 FANUC 0imateD数控车床功能调试.docx
FANUC 0imateD数控车床功能调试.docx
- 文档编号:23826431
- 上传时间:2023-05-21
- 格式:DOCX
- 页数:14
- 大小:244.38KB
FANUC 0imateD数控车床功能调试.docx
《FANUC 0imateD数控车床功能调试.docx》由会员分享,可在线阅读,更多相关《FANUC 0imateD数控车床功能调试.docx(14页珍藏版)》请在冰豆网上搜索。
FANUC0imateD数控车床功能调试
FANUC0i(-mate)-D数控车床功能调试
一、数控系统参数的全清
FANUC0i(-mate)-D数控系统是利用IPL监控器中的菜单进行系统参数的清空。
1.进入IPL监控器画面:
IPL监控器通过如下操作而启动;
(1)同时按下MDI键[.]和[-],接通电源;
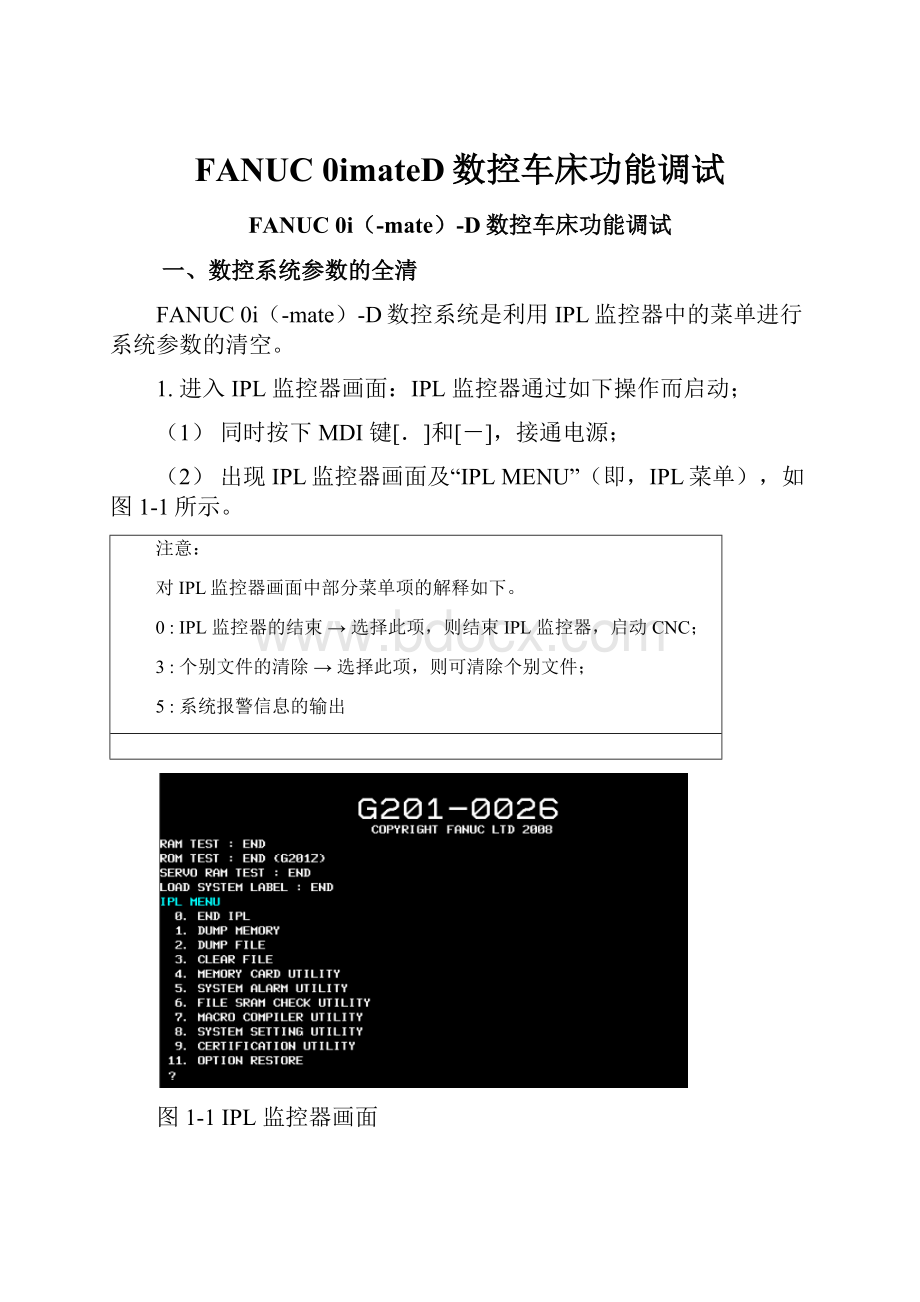
(2)出现IPL监控器画面及“IPLMENU”(即,IPL菜单),如图1-1所示。
注意:
对IPL监控器画面中部分菜单项的解释如下。
0:
IPL监控器的结束→选择此项,则结束IPL监控器,启动CNC;
3:
个别文件的清除→选择此项,则可清除个别文件;
5:
系统报警信息的输出
图1-1IPL监控器画面
2.从上述“IPLMENU”菜单中选择“3”,则出现如图1-2的显示画面;
在此画面中选择某项菜单,则将清除所选中的个别文件,进行格式化处理。
图1-2个别文件的清除画面
3.在图1-2所示的菜单中选择要操作的项。
如要清空系统参数,则用MDI键盘键“1”→按INPUT键;
4.则显示器上会出现“CLEARFILEOK?
(NO=0,YES=1)”的提问;
5.如果想清空参数则键入“1”时;
如果不想清空参数,则键入“0”表示中止操作。
6.若要继续清除其它文件时,重复第3~5步骤的操作;
7.若想结束操作并返回上一级菜单画面(图1-1)时,请键入“0”。
也可以直接下电再重新上电,以便于检查系统参数是否全清。
注意:
如果参数全部清空,则上电后的数控系统显示器上将出现大量的报警信息,说明参数全清成功。
二、数控系统参数设置
数控系统正常运行的重要条件是必须保证各种参数的正确设定,不正确的参数设置与更改,可能造成严重的后果。
因此,必须理解参数的功能,熟悉设定值,详细内容参考《参数说明书》。
1.显示参数的操作
(1)按MDI面板上的【SYSTEM】功能键数次或者按【SYSTEM】功能键一次,再按〖参数〗软键,选择参数画面,见图2-1。
图2-1参数画面
(2)参数画面由多页组成,可用光标移动键或翻页键,寻找相应的参数画面,也可由键盘输入要显示的参数号,然后按下〖号搜索〗软健,显示指定参数所在的页面,此时光标位于指定参数的位置。
2.用MDI设定参数
(1)在操作面板上选择MDI方式或急停状态。
(2)按下【OFS/SET】功能键,再按〖设定〗软键,可显示“设定”画面的第一页。
(3)将光标移动到“写参数”处,按〖操作〗软键,进入下一级画面。
(4)按〖NO:
