 第五章 第二套液压支架大修技术规格招标文件最终版.docx
第五章 第二套液压支架大修技术规格招标文件最终版.docx
- 文档编号:23799397
- 上传时间:2023-05-20
- 格式:DOCX
- 页数:16
- 大小:22.33KB
第五章 第二套液压支架大修技术规格招标文件最终版.docx
《第五章 第二套液压支架大修技术规格招标文件最终版.docx》由会员分享,可在线阅读,更多相关《第五章 第二套液压支架大修技术规格招标文件最终版.docx(16页珍藏版)》请在冰豆网上搜索。
第五章第二套液压支架大修技术规格招标文件最终版
第五章工作规范、技术要求及图纸
一、大修项目及工程量:
ZY8500/17/35D型掩护式液压支架、ZYG8500/20/40D型掩护式过渡液压支架和ZYT8500/20/40D型掩护式端头液压支架大修。
其中中部架141架,过渡架2架,端头架5架,合计148架(支架所有管路、电液控)。
二、大修液压支架技术参数
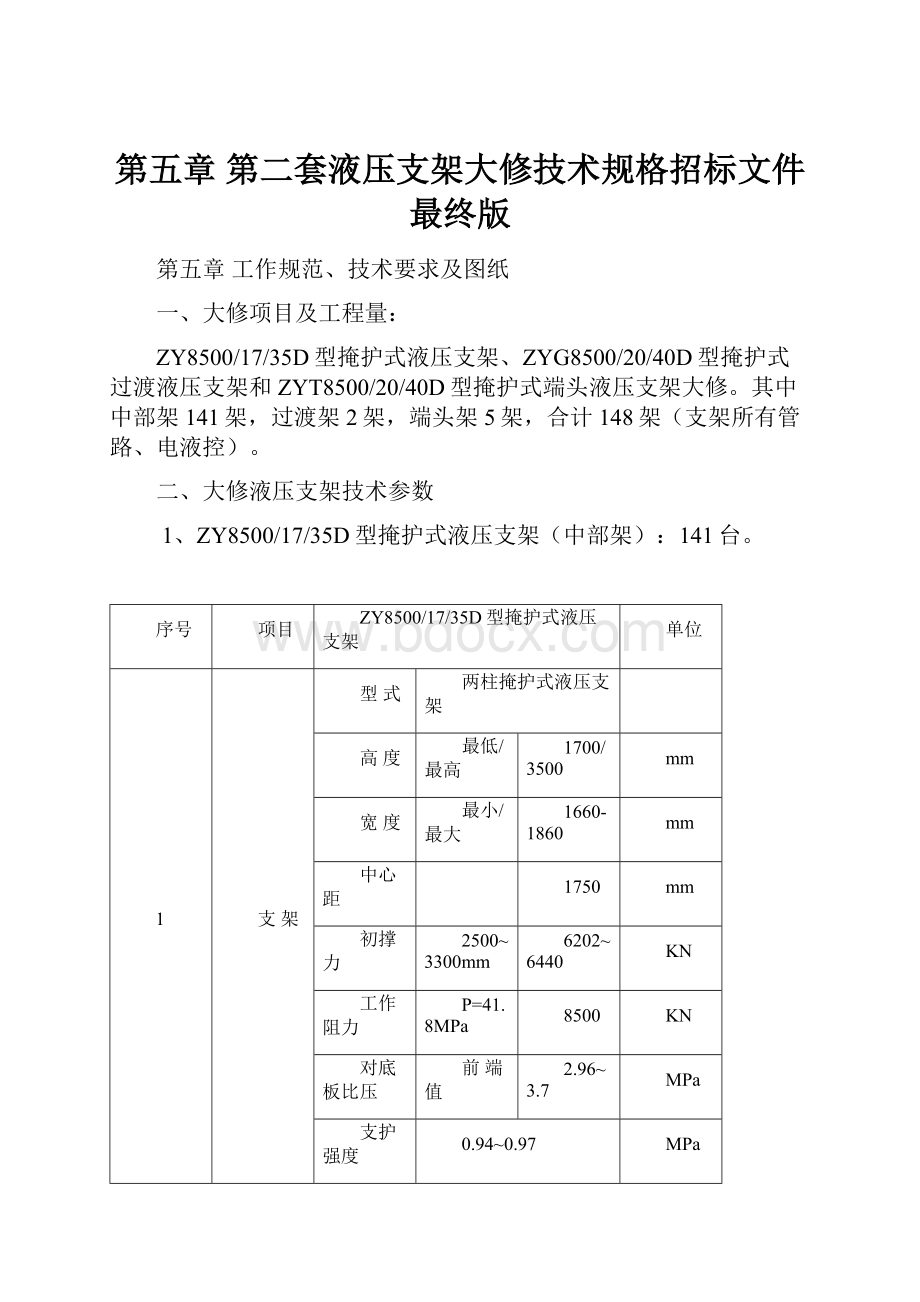
1、ZY8500/17/35D型掩护式液压支架(中部架):
141台。
序号
项目
ZY8500/17/35D型掩护式液压支架
单位
1
支架
型式
两柱掩护式液压支架
高度
最低/最高
1700/3500
mm
宽度
最小/最大
1660-1860
mm
中心距
1750
mm
初撑力
2500~3300mm
6202~6440
KN
工作阻力
P=41.8MPa
8500
KN
对底板比压
前端值
2.96~3.7
MPa
支护强度
0.94~0.97
MPa
泵站压力
31.5
MPa
操纵方式
电液控控制
2
立柱
型式
双伸缩
缸径
360/270
mm
柱径
340/230
mm
工作阻力
P=41.8MPa
4250
KN
行程
1672(833+839)
mm
3
推移千斤顶
型式
普通双作用
缸径
160
mm
杆径
115
mm
推力/拉力
633/306
KN
行程
960
mm
5
侧推千斤顶
缸径
80
mm
杆径
60
mm
推力
158
KN
收力
69
KN
行程
200
mm
5
抬底千斤顶
缸径
125
mm
杆径
90
mm
推力
87
KN
行程
240
mm
6
平衡千斤顶
缸径
230
mm
杆径
140
mm
工作阻力(推)
P=41.8MPa
1736
KN
工作阻力(拉)
P=41.8MPa
1093
KN
行程
520
mm
7
伸缩梁千斤顶
缸径
100
mm
杆径
70
mm
工作阻力
P=41.8MPa
274
KN
行程
800
mm
2、ZYG8500/20/40D型过渡架:
2台
序号
项目
ZYG8500/20/40D型掩护式液压支架
单位
1
支架
型式
两柱掩护式液压支架
高度
最低/最高
2000/4000
mm
宽度
最小/最大
1660-1860
mm
中心距
1750
mm
初撑力
2500~3800mm
6257~6566
KN
工作阻力
P=41.8MPa
8500
KN
对底板比压
前端值
2.48~3.85
MPa
支护强度
0.98~1.02
MPa
泵站压力
31.5
MPa
操纵方式
电液控控制
2
立 柱
型式
双伸缩
缸径
360/270
