 第5章板材和管材超声波探伤.docx
第5章板材和管材超声波探伤.docx
- 文档编号:2376650
- 上传时间:2022-10-29
- 格式:DOCX
- 页数:39
- 大小:708.59KB
第5章板材和管材超声波探伤.docx
《第5章板材和管材超声波探伤.docx》由会员分享,可在线阅读,更多相关《第5章板材和管材超声波探伤.docx(39页珍藏版)》请在冰豆网上搜索。
第5章板材和管材超声波探伤
第五章 板材和管材超声波探伤
板材和管材是生产制造锅炉压力容器的重要原材料,一般要求进行超声波探伤。
本章将分别介绍板材(中厚板,复合板和薄板)与管材(小口径管、大口径管)的加工方法、常见缺陷和常用探伤方法。
第一节 板材超声波探伤
根据板材的材质不同,板材分为钢板、铝板、铜板等。
实际生产中钢板应用最广,因此这里以钢板为例来说明板材的超声波探伤工艺方法。
一、钢板加工及常见缺陷
钢板是由板坯轧制而成的,而板坯又是由钢锭轧制或连续浇铸而成的。
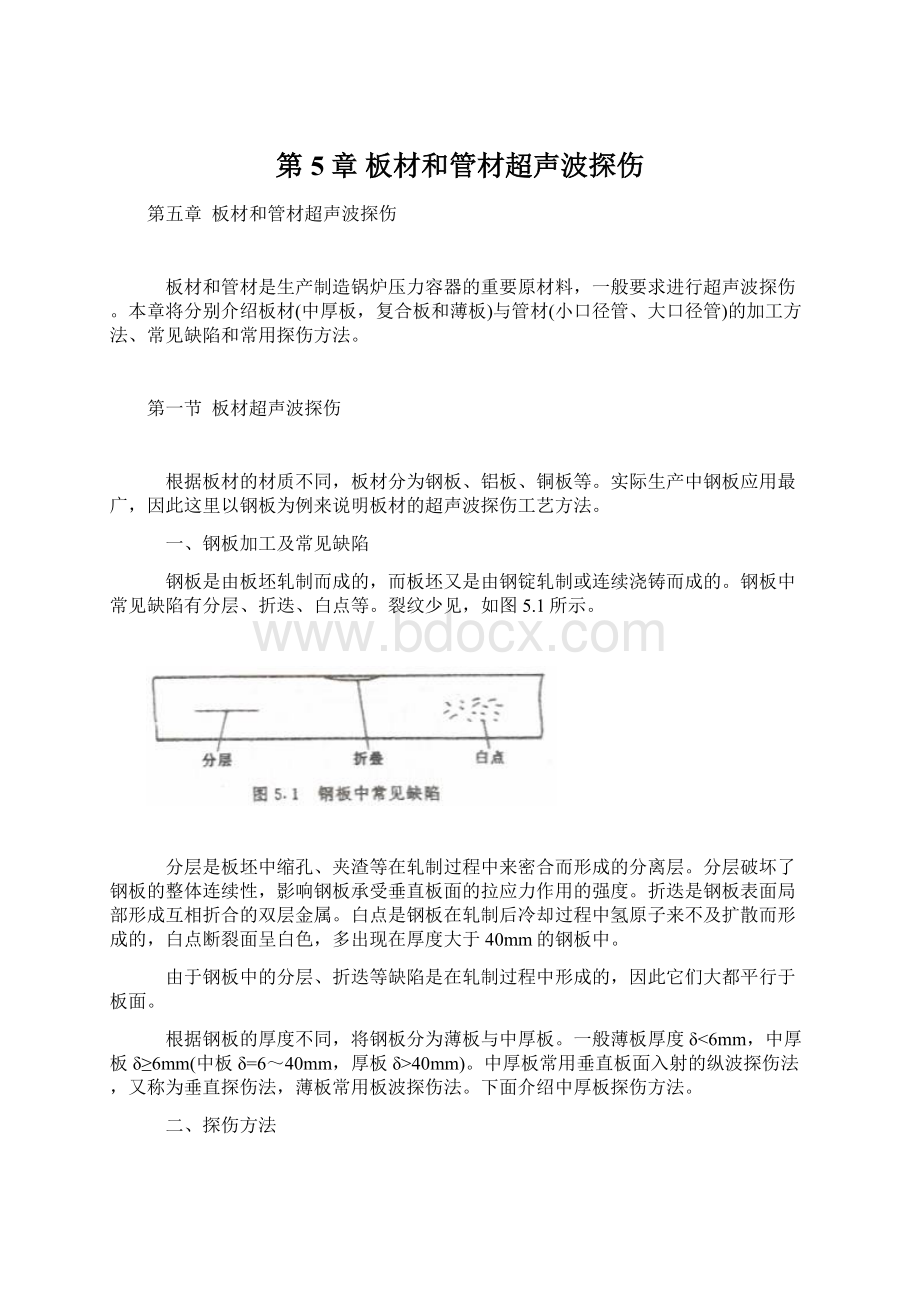
钢板中常见缺陷有分层、折迭、白点等。
裂纹少见,如图5.1所示。
分层是板坯中缩孔、夹渣等在轧制过程中来密合而形成的分离层。
分层破坏了钢板的整体连续性,影响钢板承受垂直板面的拉应力作用的强度。
折迭是钢板表面局部形成互相折合的双层金属。
白点是钢板在轧制后冷却过程中氢原子来不及扩散而形成的,白点断裂面呈白色,多出现在厚度大于40mm的钢板中。
由于钢板中的分层、折迭等缺陷是在轧制过程中形成的,因此它们大都平行于板面。
根据钢板的厚度不同,将钢板分为薄板与中厚板。
一般薄板厚度δ<6mm,中厚板δ≥6mm(中板δ=6~40mm,厚板δ>40mm)。
中厚板常用垂直板面入射的纵波探伤法,又称为垂直探伤法,薄板常用板波探伤法。
下面介绍中厚板探伤方法。
二、探伤方法
中厚板垂直探侮法的耦合方式有直接接触法和充水耦合法。
采用的探头有单晶直探头、双晶直探头(又称联合双直探头)或聚焦探头。
探伤钢板时,一般采用多次底波反射法,即在示波屏上显示多次底波。
这样不仅可以根据缺陷波来判定缺陷情况,而且可根据底波衰减情况来判定缺陷情况。
只有当板厚很大时才采用一次底波或二次底波法。
一次底波法示波屏上只出现钢板界面回波与一次底波,只计界面回波与底波B1之间的缺陷波。
1.接触法
接触法是探头通过薄层耦合剂与工件接触进行探伤。
当探头位于完好区时,示波屏上显示多次等距离的底波,无缺陷波,如图5.2(a)。
当探头位于缺陷较小的区域时,示波屏上缺陷波与底波共存,底波有所下降,如图5.2(b)当探头位子缺陷较大的区域时,示波屏上出现缺陷的多次反射波,底波明显下降或消失,如图5.2(c)。
在钢板中探伤中值得注意的是:
当板厚较薄,板中缺陷较小时,各次底波之前的缺陷波开始几次逐渐升高,然后再逐渐降低。
