 中药制剂提取车间批生产记录模版.docx
中药制剂提取车间批生产记录模版.docx
- 文档编号:23809972
- 上传时间:2023-05-20
- 格式:DOCX
- 页数:29
- 大小:27.81KB
中药制剂提取车间批生产记录模版.docx
《中药制剂提取车间批生产记录模版.docx》由会员分享,可在线阅读,更多相关《中药制剂提取车间批生产记录模版.docx(29页珍藏版)》请在冰豆网上搜索。
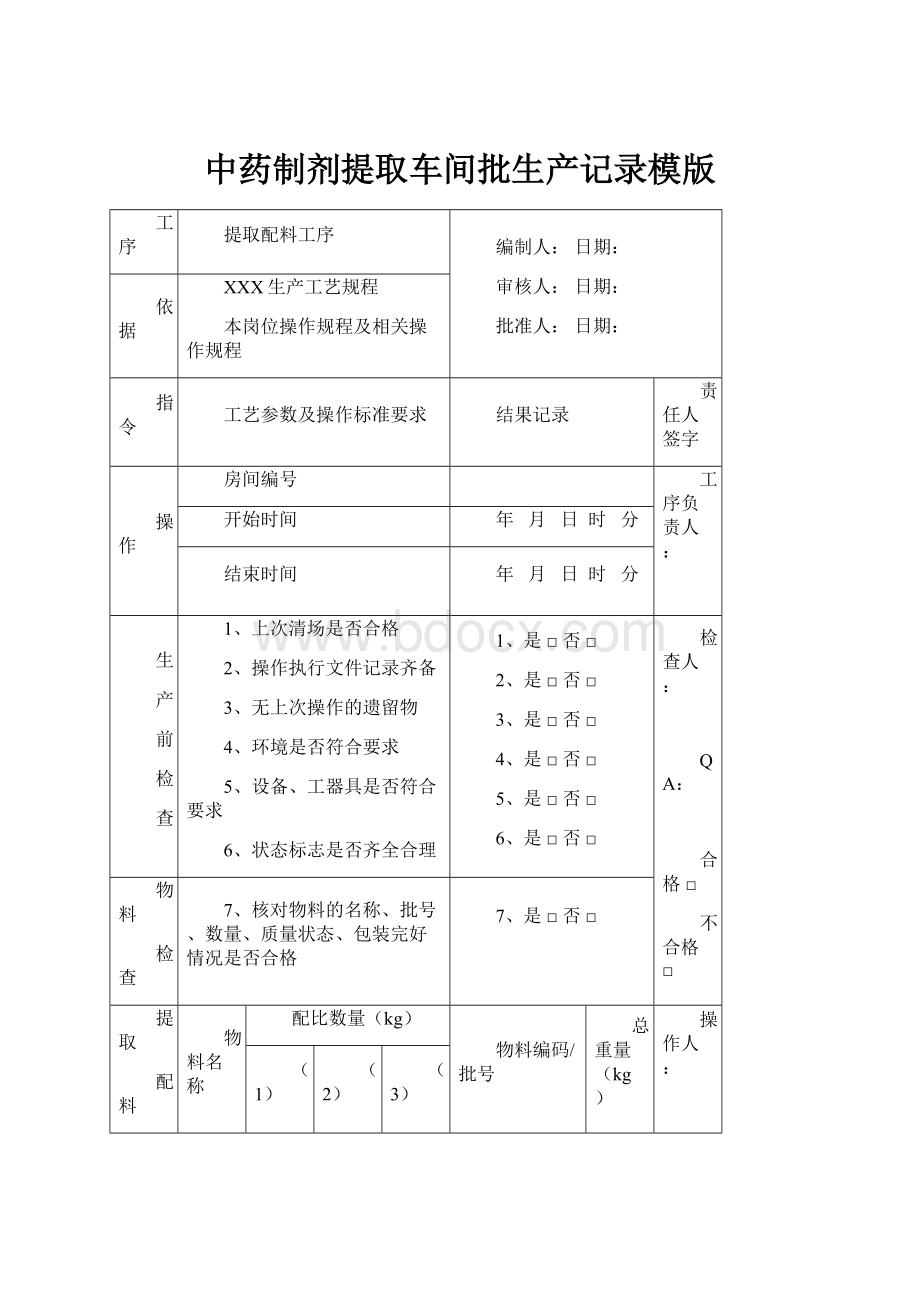
中药制剂提取车间批生产记录模版
工序
提取配料工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
提取
配料
物料名称
配比数量(kg)
物料编码/批号
总重量(kg)
操作人:
复核人:
此次称量数
据是否准确
是□
否□
(1)
(2)
(3)
01
02
03
04
05
06
07
08
09
10
11
12
配比份数
合计
以上味饮片按上表配比为份
装袋、贴签转运至提取岗位
接收人:
接收日期:
年月日
生药
配料
物料名称
物料编码/批号
总重量(kg)
左表味配料后,装袋、贴签转运至灭菌岗位
接收人:
接收日期:
年月日
01
02
03
04
05
合计
原辅料
物料名称
物料编码/批号
总重量(kg)
左表原辅料配料后,装袋、贴签、暂存,待接收岗位使用
接收人:
接收日期:
年月日
01
02
03
04
05
合计
指令
工艺参数及操作标准要求
结果记录
责任人签字
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
领料单粘贴处:
工序
水提工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
提取
(X)
设备名称:
设备编号:
QA确认本罐投料是否准确无误并签字
是□否□
操作人:
复核人:
QA:
投
料
量
饮片名称
投料量(kg)
饮片名称
投料量(kg)
偏差
偏差及异常情况处理
有□无□
控制温度:
95~100℃
℃
蒸汽压力:
0.1~0.15Mpa
Mpa
第一次加水量:
投料量的X倍
kg
浸泡时间:
X小时
日时分~日时分
第一次升温时间
日时分~日时分
第一次提取时间:
X小时
日时分~日时分
第二次加水量:
投料量的X倍
kg
第二次升温时间
日时分~日时分
第二次提取时间:
X小时
日时分~日时分
第三次加水量:
投料量的X倍
kg
第三次升温时间
日时分~日时分
第三次提取时间:
X小时
日时分~日时分
指令
工艺参数及操作标准要求
结果记录
责任人签字
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
浓缩工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
YB-TQ-020
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
浓
缩
设备名称:
设备编号:
设备编号:
操作人:
复核人:
蒸汽压力:
0.1~0.2Mpa
Mpa
一效浓缩温度:
80±2℃
℃
一效真空度:
-0.04~-0.06Mpa
Mpa
二效浓缩温度:
70±2℃
℃
二效真空度:
-0.06~-0.08Mpa
Mpa
浓缩相对密度:
0.00~0.00(00℃)
(℃)
浓缩后称重
kg
偏差
偏差及异常情况处理
有□无□
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
