 皮带轮造型及数控加工工艺工序卡片.docx
皮带轮造型及数控加工工艺工序卡片.docx
- 文档编号:23997049
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:15
- 大小:140.33KB
皮带轮造型及数控加工工艺工序卡片.docx
《皮带轮造型及数控加工工艺工序卡片.docx》由会员分享,可在线阅读,更多相关《皮带轮造型及数控加工工艺工序卡片.docx(15页珍藏版)》请在冰豆网上搜索。
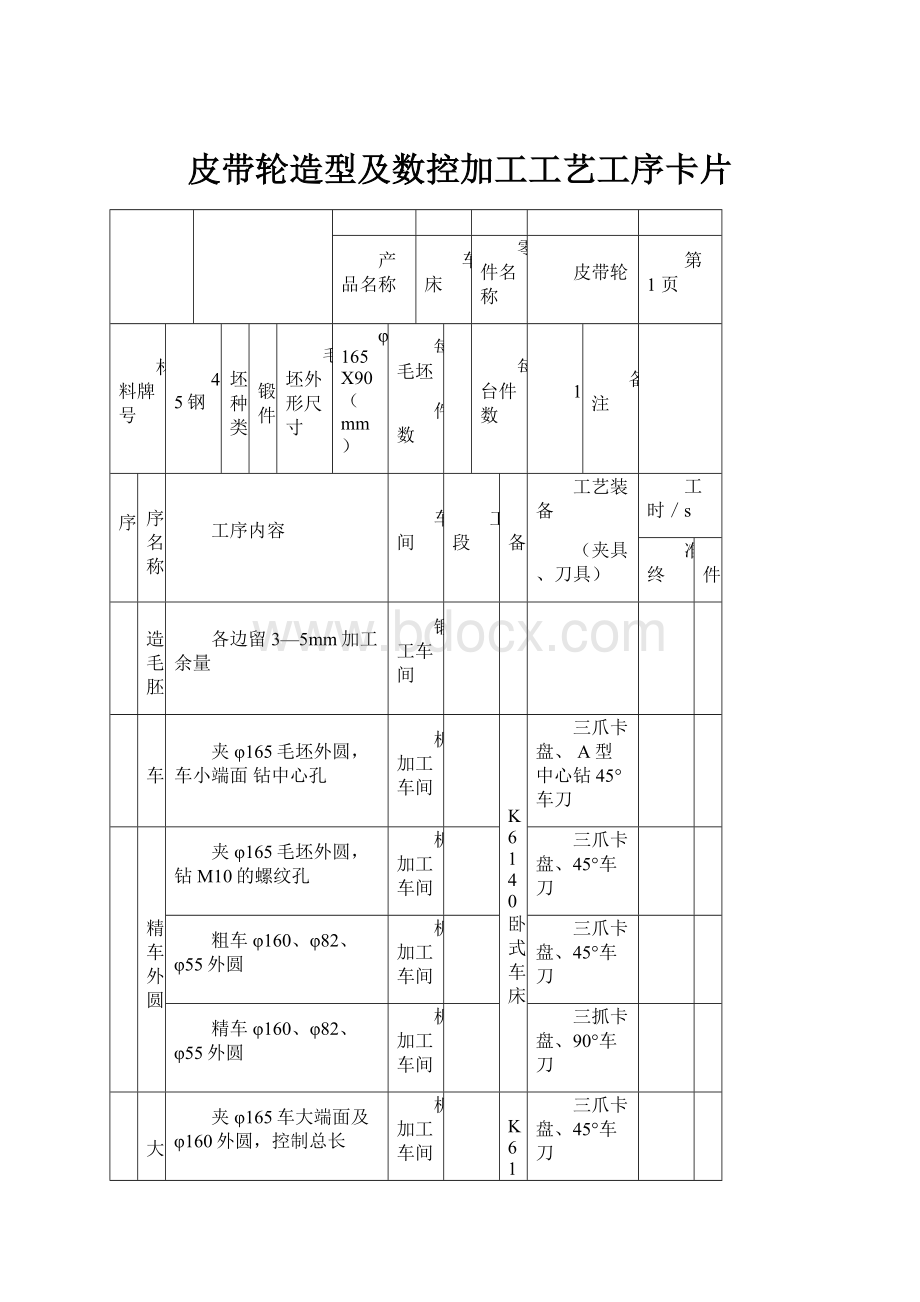
皮带轮造型及数控加工工艺工序卡片
产品名称
车床
零件名称
皮带轮
第1页
材料牌号
45钢
毛坯种类
模锻件
毛坯外形尺寸
φ165X90(mm)
每毛坯
件数
1
每台件数
1
备注
工序
号
工序名称
工序内容
车间
工段
设备
工艺装备
(夹具、刀具)
工时/s
准终
单件
1
锻造毛胚
各边留3—5mm加工余量
锻工车间
2
粗车
夹φ165毛坯外圆,车小端面钻中心孔
机加工车间
CK6140卧式车床
三爪卡盘、A型中心钻45°车刀
3
粗精车外圆
夹φ165毛坯外圆,钻M10的螺纹孔
机加工车间
三爪卡盘、45°车刀
粗车φ160、φ82、φ55外圆
机加工车间
三爪卡盘、45°车刀
精车φ160、φ82、φ55外圆
机加工车间
三抓卡盘、90°车刀
4
车大端孔
夹φ165车大端面及φ160外圆,控制总长
机加工车间
CK6140卧式车床
三爪卡盘、45°车刀
钻孔φ20,扩孔至φ38,控制深度
机加工车间
三爪卡盘、钻头
粗精车孔φ38,倒角
机加工车间
专用夹具,、内孔车刀
5
钻攻大端螺孔
钻M10螺纹通孔;攻M10螺孔通
机加工车间
Z3040摇臂钻床
专用夹具、φ10钻头、
M10-7h丝锥
6
铣键槽
铣10mm键槽合格
机加工车间
X62卧式铣床
专用夹具、键槽铣刀
7
去毛刺
去除全部毛刺
机加工车间
钳工台
8
终检
按零件图样要求全面检查
机加工车间
标记
处数
更改文件名
签字
日期
标记
处数
更改文件名
签字
设计日期
编制
审核
会签
机械加工工艺过程卡片
机械加工工序卡片
共8张
第1张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
1
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45°
游标卡尺
0.02
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
保证总长度为90mm
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第2张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
2
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45°
游标卡尺
0.01
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
夹Φ165外圆,车小端面,钻中心孔
3
1
0.3
6.33
1.79
3
2
保证总长度90
1
1
手动
6.33
1.79
1
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第3张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
3
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45、90°车刀
游标卡尺
0.02
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
粗车φ160圆柱面,保证长度3
Φ58
3
2.5
1.25
0.52
2.0
0.59
3
2
粗车φ85圆柱面,留余量0.3mm,,并保证长度分别为55mm
Φ58
103
2.5
1.25
0.52
2.0
0.59
1
3
粗车φ58圆柱面保证长度为27mm
Φ58
34
2.5
1.25
0.52
2.0
0.59
1
4
粗车台阶面
0.3
6.33
0.76
1
5
精车φ85圆柱面,保证长度2
Φ55
1
0.5
0.3
6.33
1.79
1
6
精车φ85外圆至φ82
,并保证长度分别为55mm
Φ47
1
0.5
0.3
6.33
1.79
1
7
精车φ58外圆φ55
圆柱面,保证长度为27
Φ40
1
0.5
0.3
6.33
1.79
1
8
精车台阶面
0.3
6.33
2.33
1
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第4张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