mm
柱径
340/230
mm
工作阻力
P=41.8MPa
4250
KN
行程
1920(957+963)
mm
3
推移千斤顶
型式
普通双作用
缸径
200
mm
杆径
140
mm
推力/拉力
989/504
KN
行程
960
mm
4
侧推千斤顶
缸径
同中部架
mm
杆径
mm
推力
KN
收力
KN
行程
mm
5
抬底千斤顶
缸径
同中部架
mm
杆径
mm
推力
KN
行程
mm
6
平衡千斤顶
缸径
同中部架
mm
杆径
mm
工作阻力(推)
KN
工作阻力(拉)
KN
行程
mm
7
伸缩梁千斤顶
缸径
同中部架
mm
杆径
mm
工作阻力
KN
行程
mm
3、ZYT8500/20/40D型端头架:
5台
序号
项目
ZYT8500/20/40D型掩护式液压支架
单位
1
支架
型式
两柱掩护式液压支架
高度
最低/最高
2000/4000
mm
宽度
最小/最大
1660-1860
mm
中心距
1750
mm
初撑力
2500~3800mm
6257~6566
KN
工作阻力
P=41.8MPa
8500
KN
对底板比压
前端值
2.48~3.85
MPa
支护强度
0.98~1.02
MPa
泵站压力
31.5
MPa
操纵方式
电液控控制
2
立柱
型式
双伸缩
缸径
360/270
mm
柱径
340/230
mm
工作阻力
P=41.8MPa
4250
KN
行程
1920(957+963)
mm
3
推移千斤顶
型式
普通双作用
缸径
200
mm
杆径
140
mm
推力/拉力
989/504
KN
行程
960
mm
4
侧推千斤顶
缸径
同中部架
mm
杆径
mm
推力
KN
收力
KN
行程
mm
5
抬底千斤顶
缸径
同中部架
mm
杆径
mm
推力
KN
行程
mm
6
平衡千斤顶
缸径
同中部架
mm
杆径
mm
工作阻力(推)
KN
工作阻力(拉)
KN
行程
mm
7
伸缩梁千斤顶
缸径
同中部架
mm
杆径
mm
工作阻力
KN
行程
mm
三、大修技术要求
1、所有支架检修前,必须利用高压清洗机将煤渣、积垢、油污等杂物清理干净,清洗彻底,直至将原液压支架表面裸露,不得留有未清洗到的死角。
2、所有大修的支架必须按照支架再制造工艺流程进行检修,先将支架解体到最小单元,对结构件、缸体全部进行抛丸除锈,并由专业技术人员按原制造图纸技术要求,进行全面检查、探伤及技术数据测量,对存在的问题进行编号,做好记录,然后按照再制造工艺流程进行修理恢复原状。
大修后的支架要求能恢复达到原出厂时的性能。
3、伸缩梁修复:
3.1局部变形较小的,可进行简易校正,校正后必须满足装配使用要求;
3.2局部出现裂缝的,先对原件焊缝处打坡口,再按焊接工艺进行补焊;
3.3拆解后必须检测铰接孔,铰接孔间隙大于1.5mm时,应对铰接孔进行补焊,随后按照设计标准进行镗孔;
3.4修复后的伸缩梁,在装配和支架动作过程中必须符合要求,无蹩卡现象。
4、顶梁修复:
4.1顶梁平面局部变形较小的,可进行简易校正,校正后必须满足装配使用要求;
4.2装配尺寸有要求的部位,应进行校正,保证装配及支架动作过程中无蹩卡现象;
4.3局部出现裂缝,在原件的焊缝处打坡口,再按照焊接工艺进行补焊;
4.4柱帽维修:
a、柱帽出现1道裂缝且没有通裂的裂缝,先对裂缝打坡口,再按焊接工艺进行焊接;
b、柱帽出现2道及2道以上的裂缝或通裂、贯穿、塌陷的应更换新柱帽,必须整体割下,再按照标准对其焊接修复;
5、掩护梁修复:
掩护梁修复与顶梁4.1、4.2、4.3修复方法相同。
6、顶梁与掩护梁和掩护梁与连杆的铰接销孔修复:
6.1铰接销孔间隙不大于1.5mm,超过1.5mm应进行内孔补焊,随后按标准镗孔,并做好检测记录,所有尺寸必须与原图纸设计尺寸相符。
6.2在修复顶梁上铰接孔时,为保证销孔的同轴度,应装上专用工装销轴,并注意销孔的左右位置,必须满足形位公差的要求。
5、侧护板修复:
5.1变形的侧护板修复:
a、对于局部变形较小的侧护板,可进行简易校正,校正后必须满足装配使用要求;
b、支架活动侧护板变形严重无修复价值的加工新件,新件按原件形状、尺寸、材质及板的厚度下料对焊,保证焊接后符合使用要求;
5.2焊缝开裂的侧护板修复:
a、先对侧护板原件焊缝处打坡口,再按照焊接工艺进行补焊。
5.3所有侧护板拆解后必须检测铰接销孔,间隙在1.5mm以上的则应进行内孔补焊,之后按标准进行镗孔处理,并做好检测记录,所有尺寸必须与原图纸设计尺寸相符。
5.4修复后的侧护板,在装配和支架动作过程中必须符合要求,无蹩卡现象。
6、掩护梁侧护板弧形挡煤板修复:
6.1弧形挡煤板严重变形的用火焊割掉后,按照原设计图纸尺寸进行加工;
6.2将加工好的弧形挡板按照要求焊接在原位置,应保证使用性能。
7、四连杆修复:
7.1四连杆焊缝有开裂的,先在原件焊缝处打坡口,再按焊接工艺进行焊接;
7.2拆解后必须检测铰接孔,铰接销孔间隙不大于1.5mm,超出1.5mm进行内孔补焊,随后按标准镗孔,并做好检测记录,所有尺寸必须与原图纸设计尺寸相符。
8、底座修复:
8.1连杆与底座铰接销孔间隙不大于1.5mm,超过1.5mm应进行内孔补焊,随后按标准镗孔,并做好检测记录,所有尺寸必须与原图纸设计尺寸相符。
8.2柱窝修复与柱帽4.4修复方法相同。
8.3对柱窝内立柱固定挡块进行全面检查加固,形位公差必须符合图纸要求。
8.3局部出现裂缝,在原件的焊缝处打坡口,再按照焊接工艺进行补焊;
9、推移杆修复:
9.1将推移杆上盖板磨损严重及变形的部分火焊割掉,补制相对应大小的高强度耐磨钢板,在相对应的位置按照焊接工艺进行焊接;
9.2推移杆直线度变形量不得大于5‰,有大于5‰的按实际检测情况进行修复,无法修复的进行更换新件;
9.3对推移杆竖销固定方式进行改造,先对竖销座进行整形修复,然后改造成圆柱销固定耳座,并附带圆柱销及“D”型销。
10、若活动侧护板弹簧出现断裂或发生塑性弹性变形,导致活动侧护板动作不灵敏、不可靠,出现卡阻现象时,必须更换为国内知名品牌产品。
11、所有更换、修复的销轴必须全部镀锌处理。
12、支架所有胶管必须全部更换为国内知名品牌的产品。
13、液压系统所有阀组(主控阀组、反冲洗过滤器、单向锁、双向锁、截止阀、安全阀等)、喷雾系统所有阀组(喷雾阀、单向喷水阀等)按照不低于单件总数的30%进行更换为不锈钢材质新件,其余进行超声波清洗、探伤检测后,再进行维修,对腐蚀严重的进行电镀处理,对不能修复的进行更换新件,且更换件均为国内知名品牌的产品,其中安全阀必须按照原图纸设定值调定压力。
13.1主控阀检修必须拆解到最小单元进行清洗、探伤检测维修,对磨损、锈蚀严重的阀芯进行更换新件。