这种现象是由于不同反射路径声波互相迭加的结果因此称为迭加效应,如图5.3所示。
图中F1只有一条路径,F2比F1多三条历经,F3比F1多五条路径。
路径多,迭加能量多,缺陷会波搞。
担当路径进一步增加时,衰减也迅速增加,这时衰减的影响比迭加效应更大,因此缺陷波升高到一定程度后又逐渐降低。
在钢板探伤中,若出现迭加效应。
一般应根据F1来评价缺陷。
只有当板厚δ<20mm时,才以F2来评价缺陷,这主要是为了减少近场区的影响。
2.水浸法(充水耦合法)
充水耦合法探头与钢板不直接接触,通过一层水来耦合。
这时水/钢界面(钢板上表面)多次回波与钢板底面多次回波互相干扰,不利擦伤。
调整水层厚度,使水/钢界面回波分别与钢最多次底波重合,这时示波屏上波形清晰利于擦伤,这种方法称为充水多次重合法,如图5.4。
当界面各次回波分别与钢板底波一一重合时;称为一次重合法,当界面各次回波分别与第2、4……次钢板底波重合时称为二次重合法,三、四次重合法等依次类推。
根据钢和水中的声速,可得各次重合法水层厚度H与钢板厚度δ的关系为
(5.1)
式中n——重合波次数,如n=1为一次重合法,n=2为二次重合法。
例如用水浸法探伤厚度30mm的钢板,若采用四次重合法探伤,则其水层厚度为
应用水浸多次重合法探伤不仅可以减少近场区的影响,而且可以根据多次底波衰减情况
来判断缺陷严重程度,一般常用四次重合法。
三、探头与扫查方式的选择
1.探头的选择
探头的选择包括探头频率、直径和结构形式的选择。
由于钢板晶粒比较细,为了获得较高的分辨力,宜选用较高的频率,一般为2.5~5.0MHz。
钢板面积大,为了提高探伤效率,宜选用较大直径的探头。
但对于厚度较小的钢板,探头直径不宜过大,因为头近场区长度大,对探伤不利。
一般探头直径范围为φl0~φ30mm。
探头的结构形式主要根据板厚来确定。
板厚较大时,常选用单晶直探头。
板厚较薄时可选用联合双晶直探头,因为联合双晶直探头盲区很小。
双晶直探头主要用子探测厚度为6~30mm的钢板。
2.扫查方式的选择
根据钢板用途和要求不同,采用的主要扫查方式分为全面扫查、列线扫查、边缘扫查和格子扫查等几种。
(1)全面扫查:
对钢扳作100%的扫查,每相邻两次扫查应有l0%重复扫查面,探头移动方向垂直于压廷方向。
全面扫查用于重要的要求高的钢板探伤。
(2)列线扫查:
在钢板上划出等距离的平行列线,探头沿列线扫查,一般列线间距为100mm,并垂直于压延方向,如图5.5(a)。
(3)边缘扫查;在钢板边缘的一定范围内作全面扫查,例如某钢板四周50mm范围内作全面扫查,如图5.5(b)。
(4)格子扫查:
在钢板边缘50mm范围内作全面扫查。
其余按200×200mm的格子线扫查,如图5.5(c)。
为了防止漏检,手工探伤时探头移动速度应在0.2m/s以内,水浸自动探伤探头移动速度以0.5~1m/s为宜。