4
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45°车刀
游标卡尺
0.01
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
车端面及Φ160外圆到Φ160
控制总长在80mm
4.2
0.1
0.52
3.83
1.13
1
2
钻Φ68内孔,深40mm,切内切倒角
Φ18
2.5
1.25
0.52
3.83
1.13
1
3
钻φ38内孔,深80mm
Φ32
2.5
1.25
0.52
3.83
1.13
1
4
倒角
2.33
1
编制
设计
审核
批准
描图
机械加工工序卡片
共8张
第5张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
5、
设备
材料
名称
摇臂钻床
名称
45钢
型号
Z3040
硬度
200HBS
夹具名称、编号
专用夹具
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
钻头
φ8.5
M10-7h丝锥
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
钻M10螺纹底孔至φ10,通;
4.2
0.1
0.52
3.83
1.13
1
2
攻M10螺孔通
Φ18
2.5
1.25
0.52
3.83
1.13
1
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第6张
产品型号
CA6140
零(部)件代号
零(部)件名称
皮带轮
工序号
8
设备
材料
名称
卧式铣床
名称
45钢
型号
X62
硬度
200HBS
夹具名称、编号
专用夹具
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
键槽铣刀
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
铣10mm键槽至10
Φ10
1
1
0.063
1.0
0.39
1
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第87张
产品代号
零(部)件代号
零(部)件名称
皮带轮
工序号
8
设备
材料
名称
名称
45钢
型号
硬度
200HBS
夹具名称、编号
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
铣刀
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
去毛刺
编制
设计
审核
批准
描图
校对
机械加工工序卡片
共8张
第8张
产品代号
零(部)件代号
零(部)件名称
皮带轮
工序号
9
设备
材料
名称
名称
45钢
型号
硬度
200HBS
夹具名称、编号
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
铣刀
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
r/s
切速m/s
走刀次数
1
编制
设计
审核
批准
描图
校对


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 皮带轮 造型 数控 加工 工艺 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
《速生鸡爪槭新品种培育与产业化关键技术研究》项目.docx
-
基于单片机的时钟控制器设计课程设计报告论文.docx
-
保安工作实施方案.docx
-
鲁教版中考复习初中语文背诵古诗理解性默写练习.docx
-
惠州广播电视新闻中心WLAN室内研发设计书概述.docx
-
届高三生物实验专题之教材基础实验.docx
-
银川市永宁县永宁中学高中部迁建工程施工组织设计方案.docx
-
靖西县预防接种单位免疫规划工作评估表.docx
-
通讯基站外电引接市电接入施工方案.docx
![[人力资源]人力资源计划的层次.pptx](https://static.bdocx.com/images/filetype/d_ppt.png) [人力资源]人力资源计划的层次.pptx
[人力资源]人力资源计划的层次.pptx
-
合同编号受理编号.docx
-
自然生态旅游区冷水鱼养殖项目可行性研究报告.docx
-
输变配电新建工程标准化建设执行细则.docx
-
宿舍楼设计毕业设计计算书.docx
-
成本与利润估算.docx
-
铁路项目工程预算定额标准.docx
-
儿童权利公约的落实情况.docx
-
YDCRA数字式三相电流电力仪表.docx
-
设计投标技术标文件.docx