14、各类阀上所用的弹簧,出现锈斑、断裂或塑性变形大于5%的,更换新弹簧;阀体各孔道表面、阀芯表面以及其它镀层表面出现镀层脱落或锈斑的,进行复镀;阀体及各零件出现裂纹、撞伤或变形的换新的相应部分。
15、反冲洗过滤网全部更换为国内知名品牌的产品,共计296个。
16、耐震双针压力表全部更换为国内知名品牌的产品,共计296个。
17、密封类、直通、三通、五通类管件全部更换为国内知名品牌的产品。
18、集成三通(DN50回液、DN40(G)供液、DN32喷雾)全部更换为国内知名品牌不锈钢材质的产品,同时对集成三通操作阀和胶管位置进行调整,移动到平衡千斤顶前方、顶梁下方进行悬空吊挂。
19、千斤顶修复:
19.1立柱、油缸缸筒修复:
a、立柱、油缸解体后,对外缸筒进行检测,经检测符合质量要求的直接进入组装程序。
有锈蚀、拉伤以及因材质表面疲劳硬化而产生的裂纹等缺陷进行珩磨,珩磨后缸筒内径最大极限尺寸,参照图纸技术要求,一般不超过50μm;所有千斤顶珩磨后在0—30μm内的使用标准密封,在30—50μm内的使用加大密封,超过50μm的报废处理。
b、缸筒与导向套配合的内表面及螺纹部位,将表面锈斑打磨干净,螺纹部位有局部轻微损伤的,要求进行修整,修整后用导向套试验,导向套应能顺利旋入,没有卡阻现象。
螺纹部位损伤严重的必须转入机加工修复程序;
c、缸筒外侧的连接块与阀板的配合表面,必须将配合面的锈斑及棱角毛刺打磨干净。
连接块进液口锈蚀严重,不能满足密封要求的,必须更换连接块。
把新的连接块按原位置可靠焊接。
保证连接块与进液管的焊缝质量,不得有渗、漏等缺陷;
d、缸筒上腔进液接头座因碰撞变形的,必须更换接头座,修复工艺与连接块焊接修复工艺相同,要保证焊缝不得有渗、漏等缺陷;
e、缸筒外侧的进液管如因锈蚀局部有漏液的,用手砂轮除去漏液处氧化皮后,焊接修补,补焊修复后不得有渗、漏等缺陷;
f、修复损坏件,更换所有密封,更换立柱二级缸底阀密封、弹簧,组装试验;
g、对所有立柱千斤顶上的安全阀座全部进行检测,不符合设计要求的全部更换新安全阀座;
h、缸筒外表面进行除锈喷漆。
19.2活塞杆的修复
a、立柱、油缸解体后,对活塞杆进行检测,如活塞杆镀铬表面符合质量要求,其他部位无锈蚀,镀铬表面经抛光处理后转入装配程序;
b、活塞杆镀铬表面出现拉伤、碰伤、锈斑、起泡等缺陷时视为不合格品,必须进行镀铬修复工序。
镀铬面修复后应按相关质量技术要求进行严格检验,并在修理记录上附检测数据,不合格品退回重新镀铬。
c、所有活塞杆的镀层厚度均需符合标准,并做好检修记录,验收时一并交给招标方;
d、活塞杆进液口密封面出现轻微锈蚀缺陷,必须进行修整,出现锈坑的密封面,要求用机械加工或其他方式进行修复,修复后必须满足密封性能;
e、活塞杆的其他装配部位必须仔细进行除锈、打磨工序,确保装配质量。
19.3活塞、导向套的修复
a、活塞解体后,用高温高压清洗机清洗干净。
活塞内、外配合表面无碰伤、拉伤的,用砂布打磨除锈后涂上防锈油脂待装配;有轻微损伤的活塞,用油石、锉刀、砂布修整,修复后应能满足装配及使用质量要求。
b、用高温高压清洗机把导向套清洗干净,配合表面及螺纹部位有碰伤、拉伤现象的,用锉刀、油石、砂布进行修复,修复后与缸筒进行装配,导向套应能顺利旋入缸筒内,没有卡、阻现象。
