 热处理工艺规范.docx
热处理工艺规范.docx
- 文档编号:23975849
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:12
- 大小:32.64KB
热处理工艺规范.docx
《热处理工艺规范.docx》由会员分享,可在线阅读,更多相关《热处理工艺规范.docx(12页珍藏版)》请在冰豆网上搜索。
热处理工艺规范
热处理工艺规范
一、淬火、回火工艺规范
1.淬火、回火准备工作:
1)检查设备,仪表是否正常;2)正确选择夹具;
3)检查零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部
位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。
2.常见材料淬火、回火工艺规范
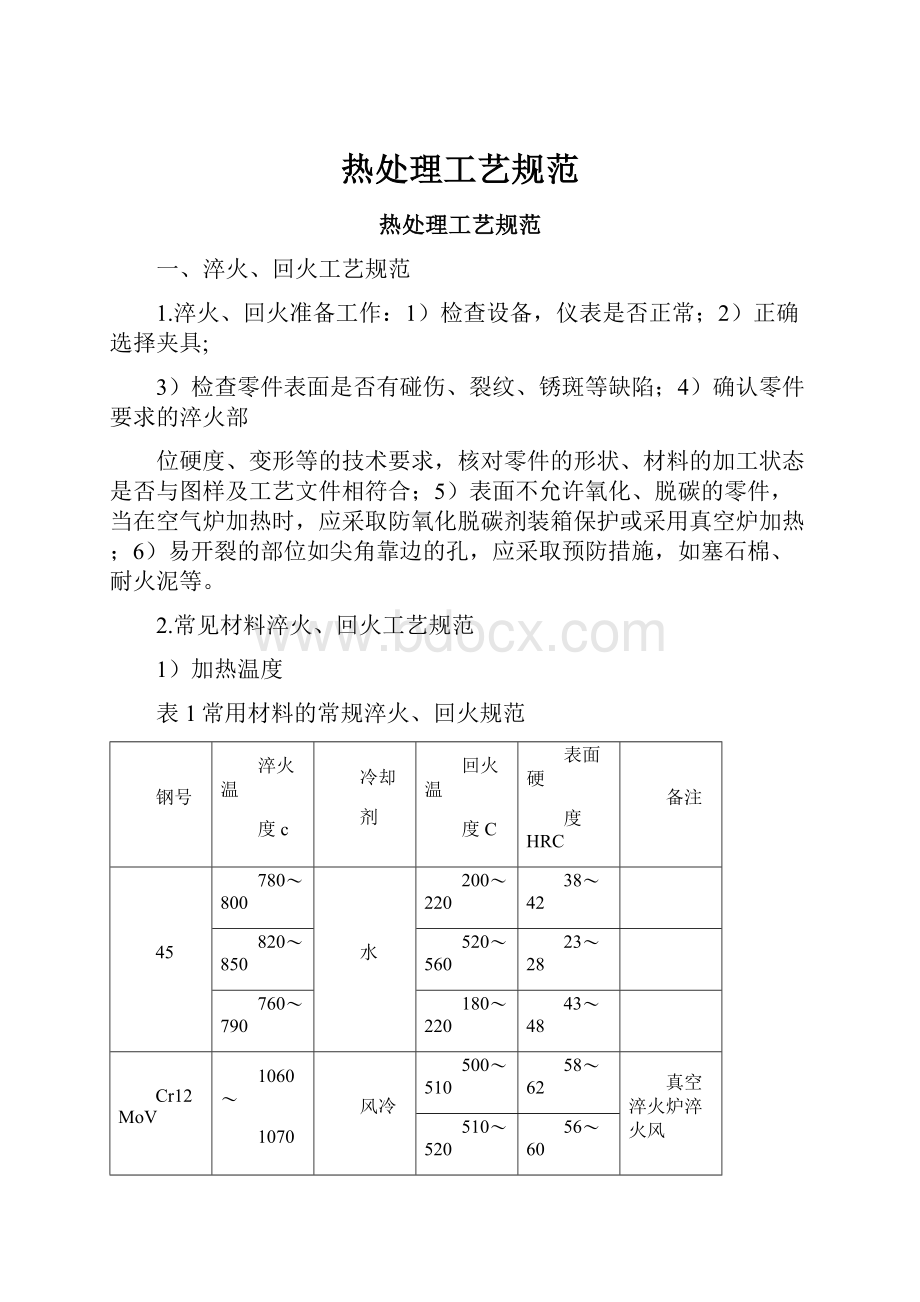
1)加热温度
表1常用材料的常规淬火、回火规范
钢号
淬火温
度c
冷却
剂
回火温
度C
表面硬
度HRC
备注
45
780〜800
水
200〜220
38〜42
820〜850
520〜560
23〜28
760〜790
180〜220
43〜48
Cr12MoV
1060〜
1070
风冷
500〜510
58〜62
真空淬火炉淬火风
冷,回火两次。
510〜520
56〜60
550〜560
48〜52
1020〜
1040
油
200〜220
58〜62
工件厚度超过
60mm而且淬油的,
必须回火一次。
500〜520
55〜58
520〜530
54〜56
560〜580
44〜48
9CrWMn
820〜840
油
190〜210
58〜62
真空淬火炉
Cr12Mo1V
1020〜
油
500〜520
50〜56
真空淬火炉
1
1040
200〜220
58〜62
1050〜
1080
风冷
510〜540
56〜61
真空淬火炉淬火风冷,回火两次;工件厚度超过60mm而且淬油的,必须回火三次。
4Cr5MoSi
V1
1000〜
1040
油
200〜220
48〜52
4Cr13
1020〜
1050
油
200〜220
49〜54
7Cr7Mo3V
2Si
1110〜
1130
油
560回火
三次
58〜62
真空炉淬火、回火
HS-1
960〜980
空冷
180〜200
58〜62
可火焰淬火
注:
Cr12Mo1V1即D2(美国)、(德国)、SLD(日立)、SKD11(日本)、K110(奥地利);
9CrWMn即O1(美国)、(德国)、K460(奥地利);
4Cr5MoSiV1即H13(美国)、(德国)、8407/8402(一胜百)、W302(奥地利);
7Cr7Mo3V2Si即LD1;
HS-1是高级火焰淬火,多用模具钢;
除45号钢或特别说明均采用回火两次的工艺。
2)淬火保温时间t=8~10min+k%D
k——装炉系数(1〜);口——保温系数(见表2);D一—零件有效厚度。
淬火保温系数
钢种
加热温度C
保温系数
电炉
真空炉
碳素工具钢
550〜650c(预
热)
〜
2〜
760〜840
〜
〜
低合金模具钢
550〜650(预
热)
〜
〜3
820〜950
〜
〜1
中、高合金模具
钢
580〜650
1〜
〜
800〜850
1〜
〜
950〜1100
〜1
〜
3)回火保温时间
①工件有效厚度d<=50mm保温2小时;
