 维修钳工操作技能竞赛技术文件资料.docx
维修钳工操作技能竞赛技术文件资料.docx
- 文档编号:23980454
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:20
- 大小:113.39KB
维修钳工操作技能竞赛技术文件资料.docx
《维修钳工操作技能竞赛技术文件资料.docx》由会员分享,可在线阅读,更多相关《维修钳工操作技能竞赛技术文件资料.docx(20页珍藏版)》请在冰豆网上搜索。
维修钳工操作技能竞赛技术文件资料
维修钳工操作技能竞赛技术文件
一、竞赛内容
操作:
钳工制作、装配。
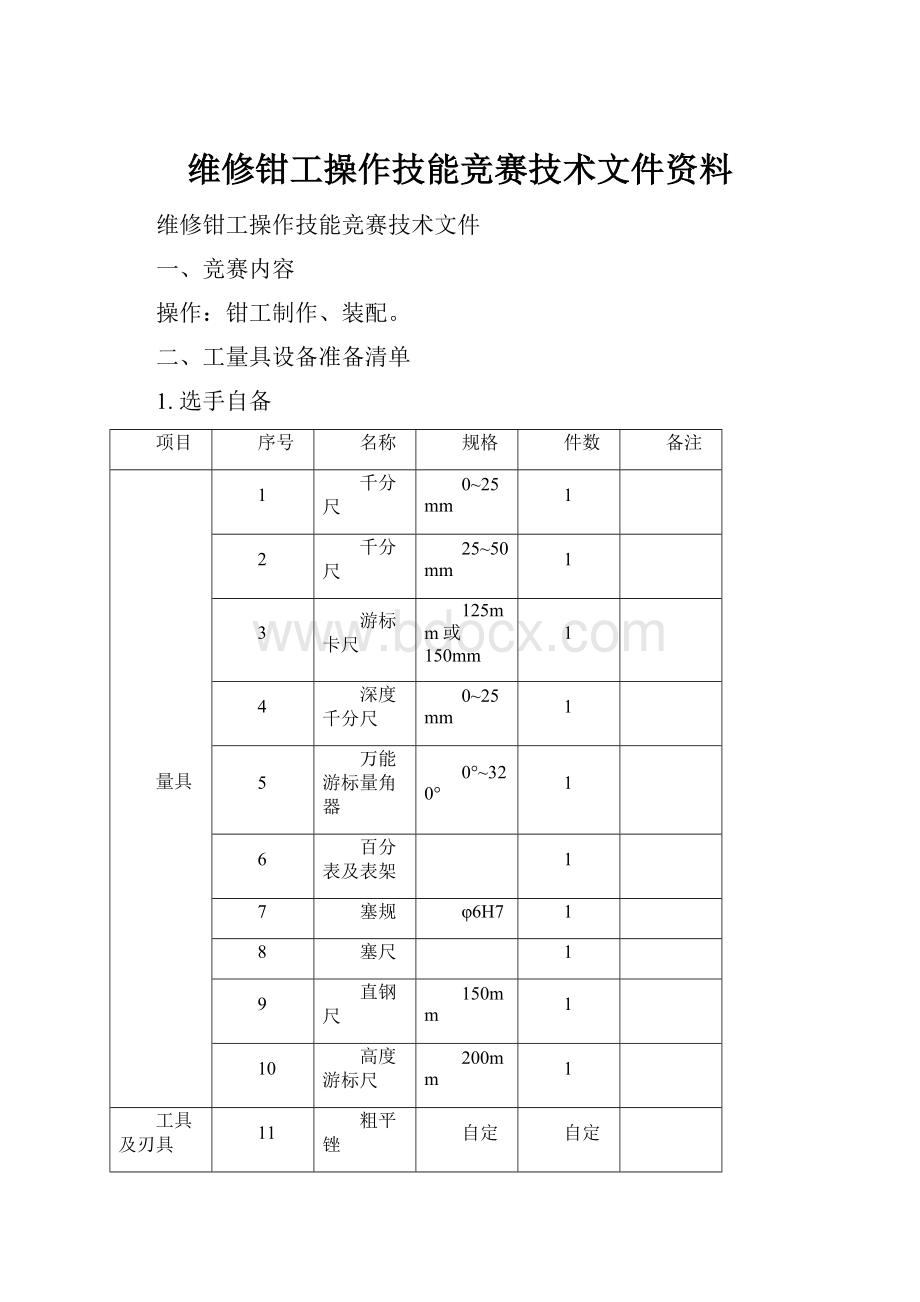
二、工量具设备准备清单
1.选手自备
项目
序号
名称
规格
件数
备注
量具
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
125mm或150mm
1
4
深度千分尺
0~25mm
1
5
万能游标量角器
0°~320°
1
6
百分表及表架
1
7
塞规
φ6H7
1
8
塞尺
1
9
直钢尺
150mm
1
10
高度游标尺
200mm
1
工具及刃具
11
粗平锉
自定
自定
12
细平锉
自定
自定
13
油光锉
自定
自定
14
三角锉
150mm
自定
15
手锯
1
16
手锯条
自定
自定
17
手锤
自定
1
18
十字起
1
19
麻花钻
φ5.8
自定
20
铰刀
φ6H7
1
21
绞手
1
22
丝锥
M5
1
23
划针
1
24
样冲
1
其他
25
圆柱销
φ6h7×20
4
预制
26
标准圆棒
φ8~φ10
2
预制
27
十字沉头螺钉
M5×15
2
标准件
2.赛场提供
钳工工作台、台虎钳、台式钻床、划线平板、方箱。
三、模拟题
装配图
装配技术要求:
1.件3与件1、件2组合配合间隙≤0.02mm(转位10处)。
2.件1与件2不允许有错边,件3与件1、件2组合错边量≤0.1mm(转位4处)。
3.件3必须从燕尾槽完全穿过。
各件加工要求:
1.所有加工面不允许采用研磨、油石抛光、纱布抛光等加工方法。
2.检测手段不限。
件1加工图
件2加工图
(2件,各尺寸均按装配要求配作)
件3加工图
评分表
检测编号:
合计得分:
项目
序号
技术要求
配分
评分标准
检测记录
得分
件1
1
50±0.012(2处)
8
超差1处扣4分
2
38±0.05(2处)
8
超差1处扣4分
3
φ6H7(4处)
8
超差1处扣2分
4
M5(2处)
4
不合格1处扣2分
5
平面度误差≤0.02mm
(4处)
12
超1处扣3分
6
Ra≤1.6μm(8处)
4
超1处扣1分,最多扣4分
7
其余Ra≤3.2μm
2
超1处扣0.5分,最多扣2分
件3
8
150-0.018
4
超差不得分
9
100-0.015
4
超差不得分
10
Ra≤1.6μm(8处)
4
超1处扣1分,最多扣4分
11
其余Ra≤3.2μm
2
超1处扣0.5分,最多扣2分
配合
12
30±0.02
4
超差不得分
13
平行度误差≤0.04
4
超出不得分
14
配合间隙≤0.02(10处)
30
超1处扣3分
15
错边量≤0.1(4处)
2
超1处扣1分,最多扣2分
其他
16
定额工时360min
0
每提前10min加1分,最多加5分
17
安全文明操作
0
违章、违纪一次扣5分
严重违纪取消参赛资格
车工操作技能竞赛技术文件
