 机械制造工艺学第二版参考答案1汇总.docx
机械制造工艺学第二版参考答案1汇总.docx
- 文档编号:23953501
- 上传时间:2023-05-22
- 格式:DOCX
- 页数:20
- 大小:309.84KB
机械制造工艺学第二版参考答案1汇总.docx
《机械制造工艺学第二版参考答案1汇总.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学第二版参考答案1汇总.docx(20页珍藏版)》请在冰豆网上搜索。
机械制造工艺学第二版参考答案1汇总
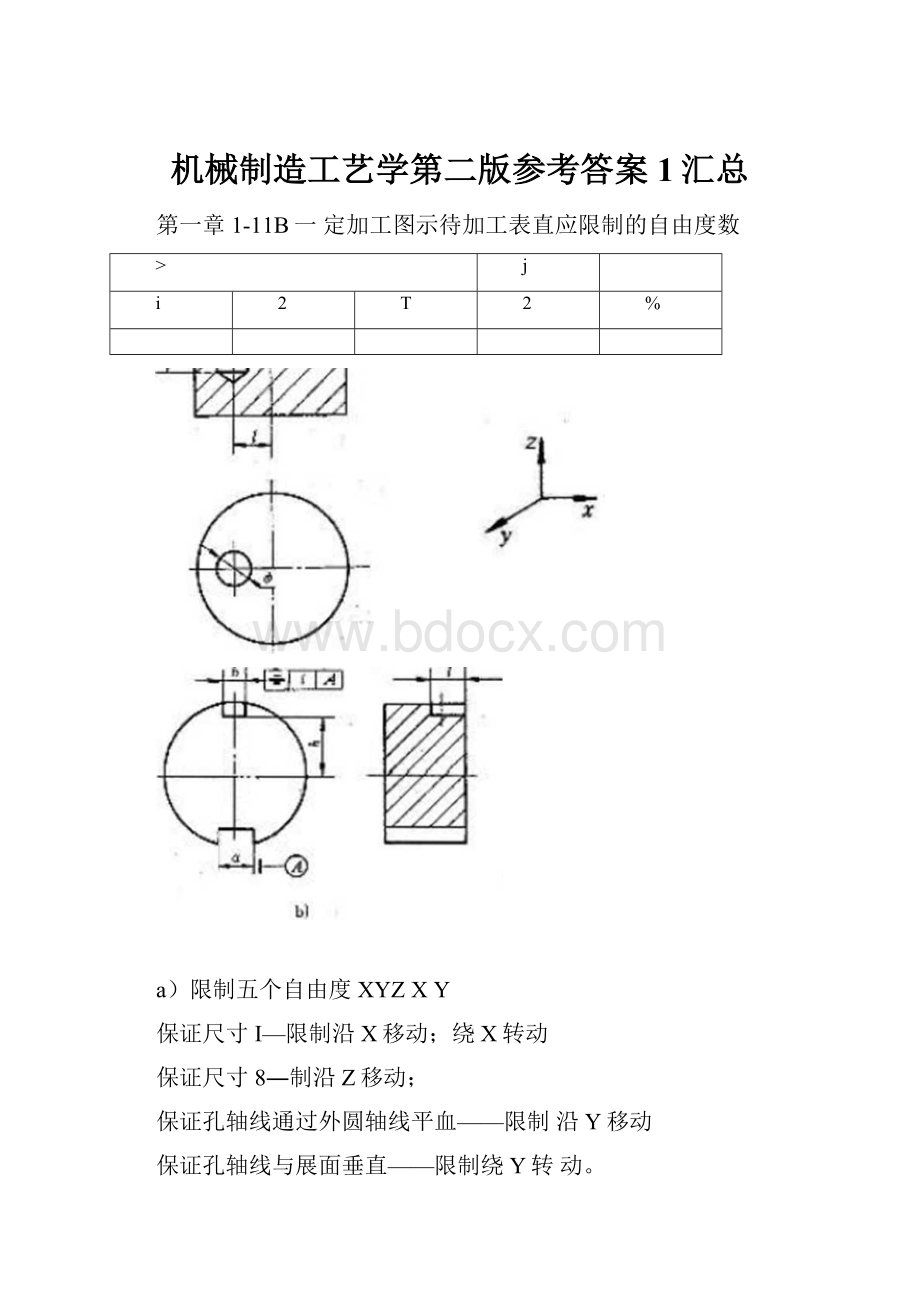
第一章1-11B一定加工图示待加工表直应限制的自由度数
>
j
i
2
T
2
%
a)限制五个自由度XYZXY
保证尺寸I—限制沿X移动;绕X转动
保证尺寸8―制沿Z移动;
保证孔轴线通过外圆轴线平血——限制沿Y移动
保证孔轴线与展面垂直——限制绕Y转动。
b)六个自由度都必须限制
保证尺寸1—限制沿Y移动;保证尺寸h——限制沿Z移动;保证槽底与轴线平行——限制绕X・Y转动
保证对称度一限制沿X移动和Z转动;
c)限制六个自由度
保证尺寸I,h.1:
—限制三个移动;保证与基准A平行度一限制绕Z转动。
保证与底面平行一制绕X.Y转动。
d)限制五个自由度xYxYZ保证尺寸1——限制沿X移动;保证与左孔的平行度一限制绕X.丫转动
保证对称度一限制沿Y移动和Z转动;
第一章1-12頌
a)
总体分析法:
二爪卡盘+同定后顶尖——限制XYZYZ
分件分析法:
三爪1<盘
YZ:
円定后顶尖yZ
d)
—Y
YZYZ
——Y
XYZ
曲者■起限•制Ji.个口山度XYY7-
无过定位,欠定位
总体分析法:
而后岡锥销——分件分析法:
丽圆锥销限制
浮动后圆锥销限制
两者一起限制五个自由度XYZYZ无过定位,欠定位
b)前后顶尖总体分析法:
前后顶尖XYZYZ
分件分析法:
前顶尖限制—XYZ:
浮动后顶尖——限制XY
两者一起限制五个白由度,无过定位,欠定位
c)弹性夹头限制I•件四个自山度:
YZYZ
(前后顶尖限制弹性夹头五个自由度:
xYZYZ
无过定位,欠定位
•L娥悴71啊:
卄泯刨八…曰由握汽AZIA,
分体分析:
底⑥三个支承钉+限制三个自由度:
ZYX
后血两个支承钉,限®:
xZ棱形销限制:
Y
共限倒六个自由度,无过定位.无各定位
・E)三个短v形块無限制六个自由度xYZYZX
-分体分析:
前后两块组合限制:
XzXZ
*右侧V形块限剧Y;与前肓¥形块组合限制:
Y
无过定位卄无欠足位
3-1在车床上用两顶尖装夹工件车削细长轴时,出现图3-80a、b、
c所示误差是什么原因,分别可采用什么办法来减少或消除?
答:
a)误差原因:
1)由于细长轴工件的刚性差,在加工过程中因受力变形而使
加工出的工件呈两端细中间粗的鼓形。
随着切削力作用点位置变化,
在两端,工件刚度最大,变形最小,切去的金属层厚;中间工件刚度最小,变形最大,切去的金属层薄。
2)误差复映
减小误差的措施:
使用中心架或跟刀架,提高工件的刚度,比如改为反向进给,使工件由轴向受压变为轴向受拉。
b)误差原因:
1)机床的刚性较差。
随着切削力作用点位置变化,在两端,
机床变形较大,切去的金属层薄;中间机床变形较小,切去的金属层厚。
因此因工件受力变形而使加工出的工件呈两端粗、中间细的鞍形
2)误差复映
减小误差的措施:
1)提高机床部件的刚度,减小载荷及其变化
2)减小误差复映系数或减小毛坯形状误差
c)误差原因:
1)机床导轨与主轴不平行
2)主轴回转误差中的倾角摆动
3)尾座偏移(前后顶尖连线与导轨扭曲)
减小误差的措施:
合理选择切削用量和刀具几何参数,并给以充分冷却和润滑,
以减少切削热。
提高导轨副的导向精度
3—2试分析在转塔车床上将车刀垂直安装加工外圆时,影响直径误差的因素中,导轨在垂直面内和水平面内的弯曲,哪个影响大?