19.4所有密封件原材料均要求使用进口材料,密封件国内加工。
20、电液控制系统(井下计算机、电源、服务器、电磁阀、控制器、压力传感器、位移传感器、红外线传感器等)均进行维修:
20.1电液控制系统必须进行硬件检查和功能测试,分别按检测结果确定重复使用、修复使用或更换新件(其中电液控制器按不低于总数量的10%进行更换新件;电磁阀按不低于总数量的5%进行更换新件);
20.2检修后产品的使用性能必须达到其出厂试验的各项技术要求;
20.3控制器必须加装键盘防护罩,以免煤渣砸伤操作面板;
20.4支架架间电缆、电磁阀小线全部更换(更换后的电磁阀小线长度必须满足使用要求),均为国内知名品牌产品;
20.5推移千斤顶位移传感器、立柱千斤顶压力传感器大修后必须达到出厂试验的各项技术要求,且位移传感器按照总数量10%进行更换新件,压力传感器数量不足的,应按总数量补齐新件。
20.6控制器位置调整:
对控制器支撑杆进行特殊改造,必须达到水平、垂直(前后、上下)均可进行调节;
21、支架组装完成后,液压胶管走向及排列必须整齐、美观。
22、支架、阀组试验时使用的乳化液配比浓度(乳化油和中性软水)应按照
MT76标准5:
95进行配比。
23、立柱柱窝海绵填充物全部进行更换。
24、所有更换的配件中标方必须提前通知招标方现场验收后,方可进行
更换使用。
25、支架整体喷两遍防锈底漆,两遍白色面漆,千斤顶喷白色漆。
26、检修后的支架全部重新加工设备铭牌,内容符合标牌GB/T13306
规定,并在原铭牌处固定牢固,所有千斤顶应按照招标方要求进行不锈钢铭牌编号,固定在千斤顶外缸筒上,并做好修复试验记录,待验收时一并交回招标方。
27、其他要求:
27.1本次支架维修所涉及到的(材料、配件、设备等)运输费用均由中标方承担。
27.2维修工期:
总工期60个日历天,其中2台端头架、1台过渡架、58台中部架必须在开工日起25个日历天内维修完成并返回招标方(具体开工及完工日期随1206综采工作面回采结束时间而定,开工时间以第一台支架离开招标方场地为准,完工时间以最后一台支架到达招标方场地为准)。
四、修理工作验收规范标准及方法
1、整架及零部件检修应符合煤炭行业有关液压支架的检修标准,对检修过程中新加工的结构件、各类油缸以及更换的各类阀组、高压胶管、密封等零部件应符合国家及行业标准要求,主要标准包括:
中华人民共和国《煤矿安全规程》
MT/T1097-2008煤矿机电设备检修技术规范
GB25974.1-2010煤矿用液压支架第1部分:
通用技术条
GB25974.1-2010煤矿用液压支架第2部分:
立柱、千斤顶技术条件
GB25974.1-2010煤矿用液压支架第3部分:
液压控制系统及阀技术条件
MT98-2006液压支架胶管总成型式试验规范
MT986-2006矿用U形销式快速接头及附件
MT985-2006立柱、千斤顶密封圈技术条件
MT827-2005煤矿机械液压系统通用技术条件
MT76-1983液压支架用乳化油
MT/T459-1995煤矿机械用液压元件通用技术条件
GB/T1804-1992一般公差线性尺寸的未注公差
GB985-88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