1〗软键或输入1,再按〖输入〗软键,将“写参数”设定为1,此时参数处于可以写入状态,同时CNC产生“SW0100参数写入开关处于打开”报警,这时若同时按下【RESET】键和【CAN】键,可解除SW0100报警。
(5)按【SYSTEM】功能键,再按〖参数〗软键,进入参数画面。
找到需要设定的参数画面,将光标置于需要设定的参数上。
(6)输入设定值,按【INPUT】键,则输入的数据将被设置到光标指定的参数中。
(7)参数设定完毕,需要将“写参数”设置为0,即禁止参数设定,防止参数被无意更改。
注:
有时在参数设定中会出现报警“PW0000必需关断电源”,此时需要重新启动数控系统,参数方能生效。
3.设定显示语言
(1)本系统可使用CF存储卡来存储和恢复机床数据。
(2)按下【SYSTEM】功能键,再按〖参数〗软键,找到“参数设置”画面。
在MDI键盘区输入3281,按〖号搜索〗软键,屏幕上显示3281号参数。
在MDI键盘区输入15,按【INPUT】键,将3281号参数设置为“15”,即设置系统语言为简体中文。
此时会出现“PW0000必需关断电源”报警,按操作面板NC电源“停止”按钮,再按NC电源“启动”按钮,重启数控系统。
在该参数中输入不同的数字就代表着不同的语言(具体语言类型数据请参阅参数说明书)。
4.参数设定
通常情况下,在参数设置画面输入参数号再按〖号搜索〗软键就可以搜索到对应的参数,
从而进行参数的修改。
(1)系统参数设置
按下【SYSTEM】功能键,再按〖参数〗软键,找到参数设置画面,在参数画面设置下列参数:
参数号
数值
参数说明
20
4
存储卡接口
3003#0
1
使所有轴互锁信号无效
3003#2
1
使各轴互锁信号无效
3003#3
1
使不同轴向的互锁信号无效
3004#5
1
不进行超程信号的检查
3105#0
1
显示实际速度
3105#2
1
显示实际主轴速度和T代码
3106#5
1
显示主轴倍率值
3108#7
1
在当前位置显示画面和程序检查画面上显示JOG进给速度或者空运行速度
3708#0
1
检测主轴速度到达信号
3716#0
0
模拟主轴
3720
4096
位置编码器的脉冲数
3730
995
用于主轴速度模拟输出的增益调整的数据
3731
-14
主轴速度模拟输出的偏置电压的补偿量
3741
2800
与齿轮1对应的各主轴的最大转速
7113
100
手轮进给倍率
8131#0
1
使用手轮进给
(2)轴设定参数的设置
设置以下参数:
参数号
设定值
参数定义
X轴
Y轴
Z轴
1006#3
0
0
各轴的移动指令(0:
半径指定1:
直径指定)
1020
88
89
90
各轴的程序名称
1022
1
2
3
基本坐标系轴的设定
1023
1
2
3
各轴的伺服轴号
1825
3000
3000
3000
各轴的伺服环增益
1828
20000
20000
20000
每个轴的移动中的位置偏差极限值
1829
500
500
500
每个轴的停止时的位置偏差极限值
1260
360
360
360
旋转轴转动一周的移动量
1320
根据实际位置测定