醇提工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
提取
设备名称:
设备编号:
QA确认本罐投料是否准确无误并签字
是□否□
操作人:
复核人:
QA:
投
料
量
饮片名称
投料量(kg)
饮片名称
投料量(kg)
偏差
偏差及异常情况处理
有□无□
控制温度:
80~85℃
℃
蒸汽压力:
0.1~0.15Mpa
Mpa
乙醇使用记录
物料编码/批号
领用量
使用量
剩余量
乙醇(kg)
回收乙醇(kg)
第一次加醇(00%)量:
投料量的X倍
kg乙醇浓度:
%
第一次升温时间
日时分~日时分
第一次提取时间:
X小时
日时分~日时分
第二次加醇(00%)量:
投料量的X倍
kg乙醇浓度:
%
第二次升温时间
日时分~日时分
第二次提取时间:
X小时
日时分~日时分
第三次加醇(00%)量:
投料量的X倍
kg乙醇浓度:
%
第三次升温时间
日时分~日时分
第三次提取时间:
X小时
日时分~日时分
指令
工艺参数及操作标准要求
结果记录
责任人签字
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
醇沉工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
清膏重量:
kg
醇
沉
设备名称:
设备编号:
设备编号:
操作人:
复核人:
加入乙醇,使含醇量达到00%
含醇量:
%
静置时间:
X小时
日时分
至日时分
偏差
偏差及异常情况处理
有□无□
乙醇使用记录
物料编码/批号
领用量
使用量
剩余量
乙醇(kg)
回收乙醇(kg)
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
回收乙醇浓缩工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
回
收
乙
醇
浓
缩
设备名称:
XXXXX热回流提取机组
设备名称:
XXXXX乙醇回收塔
设备编号:
设备编号:
操作人:
复核人:
回收乙醇订制批号
批号:
回收乙醇量
kg
折算浓度(20℃)
%(20℃)
蒸汽压力:
0.08~0.15Mpa
Mpa
浓缩温度:
80±2℃
℃
真空度:
-0.04~-0.06Mpa
Mpa
浓缩相对密度:
0.00~0.00(00℃)
(℃)
浓缩后称重
kg
偏差
偏差及异常情况处理
有□无□
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
灭菌干燥工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
生药
灭菌
设备名称:
设备编号:
QA确认灭菌投料是否准确无误并签字
是□否□
操作人:
复核人:
QA:
投
料
量
饮片名称
投料量(kg)
饮片名称
投料量(kg)
合计
偏差
偏差及异常情况处理
有□无□
蒸汽压力:
0.08~0.1Mpa
Mpa
灭菌温度:
115±2℃
℃
每锅灭菌时间:
0.5小时
灭菌锅次:
锅
灭菌时间
日时分~日时分
干
燥
设备名称:
设备编号:
设备编号:
真空度:
-0.06~-0.08Mpa
Mpa
Mpa
干燥温度:
80±2℃
℃
℃
每锅次干燥时间:
3~4小时
锅次
锅次
干燥时间
日时分
至日时分
日时分
至日时分
干燥后称重
kg(A)
收
率
灭菌前饮片总重量:
kg(B)
A
收率(%)==%
B
限度≥98.0%符合□不符合□
指令