2、支架大修、出厂验收参照MT312-2000《液压支架通用条件执行》。
3、验收方法:
先进行大修一台支架作为样架,招标方和中标方双方共同验收,以此作为标准,其余支架联检验收,合格后,双方办理出厂手续。
4、验收标准:
4.1按大修标准抽取5台支架进行结构件形位公差及孔同轴度的检测,并出具相应的检测记录,必须符合设计要求;
4.2将检修合格后的零部件按设计要求安装到位,不得缺少零件;
4.3支架各部位应清洁、整齐、无杂物;
4.4胶管安装应整齐、美观、有序,开口端头应有防尘帽;
4.5支架升到最高并放置于水平位置,顶梁柱窝中点的垂线距底座中心线的偏离尺寸之比,不得超过28:
1即H/h≦28/1;
4.6支架动作试验应符合下列要求:
a、用泵站供液,操作电控操纵阀,使立柱及各千斤顶全行程工作三次,各部位动作应准确、灵活、平稳、无阻滞蹩卡和噪音;
b、各运动部位在极限位置时的尺寸不得超过原设计的1%;
c、用一个阀操作两个以上立柱或千斤顶时,被操作的液压缸应基本上同步,不得因不同步而产生蹩卡或损坏连接件。
4.7支架密封试验应符合下列要求:
a、在泵站工作压力下,各操纵阀均置于零位,不得有内泄漏;
b、支架分别升到最高位置和距离最低位置150mm处,停止供液,保持5min,各部位不得有渗漏,支架不下降。
大修后支架的技术性能符合液压支架技术规格及性能要求。
大修后支架的主要技术参数按原厂液压支架的主要技术参数执行。
大修后所有液压缸均满足尺寸、材料及工作阻力等使用要求。
结构件维修整形时应进行预热处理,防止出现冷裂现象。
焊接时应进行焊前预热、焊后回火保温处理。
焊接工艺采用保护焊,焊接材料及焊缝符合设计要求,关键焊接部位要附相关检测数据,强度不低于原设计要求。
根据季节变化,若冬季出厂时(室外温度低于零下1℃时),中标方必须对支架加注防冻液,以免阀组、油缸、胶管等冻裂。
五、施工图纸
本项目招标方仅提供支架结构图,图纸将在招标文件发售时提供,发放的图纸仅为投标方编制投标文件时所用,投标方必须在递交投标文件时一并将图纸归还。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第五章 第二套液压支架大修技术规格招标文件最终版 第五 第二 液压 支架 大修 技术 规格 招标 文件 最终版
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
餐饮部实习周记.docx
-
仪表专业英语词汇.docx
-
Oracle课程设计网上购物系统.docx
-
雾霾应急预案新编完整版.docx
-
活动方案大学生大型环保公益晚会活动策划书.docx
-
百鸟朝凤观后心得总结5篇.docx
-
常用固化剂种类.docx
-
入团感言100字.docx
-
中秋节对联鉴赏.docx
-
精准医学研究中国科学技术大学.docx
-
历史教材专题内容的讲授方法.docx
-
拜师学习心得体会范文.docx
-
初中生与父母沟通的主题班会.docx
-
毕业生自我鉴定0.docx
-
初三班级口号霸气押韵.docx
-
抵押合同生效而抵押权未设立情形下的责任承担.docx
-
评语大全之确认收货评语.docx
-
BEC剑桥商务英语中级阅读理解练习题.docx
-
利用空间向量求空间角.docx