与卧式车床比较有什么不同?
为什么?
yX
I*
解:
D:
工件直径;△Dy,△Dz工件直径误差;△y:
导轨在水平面内的弯曲;△z:
导轨在垂直面内的弯曲;
车刀垂直安装时误差的敏感方向在垂直方向。
因此导轨在垂直面内的弯曲对工件直径误差的影响较大
A/?
}1=(Ay)3/D
车刀垂直安装:
朋匡=山
z方向为误差敏感方向
金y=Ay
在卧式车床中:
y方向为误差敏感方向
4试分析事呐柚負竹內坏外浪诲国a)J4*W内瀧林国KJ1I'|<,:
羞所弓Lfi主軸阿转抽喘的运刚咲并.对啞加i第杆椿度有什么母釈怡份J
HW);
时于工畔吋非虚机廉i车车.舉压寻)*主轴螢焉工
牛呵畀・刀具丄同軀运助.也于折削力的方尙JL—•履的,
進动軸飙圧如制力龄件罔节,内样叶湫曜與不冋娜位卜朴卅门
环出濮锻H十耳丄部伉梱權鮭r当肉环咔羸迈门专期乔胆r站找刖垃主輛灼昶向圾动-知工席們工件产生罔度莊羞.侄祗蛊杭夕・
对于打鼻珂非筈*Miu苛斥手工左轴喑占可恳闫轴,•匸晔毛阿转远动,由于切削力荷方向轩随着圭轴的同榕而;屯化.激动■^和僅切IM力旳榨用下.内环外濃槪足瑕用一W・|L塩知卄环內滚皿军间帯M桩為驴卜坏内版应囚b河叭佬主轴产生屜奇円观%盘佬刃昇尸生释向聪熱
进砥工井OMtiiUL
B万案:
1)关于对称度的足位误差:
八血=0
2sin-
2
2)关于工序尺寸54的定位误差:
Adw=Aj^Ajb=Td/2-
Adw=0.050.lx0.707=0.0207
C方案:
1)关丁对称度的定位渓差:
Adw=Ak+AiL=0.08
A河06(考虑任意边接触)Ajb=0.02(考虑同班度)
定位面是内孔,工序基准足外圆轴线,不在同一要秦上,两误差相加
2)关于工序尺寸54的定位误差:
Adw=Ajv4Ajb=0.13
A1;=0.02+0.05=0.07Ajv二。
吋-也“二0.06
D方案:
1)关于对称度的定位误差:
=Ajh二T/2二0.05
2)关于工尺寸54的定位误差:
A^.=0
万案比较:
1)宙于(:
、D方案黄于对称度的定位误差>对祢度公差,不能用
2)B万案:
关于工序尺寸54的定位误差:
A=0.0207.只占该工序尺寸公差的15%;
关于对称度的定位误差:
A山=(),因优该方案可用
基准位置误差
囹2・97談2-4W
关于同轴厦误差引起的足位误差:
如下医,工艺基准为孔的下母线,而定位基准为雑的中心线,若外圆及孔的尺寸无溟差•则引起工序基准位萱变化的原因为孔轴旳同轴度溟差,工序基准位置最大的变动量=T(同轴芟公差值),SJAdw=Ajb=T;若考虑外圆
AJ>=
=0.0707
2sin?
0.0125
Ajb=Td/2=
A如二0.0832>0.2/3
2、长方体工件的悅槽工丿好如下图所示.惟孔和各平面均已加工好•恨番六点定位原理.
试分折齐定位兀件所*制的门由皮、定位力系是杏合理?