②工件有效厚度d>50mm按照保温时间t=d/25(小时)计算;
③每次回火后空冷至室温,再进行下次回火。
4)去应力(入炉时效)
①高合金钢550~650C,热透后,保温时间>3小时;
3.淬火和回火设备
1)淬火设备一一真空淬火炉、中温箱式炉、高温箱式炉。
2)回火设备一一真空回火炉、中温箱式炉。
3)冷却设备一一水梢、油梢、风箱。
设备名称
有效工作尺
寸
功率
最高使用温
度
真空淬火炉
900X600X
450
125Kw
13000C
真空回火炉2R-48
900X720X
420
48Kw
7000C
铝型材加热炉
863-008
800X600X
500
25Kw
6000C
箱式电阻炉
863-004
500X300X
200
12Kw
10000C
箱式电阻炉
863-003
810X550X
550
20Kw
13500C
高温箱式电阻炉
863-007
950X450X
350
45Kw
12000C
4.操作方法
1)零件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,工件间适当间隙。
小件可适当堆放,但要酌情增加保温时间。
2)细长零件加热要考虑装炉方法,以减少工件变形,如垂直吊挂,侧立放平支稳等。
3)零件同炉加热,截面尺寸不宜相差过大,厚度10〜50mm]一炉,50〜80mm]一炉,大截面零件应摆放在炉膛里面,以便小工件先出炉。
大小零件分别计算加热时间(仅指箱式炉)。
4)高合金钢及形状复杂的中小截面零件,应在550〜650c装炉,并经预热保
温后,才能进行升温加热。
5)高温合金钢零件要经过一次或两次预热,才能加热淬火(见下图)
Crl2MoV热处理工艺曲线
6)不同类型的零件在淬火冷却过程中应遵守下列原则:
轴、套筒、圆环类零件:
应沿轴心方向垂直进入冷却剂,并在冷却剂中上下窜动。
垫圈类零件:
应径向垂直进入冷却剂。
长板类零件:
选择横向侧面进入冷却剂为好。
有盲孔凹面的零件:
盲孔凹面向上进入冷却剂。
截面厚薄相差较大的零件:
大截面部分应先进入冷却剂。
带单面长梢的零件:
应梢口向上,一端倾斜45进入冷却剂。
7)淬火后应及时回火,一般零件淬火至回火不超过4小时,大型或复杂易裂零
件应立即回火
8)返修的零件在重淬前一般需经高温回火或正火处理;合金工具零件应退火处
理。
9)有淬裂危险的零件,在淬火冷却至50〜80c即应入炉回火。
10)需多次回火的零件,每次回火均应冷至室温。
11)凸、凹模和成形零件等硬件主要进真空炉热处理,真空度<=。
以防氧化、脱碳。
5.常见的缺陷及解决的办法
缺陷特
征
产生原因
解决方法
表面硬度低或软点
加热温度低,保温时间短;冷却速度慢或不均匀;从冷却介质中提出过早;表面或局音阴兑落;回火温度高;原始组织不良。
核对温度仪表,正确执行工艺;改变或搅拌冷却介质;严格检查原材料,改进预先热处理;采取保护加热。
马氏体
组织粗
大
加热温度过身;原始晶粒太人。
严格控制温度;进行预先热处理。
变形与
开裂
原材料组织不均匀,有冶炼金属缺陷;加热温度过高;冷却太快或不均;零件的结构形状复杂;二次淬火前未经正火或退火处理;未及时回火或回火不充分。
合金工具钢锻件,锻造比小:
材质内碳化物严重,锻打时没击碎。
加强原材料进货检验;正确掌握工艺,选择合适冷却介质。
表3
淬火缺陷原因及解决办法
二、退火与正火工艺规范
1.准备工作
1)检查设备,仪表是否正常,并应事先将炉膛清理干净;