扫查中发现缺陷时应在其周围细探,确定缺陷的面积。
四、探测范围和灵敏度的调整
1.探测范围的调整
探测范围的调整一般根据板厚来确定。
接触法探伤板厚30mm以下时,应能看到B10,探测范围调至300mm左右。
板厚在30~80mm,应能看到B5,探测范围为400mm左右。
板厚大于80mm,可适当减少底波的次数,但探测范围仍保证在400mm左右。
2.灵敏度的调整
钢板探伤中灵敏度的调整方法有以下几种。
(1)阶梯试块法:
当板厚≤20mm时,使图5.6阶梯试块上与工件等厚的底面第一次底波达满幅度50%,再提高10dB作为探伤灵敏度。
(2)平底孔试块法:
当板厚>20mm时,使图5.7平底孔试块的φ5平底孔第一次回波达50%作为探伤灵敏度。
试块尺寸见表5.1。
(3)底波法:
当板厚>60mm时,也可取钢板无缺陷处的第一次底波达50%来校准灵敏度,但结果应与
(2)要求一致。
此外还可利用多次底波来调节,例如要求示波屏上出现五次底波,底波B5达50%即可。
五、缺陷的判别与测定
1.缺陷的判别
钢板探伤中,一般根据缺陷波和底波来判别钢板中的缺路情况,JB4730一94确定以下几种情况作为缺陷。
(1)缺陷第一次反射波F1≥50%。
(2)第一次底波B1<100%,第一次缺陷波F1与第一次底波B1之比F1/B1≥50%。
(3)第一次底波B1<50%。
2.缺陷的测定
探伤中发现缺陷以后,要测定缺陷的位置、大小、并估判缺陷的性质。
(1)缺陷位置的测定:
缺陷位置的测定包括确定缺陷的深度和平面位置。
前者可据示波屏上缺陷波所对的刻度来确定。
后者根据发现缺陷的探头位置来确定;并在工件或记录纸上标出缺陷至工件相邻两边界的距离。
(2)缺陷定量:
钢板中缺陷常采用测长法测定其指示长度和面积。
JB4730一94规定:
当F1≥50%或F1/B1≥50%(B1<100%)时,使F1达25%或F1/B1达50%时探头中心移动距离为缺陷指示长度,探头中心轨迹即为缺陷边界。
当B1<50%时,使B1达50%时探头中心移动距离为缺陷指示长度,探头中心轨迹即为缺陷边界。
(3)缺陷性质的估计:
分层:
缺陷波形陡直,底波明显下降或消失。
折迭:
不一定有缺陷波,但底波明显下降,次数减少甚至消失,始波加宽。
白点:
波形密集尖锐活跃,底波明显降低,次数减少,重复性差,移动探头,回波此起彼伏。
六、钢板质量级别判定
JB4730—94据缺陷指示长度与缺陷指示面积占有率不同将钢板质量分为I、Ⅱ、Ⅲ、Ⅳ等四级,I级最高,Ⅳ级最低。
具体分级方法见表5.2。
缺陷指示长度是指缺陷最大长度尺寸。
缺陷指示面积是缺陷边界范围内的面积。
对于间距小于100mm或小于较小缺陷指示长度的多个缺陷,以各块缺陷面积之和作为单个缺陷指示面积。
探伤过程中,探伤人员确认钢板中有崮点、裂纹等危害性缺陷存在时,则应判废,不作评级。