并犍出改进力糸(10分)
(1)加工田示忌件需爪创六个自由度.讣
(2伽1定位SLFJL创眇三金自曲度,F平由2定伍危圧制亍豆三个白白皮.支承仃3定位能展制亍一人自由度.支承钉4屯位能限制2—个自由度.
⑶该屯位方食爲于辻龙位:
2山讹销1与平旧2車芨定位・$由文氐仃3与锥棉1重复灾位;
(4將短锥績改为轴向可浮动■佼?
由平囲2限制;
(5)楸洽支氐仃3.億亍仅曲浮动圓锥俏1限制;
w
MS&$361(M6
第四章习题4X3:
尺什为
1-20在图卜97所示工件中,厶=70莖脇mgLz=
60_*O25mm,厶=20T$mm,L.不便直接测址.试Bt新给
出测世尺寸,并标注谏测量尺寸的公臥
解:
测量尺寸L1.四个尺寸组成的尺寸链中:
封闭环为L3.增环:
L2,L4;减环:
L1
20=60+A4-70
L4=3Omni
+0.15=ES/.J+0—(-0.05)ES/4=+O.lmm
0=£//4-0.025-(-0.025
E]L4=OWZM
.••L3=30^Amm
第四章习题/•*
血接测墩哪些尺寸?
试标岀它们的尺寸及公屋・
解答提示:
——可测量L或者L';L,=45°0.05L/=30L3=5<0-30L4=0±0.25
试根据卜述工艺方案标注各匸序尺寸的公基:
L2卜L4|一L3
1-21"W1-98为某零件的一个视图,图中槽深为
5+汁皿,该尺寸不便直接测邑•为检验榊深是否合格,可・
1)测量L,贝!
JL、L2,L3,和L组成尺寸链;
I%为封闭环・1“为增环,L,L?
L4为减环
2)若测最【•'・贝1」2"【,3和L'组成尺寸链;【・3为
封闭环,2L1为增环,L'为减环
1-22某齿轮零件.其轴向设计尺寸如图1・99所示,
1.车端面1和端面4$
2.以端1为轴向定位基准车端面3;直接测童端面4和端面3之间的距离,
3.以端面4为轴向定位基准/I;端面2,直接測竜端面1
和端面2之间的距离…
解答提示:
这是个公差分配的问题
1)中4(),L2=L3=15,1^=10组成尺寸链.工序2,3分别保证尺寸51.’
工序1保证尺寸L],因此5为封闭环(间接保证的尺寸)
2)将封闭环尺寸5的公差分配给其它组成环:
设=TL2=T,3=O.10
3);将L]的公差按入体原则标注40°(11,又设ES产ES 4)画尺寸链图并计算ESi.ES? EIi.EI? Bi 工 l- — 1 解答提示: 1^15.2^ >0.附 a0075F 1-23图所示小轴的部分工艺过程为『车外 呈030.5“雋imn,铳键槽深度为热处理,磨 外卿至与车后外關的同*度公雄为処05nmu求保证键槽深度为4壮务m的铳槽 深度H^H. L=0±0.025Lk%和H组成尺寸陀直接可以保证的尺寸育L”Lj*L$*H;—为封闭环(间接保证的尺寸) 增环: 【卧H;减环【廿1%既可看成增环也勺是减环(因其基本尺寸二0) 解得: H=4_25^'^i(F_gt75=4.2675心叫 3-1机械加工表面质量包括哪些内容? 机械加工表面质量包含表面层的几何形状特征和表面层的物理力学性能两方面的内容。 其中,表面层的几何形状特征主要由表面粗糙度、表面波度、表面加工纹理、伤痕组成;表面层的物理力学性能包括表面层的加工冷作硬化、表面层的金相组织变化、表面层的残余应力。 3-3车削一铸铁零件的外圆表面,若进给量f=0.40mm/r,车刀刀尖圆弧半径re=3mm,试估算车削后表面粗糙度的数值。 Rz? =Ra? =H=f/8r,1000 H: 切削残留面积的高度 f: 进给量 r£: 刀尖圆弧半径 所以Ra=(0.402/83)*1000=6.7 3-4高速精镗45钢工件的内孔时,采用主偏角kr=75°、副偏角k'r=15。 的锋利尖刀,当加工表面粗糙度要求Rz=3.2〜6.3mm时,问: 1)在不考虑工件材料塑性变形对表面粗糙度影响的条件下,进给量应选择多大合适? 