工艺参数及操作标准要求
结果记录
责任人签字
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
生药粉碎工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
饮片总重量:
kg(A)
生药
粉碎
设备名称:
粉碎机组
设备编号:
操作人:
复核人:
设备名称:
低温涡流粉碎机组
设备编号:
偏差
偏差及异常情况处理
有□无□
检查筛网是否准确、完好
是□否□
粉碎细度:
000目
目
粉碎后称重
kg(B)
收
率
B
收率(%)==%
A
限度≥98.0%符合□不符合□
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
混合工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
稠膏重量:
kg
生粉重量:
kg
混合
设备名称:
设备编号:
操作人:
复核人:
设备名称:
设备编号:
将领取物料平均分配后加入混合机中
每次混合时间:
XX分钟
稠膏(kg)
生粉(kg)
混合时间
1
时分至时分
2
时分至时分
3
时分至时分
4
时分至时分
5
时分至时分
6
时分至时分
偏差
偏差及异常情况处理
有□无□
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
工序
微波干燥工序
编制人:
日期:
审核人:
日期:
批准人:
日期:
依据
XXX生产工艺规程
本岗位操作规程及相关操作规程
指令
工艺参数及操作标准要求
结果记录
责任人签字
操作
房间编号
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
7、是□否□
微波
干燥
设备名称:
干燥温度:
80±2℃
操作人:
复核人:
设备编号
干燥温度
干燥次数
盘数
干燥时间:
1小时/次
1
℃
时分至时分
2
℃
时分至时分
3
℃


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 中药 制剂 提取 车间 生产 记录 模版
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
滚铁环作文500字400字300字200字Word文档格式.docx
-
企业个人年度工作总结演讲稿Word下载.docx
-
农产品策划书doc模板范本Word文件下载.docx
-
某文体中心设计说明Word文件下载.docx
-
劳动合同法全文Word文档格式.docx
-
锂电池问答99问答文档格式.docx
-
平凉市初中毕业与高中阶段招生考试语文试题及答案Word文件下载.docx
-
人教版六年级数学上册分数乘法复习题精选19Word文件下载.docx
-
上半年深圳市会计从业资格考试会计基础试题文档格式.docx
-
如何撰写文献综述最新Word文件下载.docx
-
全国计算机三级数据库等级考试历年上机试题Word文件下载.docx
-
生产运行部Word格式.docx
-
深圳市福田区公益性科研项目结题报告文档格式.docx
-
少队工作计划文档格式.docx
-
汽车仪表指示灯Word文档格式.docx
-
基础开挖报验申请表讲解Word下载.docx
-
人教版五年级上学期语文课内阅读Word格式.docx
-
趣味英语英语游戏脑筋急转弯第2篇字母类解析Word文档下载推荐.docx
-
三年级数学奥数题综合练习题大全145Word文档格式.docx
