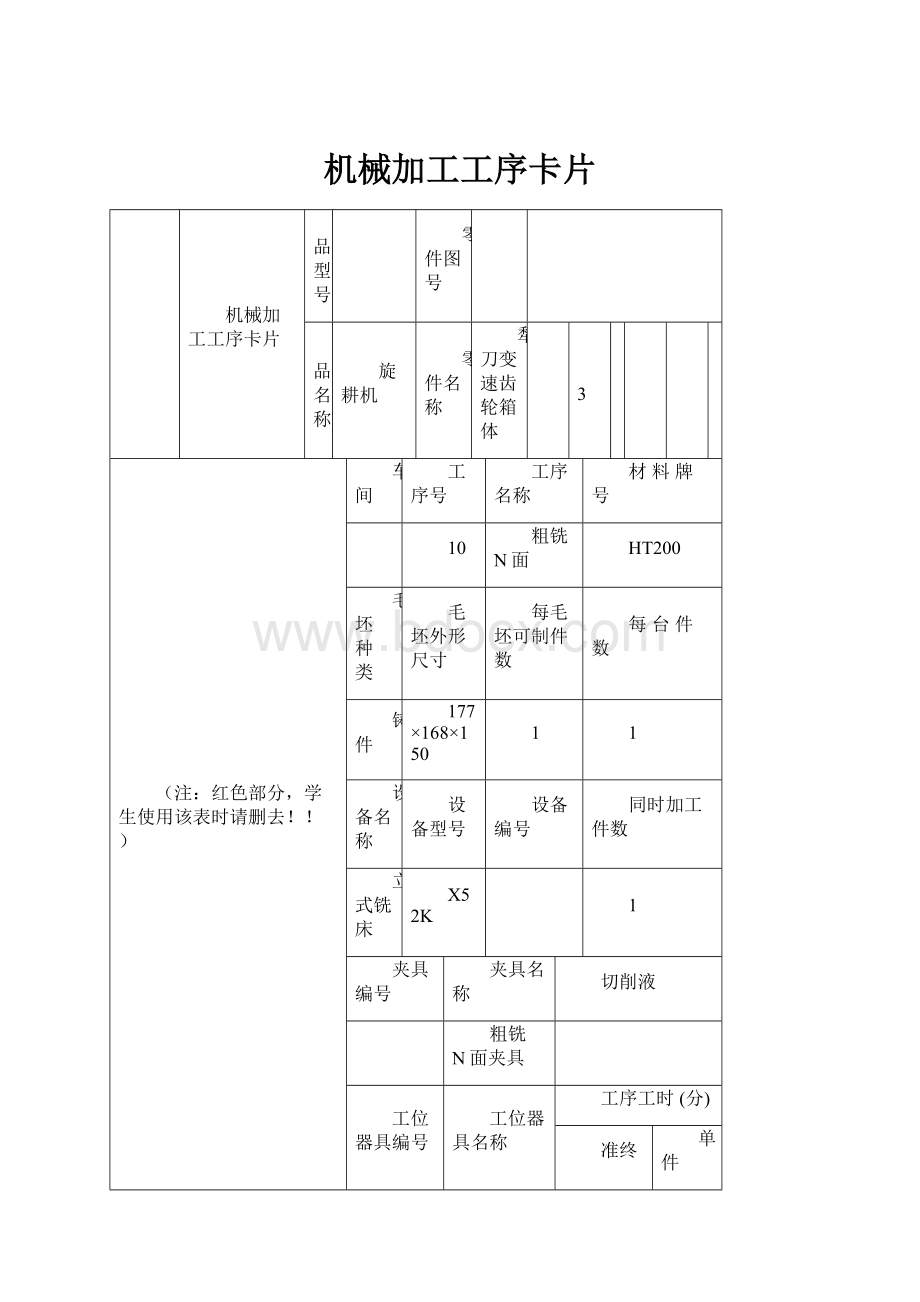
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
旋耕机
零件名称
犁刀变速齿轮箱体
共
13
页
第
1
页
(注:
红色部分,学生使用该表时请删去!
!
)
车间
工序号
工序名称
材料牌号
10
粗铣N面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
177×168×150
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
1
夹具编号
夹具名称
切削液
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣N面
专用铣夹具
118
74.1
2
3.5
1
随行芯棒
可转位面铣刀Ф200
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
组合机床
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
民生工程作文11篇Word格式.docx
-
辽宁冶金等工贸企业安全生产Word文档格式.docx
-
乡镇卫生院年度工作总结Word文档格式.docx
-
三年级数学下册全一册课时练假期作业打包46套冀教版文档格式.docx
-
项目管理专业模拟练习题含答案72Word格式.docx
-
小学一年级数学上册口算应用题卡 385Word文件下载.docx
-
拍照赚钱的任务定价分析的论文电子版Word文档格式.docx
-
天然气事业部承包商安全管理办法Word格式.docx
-
完整word版立项建议书模板完整立项Word文档格式.docx
-
连锁美容院管理制度及标准Word下载.docx
-
网页设计师模拟题Word下载.docx
-
岭南版小学三年级美术教案第六册Word下载.docx
-
南京市职业学校技能大赛信息技术类项目竞赛实施方案汇总文档格式.docx
-
让我们荡起双桨参考教案Word文档格式.docx
-
离合器综合实训报告Word文件下载.docx
-
来宾市中考物理试题及答案解析Word文件下载.docx
-
南水北调工程供用水管理条例Word格式文档下载.docx
-
情人节营销策划方案9篇Word文档格式.docx
-
皮肤科护士实习小结范文Word下载.docx