2)核对物料与图样是否相符,了解零件的技术要求与工艺规范;
3)正确选择工装夹具,确定出炉方法;
4)对不允许表氧化,脱碳的零件,应采用进行防氧化脱碳剂保护或真空炉处
理。
2.工艺规范:
1)加热温度
表4常用钢退火工艺规范
钢号
AclC
加热温
度c
等温温
度C
等温时间
(H)
退火硬度
HB
GCr15
745
790〜810
700〜720
1〜2
207〜229
Cr12
810
850〜870
730〜750
6〜8
207〜215
Cr12MoV
810
850〜870
720〜740
3〜4
207〜215
表5常用钢材的正火温度
钢材
正火温度C
硬度HB
45
840〜860
170〜217
40Cr
860〜880
179〜229
2)保温时间:
电炉加热的保温时间=零件有效厚度X保温系数
表6退火、正火保温系数
钢种
保温时间min/mm
退火
正
火
碳素结构钢
〜
〜
合金结构钢
〜
〜
合金工具钢
〜
3)冷却速度
碳素钢退火应以不大于100〜200C/h的冷却速度冷至500〜550c后空冷合金钢及高合金退火应不大于20〜100c/h的冷却速度冷至500〜550c后室冷,正火应在空气中散开冷却不允许堆放或置于潮湿的地上冷却,大件或要求硬度高的零件方可在流动空气中或其它介质中冷却。
3.加热设备:
退火、正火主要采用箱式炉,必要时可选用真空炉。
4.操作方法
1)零件装炉时,必须放置在预先确定的有效加热区内,装置量、装炉方式
及堆放形式的确定应以保正零件均匀加热和冷却,且不造成有害缺陷的原则;
装箱退火时,箱间距离应大于100mm
2)装炉后需要检查零件与电热原件确无接触时,方可送电升温,在操作过程中,不得随意打开炉门。
3)零件的升温速度主要根据化学成份,几何形状等因素来确定,对于高碳,高合金钢断面较大或形状复杂的零件,以及装箱退火零件,应采用低温装炉,加热到500〜550c保温一段时间后再加热到规定的温度。
4)保温时间从炉温达到规定的温度算起,但装炉量大时,应适当延长,对于装箱退火,通常应增加2〜3h。
5)对于易变形件,装炉时应注意,支平放稳。
5.常见缺陷及解决方法:
缺陷特征
产生原因
解决方法
硬度局,球化不完全,细片状碳化物多
加热温度低或保温时间
短。
重新退火
网状碳化物严
重
正火温度偏低;保温时间
太短;冷速不够或退火温度
加热到Acm以上温度
后快冷到670c以下空
缺陷特征
产生原因
解决方法
超过Acm
冷再重新退火。
碳钢中自由石
退火日t从1000c缓冷时间
墨析出呈黑色
太长或在760〜780c停止
报废
断口
时间太长。
三、火焰淬火工艺
1.准备工作
1)检查乙快,氧气瓶的压力是否符合要求;
2)检查零件是否与图样及文件及工艺文件相符,表面不得有氧化皮、毛刺等;
3)适用于火焰淬火的材料是:
含碳量在〜麻素钢最适宜,以及碳含量为〜
%勺低合金钢。
在表面淬火前,为了获得良好的淬火质量,一般先进行正火和调质处理得到细晶粒的索氏体加铁素体或回火索氏体组织。
4)工艺规则
1)气体压力与流速:
压力过低会造成淬火表面硬度过低,压力过大会引起火焰跳动,一般情况下氧气压力取〜乙快气的压力取〜;
2)混合气的比例通常为氧:
乙快=(:
1)〜(:
1),这样即为中性火焰;
3)喷火器应与零件表面垂直,距冷却水的距离应为10〜40mm
4)零件加热温度一般为880〜900C,目测时呈现樱红色即可淬火;