例如,超声波探伤1m2甲、乙两钢板。
甲钢板有以下缺陷:
90cm22个,60cm22个,20cm23
个,各缺陷间距均大于100mm。
乙钢板有以下缺陷:
40cm22个,间距为80mm,30cm28个,间距为100mm。
试根据JB4730—94标准评定甲、乙钢板的质量级别。
解:
(1)甲钢板评级
①单个缺陷评级:
最大单个缺陷面积为90cm2,JB4730一94标准规定:
Ⅱ级:
<50cm2,Ⅲ级:
<100cm2。
∴评为Ⅲ级。
②据1m2内缺陷总面积占的百分比评级:
JB4730—94标准规定:
Ⅱ级:
<15cm2不计,Ⅲ级:
25cm2不计。
这里按Ⅱ级计缺陷总面积:
③综合评级:
根据JB4730—94标准,甲钢板为Ⅲ级。
(2)乙钢板评级
①单个缺陷评级:
40cm22个缺陷间距为80mm<100mm。
以二者之和作为单个缺陷,∴单个缺陷最大面积为:
Fm=40×2=80(cm2)。
JB4730—94标准规定:
Ⅲ级:
<100cm2,I级:
<50cm2∴评为Ⅲ级。
②据1m2内缺陷总面积占的百分比评级:
缺陷总面积为:
F总=40×2+30×8=320(cm2)。
③综合评级:
根据JB4730—94标准,乙钢板评为Ⅲ级。
第二节 复合材料超声波探伤
一、复合材料中常见缺陷
复合材料是由母材与复合层粘合而成,常见的复合材料是在碳钢或低合金母材上,粘接不锈钢、钛、铝、铜合金等复合层,以提高钢板的耐腐蚀性。
复合材料一般用轧制、粘接、爆炸和堆焊等方法制造。
复合材料中常见缺陷是脱层(脱接),即复合层与母材在界两处复合不良。
二、探伤方法
复合材料探伤与一般钢板的探伤方法基本相同,常用单直探头或联合双直接头进行纵波探伤,探伤频率为2.5~5.0MHz,探头直径为φ20~φ30mm。
复合材料探伤灵敏度:
将复合板完好区的第一次底波B1调至示波屏满幅度的80%~100%即可。
探伤时,可从母材一侧探测,也可从复合层一侧探测。
三、缺陷的判别
1.两种材料声阻抗相近
当复合的两种材料声阻抗相近时,如不锈钢/碳钢复合板复合良好区基本上无界面回波。
若存在脱接缺陷,则在示波屏上出现缺陷波当从母材一侧探伤时,若无脱接,则无缺陷波F,只有底波B1,如图5.8(a)。
若存在不完全脱接,则在B1前不远处F波出现多次彼连,底波B


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第5章 板材和管材超声波探伤 板材 管材 超声波 探伤
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1万吨年动态全硫化热塑性聚烯烃弹性体项目可行性研究报告.docx
1万吨年动态全硫化热塑性聚烯烃弹性体项目可行性研究报告.docx
-
AAA人体穴位图高清人体穴位图大全doc.docx