2)分析实际加工表面粗糙度与计算值是否相同,为什么? 3)进给量f越小,表面粗糙度值是否越小? 3-5采用粒度为36号的砂轮磨削钢件外圆,其表面粗糙度要求为 Ra1.6即;在相同磨削用量下,米用粒度为60号的砂轮可是Ra减小 为0.2m,这是为什么? 砂轮粒度愈细,则砂轮单位面积上磨粒数愈多,工件表面上刻痕密而 细,则表面粗糙度值愈小。 显然60号的粒度比36号细 磨料颗粒的大小,用 粒度号表示耳 粒度对加工表面粗糙度和磨削生产率影响较大。 粗磨用粗磨料(30徉〜46样),粒度号较小。 令 精磨用细蘑粒(60★〜120专.粒度号较大。 i=i 磨削硬度低鼻塑性大的工件材料和賭削面积较大时■为避免砂轮堵塞•可采用粗粒度的砂轮杪 工件速度表面粗糙度的影响刚好与砂轮速度的影响相反,增大工件速度时,单位时间内通过被磨表面的磨粒数减小,表面粗糙度值将增大。 工件速度增加,塑性变形增加,表面粗糙度值将增大。 2-19在自动机上加工一批尺寸为80.09mm的工件,机床调整完后 试车50件,试绘制分布曲线图、直方图,计算工序能力系数和废品率,并分析误差产生原因。 解: 已知dXmax乂版8.087.°280.175mm,取d=0.18mm n171 _501502 XXi7.97mm,S(Xix)0.146mm i1\49i1 CpT/60.18/(60.146)0.2 组号 组界/mm 中心值 /mm 频数 频率 (%) 频率密度/mm-1 (%) 1 6.938〜7.118 7.028 1 2 11.11 2 7.118〜7.298 7.208 0 0 0 3 7.298〜7.478 7.388 0 0 0 4 7.478〜7.658 7.568 0 0 0 5 7.658〜7.838 7.748 2 4 22.22 6 7.838〜8.018 7.928 35 70 388.89 7 8.018〜8.918 8.018 12 24 66.67 直方图 40 20 0 工件尺寸(mm 根据直方图可知,工件尺寸主要集中在7.838〜8.018mm之间, 只是由于出现了一例7.028mm的工件,导致正态分布曲线均值偏离基本尺寸较大,标准差很大,从而导致工序能力变差。 可以通过再次试车实验,确定7.028mm的工件是否为偶然误差,再进一步确定工件的均值和标准差。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 工艺学 第二 参考答案 汇总
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
奥鹏福师《学校心理健康教育》在线作业一doc.docx
-
八路数据采集及报警系统刘梦龙1190716.docx
-
八年级第3次月考优秀作文.docx
-
八年级上学期物理科期末调研试题2精.docx
-
八年级生物上册 第一章 第一节 腔肠动物和扁形动物知识树解析教案 新版新人教版.docx
-
八年级英语下册 Unit 5 What were you doing when the rainstorm came学案1无答案新版人教新目标版.docx
-
班级对个人的鉴定评语4篇.docx
-
安全生产交流会汇报材料.docx
-
案例分析实例.docx
-
安全监理细则范本.docx
-
白菜观察记录特选借鉴.docx
-
百日安全宣传标语.docx
-
安全消防月总结.docx
-
八年级下册物理知识点梳理.docx
-
班主任工作会议记录 1.docx
-
奥鹏东北师范大学课程考试《心理评价技术》考前练兵doc.docx
-
八年级科学下册期末调研试题1.docx
-
保健品项目经济效益分析.docx
-
版国家一级建造师《矿业工程管理与实务》检测题B卷 附答案.docx