各轴的存储行程限位1的正方向坐标值I
1321
根据实际位置测定
各轴的存储行程限位1的负方向坐标值I
1410
2000
空运行速度
1420
1500
1500
1500
各轴的快速移动速度
1421
300
300
300
每个轴的快速倍率的F0速度
1423
1500
1500
1500
每个轴的JOG进给速度
1424
3000
3000
3000
每个轴的手动快速移动速度
1425
300
300
300
每个轴的手动返回参考点的FL速度
1620
64
64
64
每个轴的快速移动直线加/减速的时间常数(T),每个轴的快速移动铃型加/减速的时间常数T1
1622
64
64
64
每个轴的切削进给加/减速时间常数
1624
64
64
64
每个轴的JOG进给加/减速时间常数
(3)伺服设定参数的设置
显示伺服参数画面的步骤:
1)设置参数3111#0=1→系统下电,再上电;
2)按MDI面板上的【SYSTEM】功能键一次→再按〖+〗软键两次→选择〖SV设定〗软键→出现含有如下伺服参数的画面;
3)按下表中的设置值对该画面的参数进行设置。
参数名
X轴
Z轴
初始化设定位
00000010
00000010
电机代码
256
256
AMR
00000000
00000000
指令倍乘比
2(半径)/102(直径)
2
柔性齿轮比N
1
1
(N/M)M
200
200
方向设定
111
-111
速度反馈脉冲数
8192
8192
位置反馈脉冲数
12500
12500
参考计数器容量
5000
5000
注意:
在参数设定后,要先断电再上电,以使参数设置生效。
上表所列参数为常用参数,仅供参考。
与伺服有关参数的设定
1.概述
(1)CNC中经常使用的术语
1)最小指令增量:
从CNC送到机床的最小指令单位。
2)检测单位:
检测机床位置的最小单位。
3)指令倍乘比(CMR):
使CNC指令脉冲的权与来自检测器脉冲的权相匹配的常数。
4)检测倍乘比(DMR):
使CNC指令脉冲的权与来自检测器脉冲的权相匹配的常数。
5)最小输入单位:
编程时移动量的最小单位。
6)最小移动单位:
指令机械移动的最小单位。
(2)知识铺垫
Kv误差补偿等
Pc’Pc+PeV
○○
-
Pf位置
ZPn○反馈
PCz○PCA
PCB
PCZ
2.参数
[数据类型]位轴型
OPTX位置检测器:
0:
不使用分离型脉冲编码器
1:
使用分离型脉冲编码器
APZX当使用绝对位置检测器时,机床位置和绝对位置检测器的
位置是否对应:
0:
不对应
1:
对应
APCX位置检测器的类型:
0:
非绝对位置检测器
1:
绝对位置检测器(绝对脉冲编码器)
[数据类型]位轴型
DM1X~DM3X设定检测倍乘比
[数据类型]字节轴型
设定指令倍乘比用以指明各轴的最小指令增量与检测单位的比值。
最小指令增量=检测单位×指令倍乘比。
增量系统与最小指令增量之间的关系如下表:
参数中的设定值计算如下:
(1)当指令倍乘比为1/2~1/27时:
设定值=1/指令倍乘比+100
有效数据范围:
102~127。
(2)当指令倍乘比为1~48时:
设定值=2×指令倍乘比。
有效数据范围:
2~96。
[数据类型]双字轴型
[有效数据范围]0~999999999
设定参数计数器容量
[数据类型]字轴型
[数据单位]0.01s-1
[有效数据范围]1~9999
设定各轴的位置控制环增益。
当机床进行直线和园弧插补时(切削),各轴的设定值必须一致。
而机床进行定位时,各轴的设定值可以互不相同。
当回路增益值增加时,位置控制的响应将会得到改善。
但回路增益过大,就会导致伺服系统抖动。
位置偏差(由误差计数器累计的脉冲数)和进给速度之间的关系表示如下:
位置偏差=进给速度/[60×(位置环增益)]
单位:
位置偏差:
mm,inch或deg
进给速度:
mm/min,inch/min或deg/min。
回路增益:
s-1
[数据类型]双字轴型
[数据单位]检测单位
[有效数据范围]0~999999999
该参数设定各轴运动中的位置偏差极限。
如果运动中的位置偏差超过了位置偏差极限,就会产生伺服报警,便会立即停止运行(类似于急停)。
通常在该参数中设定快速移动时的位置偏差值再加上一些余量。
[数据类型]字轴型
[数据单位]检测单位
[有效数据范围]0~32767
该参数设定各轴在停止状态下的位置偏差极限。
如果在停止状态下位置偏差超过了所设定的位置偏差极限,则产生伺服报警,同时将立即停止运行(类似于急停)。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FANUC 0imateD数控车床功能调试 imateD 数控车床 功能 调试
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
完整新视野大学英语第三版读写2答案Word格式文档下载.docx
-
学年广东省揭阳市高二下学期期末考试生物试题答案+解析Word下载.docx
-
学年高中语文 第2课 诗两首练习 新人教版必修1Word文件下载.docx
-
托儿所幼儿园建筑设计规范Word文档格式.docx
-
学年高中语文 第11课 变形记节选同步练习 粤教版必修4Word文档下载推荐.docx
-
阴瑜伽体式解说文档格式.docx
-
西门子S7200PLC控制4四层电梯方案Word文档格式.docx
-
艺术类课程三维建模教案Word格式.docx
-
四年级上册第六单元除数是两位数的除法导学案文档格式.docx
-
小区10kV配电安装工程施工方案Word文件下载.docx
-
项目交收楼筹备方案文档格式.docx
-
五年级10册品德与社会教案2Word格式.docx
-
原来这就是杜甫作文高一Word下载.docx
-
推荐会计新人如何快速提高会计实战技能Word格式.docx
-
通用版中考英语总复习教材知识梳理17八下Modules78精练试题外研版文档格式.docx
-
脱粒机打一成语Word文档格式.docx
-
留学生需知的各国法律在日本当胖子违法Word下载.docx
-
月报个人工作总结Word格式文档下载.docx
-
小学语文人教版五年级上册全套学案Word格式文档下载.docx