一、竞赛内容
操作:
偏移尾座车削工具圆锥,加工C型中心孔,长工件的圆柱度要求、径向圆跳动要求的保证。
二、工量具准备清单
1.选手自备
项目
序号
名称
规格
件数
备注
量具
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
125mm或150mm
1
4
游标卡尺
300mm
1
5
螺纹环规
M16-5g6g
1
6
百分表
0~10
1
7
磁力表座
1
8
锥体量规(套规)
MorseNO4
1
9
直钢尺
300mm
1
10
深度游标尺
200mm
1
工具及刃具
11
外圆车刀
刀杆18×18,其余自定
自定
12
螺纹车刀
60°
自定
13
中心钻
A3
自定
14
麻花钻
φ8.7
自定
15
平底扩孔钻
φ10.5
自定
16
锥形锪孔钻
60°
自定
17
锥形锪孔钻
120°
自定
18
绞手
1
19
丝锥
M10
1
20
垫刀片
自定
自定
21
鸡心夹
φ30~40
自定
其他
22
前顶尖
自定
1
预制半成品
2.赛场提供
C6132E-3普通车床、三爪卡盘、后活动顶尖。
三、模拟题
赛件图
评分表
检测编号:
合计得分:
项目
序号
技术要求
配分
评分标准
检测记录
得分
尺寸
1
φ300-0.021
10
中间值
得10分
极限值
得5分
超差
不得分
2
300±0.1
3
超差不得分
3
112±0.05
2
超差不得分
4
φ38
1
一般公差f级,超差不得分
5
20
1
一般公差f级,超差不得分
6
6
1
一般公差f级,超差不得分
锥体
7
接触面积≥60%
30
≥90%
得30分
80%~90%
得25分
70%~80%
得20分
60%~70%
得10分
<60%
不得分
8
4±0.5
10
每超差0.1扣2分
中心孔与螺纹
9
A3/7.5
2
不合格不得分
10
CM10L30
/16.3
D=M10
2
不合格不得分
L=30
1
不合格不得分
D2=16.3
2
不合格不得分
11
M16-5g6g
8
通规过,止规旋入<1/3
8分
通规过,止规旋入≥1/3
5分
通规不能完全旋入
3分
通规旋入<1/2或止规旋入>1/2
0分
12
退刀槽
1
宽度、深度任一不合格不得分
形状位置
13
径向圆跳动≤0.02mm
(2处)
10
每超0.01扣5分
14
圆柱度误差≤0.015mm
10
每超0.01扣5分
15
Ra≤1.6μm(2处)
4
每超1处扣2分
16
Ra≤3.2μm
2
每超1处扣0.5分,最多扣2分
其他
17
定额工时210min
0
每提前10min加1分,最多加5分
18
安全文明操作
0
违章、违纪一次扣5分
严重违纪取消参赛资格
焊工操作技能竞赛技术文件
一、竞赛内容
操作:
手工电弧焊垂直固定管对接(有障碍)、板对接立位(无障碍)。
二、工量具设备准备清单
1.选手自备
项目
序号
名称
规格
件数
备注
量具
1
直钢尺
300mm
1
工具
2
粗平锉
自定
自定
3
手锤
自定
1
4
敲渣锤
自定
1
其他
5
焊工工作服
自定
1
浅色
6
电焊手套
自定
1
7
电焊脚套
自定
1
2.赛场提供
交流弧焊机、电焊面罩(可自带)、酸性电焊条(φ2.5mm、φ3.2mm、φ4mm)、钳工工作台、台虎钳。
三、模拟题
垂直固定管对接(有障碍)赛件图
操作说明:
1.按有关标准自行确定焊缝参数。
2.焊接中不得移动工件和障碍物。
3.电焊条规格自选,可自带焊条,但不允许使用特种焊条。