5)对含碳量姒下的碳钢用15〜25c的水冷却,碳含量大于崛勺碳钢和含铭及镒的低合金钢用30〜40c的水与空气的联合冷却,部分高合金钢可以空冷;
6)对于易产裂纹的工件,淬火后应及时回火;
7)HS-1火焰淬火:
中性焰,火焰长度10〜15mmi巨刃口边缘4〜6mm加热带8〜12mm(单喷嘴)12〜20mm(双喷嘴);氧气压力49〜69N/mm乙快压力〜mm可经火焰预热180〜200C,1〜小时,淬火加温900〜1000c(目测);空冷,一般模具淬火后可用火焰回火,回火后表面硬度50~60HR。
淬硬层3~4mm
3.常见缺陷及解决办法:
缺陷特征
产生原因
解决办法
淬裂
原始组织不良;淬火温度高;加热冷却速度快;零件结构复杂。
进行预先热处理;调整喷焰器的移动速度和距零件的距离;大型零件可先预热;改变冷却条件;零件淬火表面要避免尖角,小孔。
软点
加热不够和冷却不充分;零件表面不清洁;局书B有脱碳现象。
严格控制温度均匀;保证水压稳定;
淬火前应认真清理零件表面锈迹。
硬度不足
淬火温度低,冷却不充分。
提高淬火温度;增加冷却速度。
四、热处理工人自检要求:
1.热处理前仔细消化图纸和工艺要求,检查工件是否和图纸符合,零件表面
有无裂纹等;
2.检查所用设备、仪表是否正常,能否满足工艺要求;
3.根据图纸要求和通用工艺规范确定零件的加热工艺参数(温度、时间),并
随时检查仪表显示是否符合预定工艺;
4.工件在热处理工艺完成后自检内容:
1)外观:
在工件表面不能有裂纹及伤痕等缺陷,按热处理工件数量100%自检;
2)表面硬度:
表面硬度自检一般安排在第一次回火后进行,按热处理工件数量大小进行抽检,检测方法按《金属洛氏硬度试验法》的规定进行,未抽检的工件,用刀100%佥查;
3)变形:
淬火、回火工件的变形应不影响以后的机械加工和使用,允许变形量见下表:
材料
变形量
D2、Cr12、
Cr12MoV
不大于400
HS-1
不大于400
45
不大于400
4)变形量采用平尺、塞尺组合测量;
5)对于有特殊要求的工件应进行金相检测、探伤检测。
5.自检过程中发现不符合图纸及工艺要求,应通知现场工艺员做出处理意见,不准许流入下工序


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 热处理 工艺 规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
企业法人变更全套表格材料全.docx
-
企业人员的实习证明书doc.docx
-
企业销售员工作任务没完成检讨书范本.docx
-
气调库建设实施方案.docx
-
汽车维修高级工试题及答案.docx
-
浅析智能天线.docx
-
青海省二级建造师《建设工程施工管理》真题II卷 含答案.docx
-
秋天伤感唯美的句子.docx
-
人教版九年级语文下册教案全集124页.docx
-
人教版六年级下册数学期末试题及答案.docx
-
全套污水处理厂竣工工程资料报送城建档 案管.docx
-
热机工作票管理规定标准版本.docx
-
人教版八年级下政治笔记.docx
-
人教版四年级数学下册竖式计算天天练229.docx
-
人教版数学八年级上第12章全等三角形章节检测含详解.docx
-
人教版小学语文五年级下册第六单元检测题.docx
-
人类学理论流派复习资料整理.docx
-
如何限定特定IP访问数据库.docx
-
软件工程职业规划.docx