-
XX检察院个人工作总结报告.docx
-
XX市3000吨冷库配套车间扩建工程项目可行性研究报告.docx
-
案例讨论2.docx
-
北师大版八年级下册数学期中考试试题含答案.docx
-
财务报销管理实施细则.docx
-
WORD基础教案.docx
-
《空气》小班教案.docx
-
9A文长沙电子标书生成器投标人版操作说明.docx
-
PEP小学英语三年级上Unit 2 Colours教学设计全单元.docx
-
安保人员个人年终工作总结三篇.docx
-
安全生产责任制各岗位安全职责.docx
-
北京市东城区高考语文二模试题附答案.docx
-
部编版历史七年级下册精选教案第8课金与南宋的对峙教案.docx
-
餐厅服务员教学活动计划大纲中级.docx
-
磁性材料在通讯产业中的应用.docx
-
大工18春《电源技术》在线作业123答案.docx
-
邓丽君八大名曲赏析.docx
-
第一单元小学三年级下册数学第一单元位置与方向的教案.docx
-
30万平方米夹心彩钢板及彩钢瓦生产线建设项目可行性研究报告.docx
-
度个人工作总结报告范文精选范文.docx
-
安全常识简易手册.docx
-
分析仪器项目可行性研究报告.docx
-
北京朝阳区高三数学理一模试题和答案.docx
-
捕收剂在矿物表面的吸附机理研究.docx
-
测量专项方案.docx
-
创业培训学习心得体会.docx
-
《骆驼祥子》读书笔记八篇.docx
-
电大成本会计期末考试试题及答案.docx
-
18秋福建师范大学《管理学概论》在线作业一4.docx
-
费用制度学院财务报销管理制度WORD15页.docx
-
精品五一劳动节的由来和风俗五一劳动节的由来简短.docx
-
年度工作总结报告.docx
-
鲁滨孙漂流记练习题及答案.docx
-
精选测量员实习自我鉴定四篇.docx
-
论民事案件的证明标准.docx
-
名门口袋学院超强攻略+人气点布局图+教师详表之欧阳学创编.docx
-
牛津深圳版英语九上Module 2 Unit 3 Family life单元测试I卷.docx
-
精选护士自我鉴定10篇.docx
-
螺母丝杠电动滑台设计教学文稿.docx
-
年产1000万只LED节能灯生产项目可行性研究报告.docx
-
农村环境污染治理调研报告.docx
-
绿化招标文件范例.docx
-
年冀教版二年级语文上册课内阅读专项复习题及答案.docx
-
精选世界时装设计师个人英文简历范文范文.docx
-
马克思主义基本原理概论考试重点归纳.docx
-
农村幼儿园保教工作计划.docx
-
农产品优质企业网站建设及运营推广可行性方案精选申报稿.docx
-
精选专业技术人员职业道德完整题库500题含标准答案.docx
-
暖通空调设计经验总结.docx