4.单面焊双面成形。
板对接立焊(无障碍)赛件图
操作说明:
1.按有关标准自行确定焊缝参数。
2.电焊条规格自选,可自带焊条,但不允许使用特种焊条。
3.单面焊双面成形。
评分表
检测编号:
合计得分:
管对接
项目
序号
技术要求
配分
评分标准
检测记录
得分
正面
焊缝余高0~3
5
0~1
5分
1~2
3分
2~3
1分
<0或>3
0分
焊缝宽度7~13
5
9~11
5分
8~9、11~12
3分
7~8、12~13
1分
<7或>13
0分
焊缝余高差0~3
3
0~1
3分
1~2
2分
2~3
1分
>3
0分
焊缝宽度差0~3
3
0~1
3分
1~2
2分
2~3
1分
>3
0分
焊缝外观
3
美观、均匀、平直
3分
均匀、平直
2分
基本成形、平直
1分
未成形
0分
背面
焊缝外观
5
美观、均匀、平直
5分
均匀、平直
3分
焊透、成形差
1分
未焊透
0分
缺陷及变形
咬边
3
无
3分
最大深度<0.3
总长度<15
2分
最大深度<0.5
总长度<30
1分
最大深度>0.5或
总长度>30
0分
母线直线度
3
0~1
3分
1~2
2分
2~3
1分
>3
0分
射线探伤
无气孔和点状夹渣
20
有一处扣2分
板对接
项目
序号
技术要求
配分
评分标准
检测记录
得分
正面
焊缝余高0~3
5
0~1
5分
1~2
3分
2~3
1分
<0或>3
0分
焊缝宽度15~23
5
18~19
5分
16~18、19~21
3分
15~16、21~22
1分
<15或>22
0分
焊缝余高差0~3
3
0~1
3分
1~2
2分
2~3
1分
>3
0分
焊缝宽度差0~3
3
0~1
3分
1~2
2分
2~3
1分
>3
0分
焊缝外观
3
美观、均匀、平直
3分
均匀、平直
2分
基本成形、平直
1分
未成形
0分
背面
焊缝外观
5
美观、均匀、平直
5分
均匀、平直
3分
焊透、成形差
1分
未焊透
0分
缺陷及变形
咬边
3
无
3分
最大深度<0.3
总长度<15
2分
最大深度<0.5
总长度<30
1分
最大深度>0.5或
总长度>30
0分
角变形<6°
3
0°~2°
3分
2°~4°
2分
4°~6°
1分
>6°
0分
射线探伤
无气孔和点状夹渣
20
有一处扣2分


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 维修 钳工 操作技能 竞赛 技术 文件 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
印刷厂实践报告范文5篇.docx
-
小学语文16年级各年级知识点汇编精品.docx
-
有深度的话.docx
-
学校保证书.docx
-
学前教育科研报告和论文写作笔记整理doc.docx
-
校本个人研修计划书六篇完整版.docx
-
一号文件开启反哺时代.docx
-
英语七下短语句型汇总.docx
-
学校维修协议书.docx
-
药厂qa自我评价.docx
-
幼儿园五大领域教案范例上课讲义.docx
-
英语小升初英语必备词汇.docx
-
学校疫情防控应急演练方案模版.docx
-
幼儿园春季园务工作计划.docx
-
一年级假期自我评价怎么写.docx
-
液氨罐区重大危险源事故专项应急预案第5版.docx
-
英语专八英美文学常识汇总.docx
-
幼儿园教案目标三方面.docx
-
幼儿园学校级组工作计划.docx
