 autoform全工序设置.docx
autoform全工序设置.docx
- 文档编号:23756149
- 上传时间:2023-05-20
- 格式:DOCX
- 页数:17
- 大小:590.35KB
autoform全工序设置.docx
《autoform全工序设置.docx》由会员分享,可在线阅读,更多相关《autoform全工序设置.docx(17页珍藏版)》请在冰豆网上搜索。
autoform全工序设置
autoform全工序设置
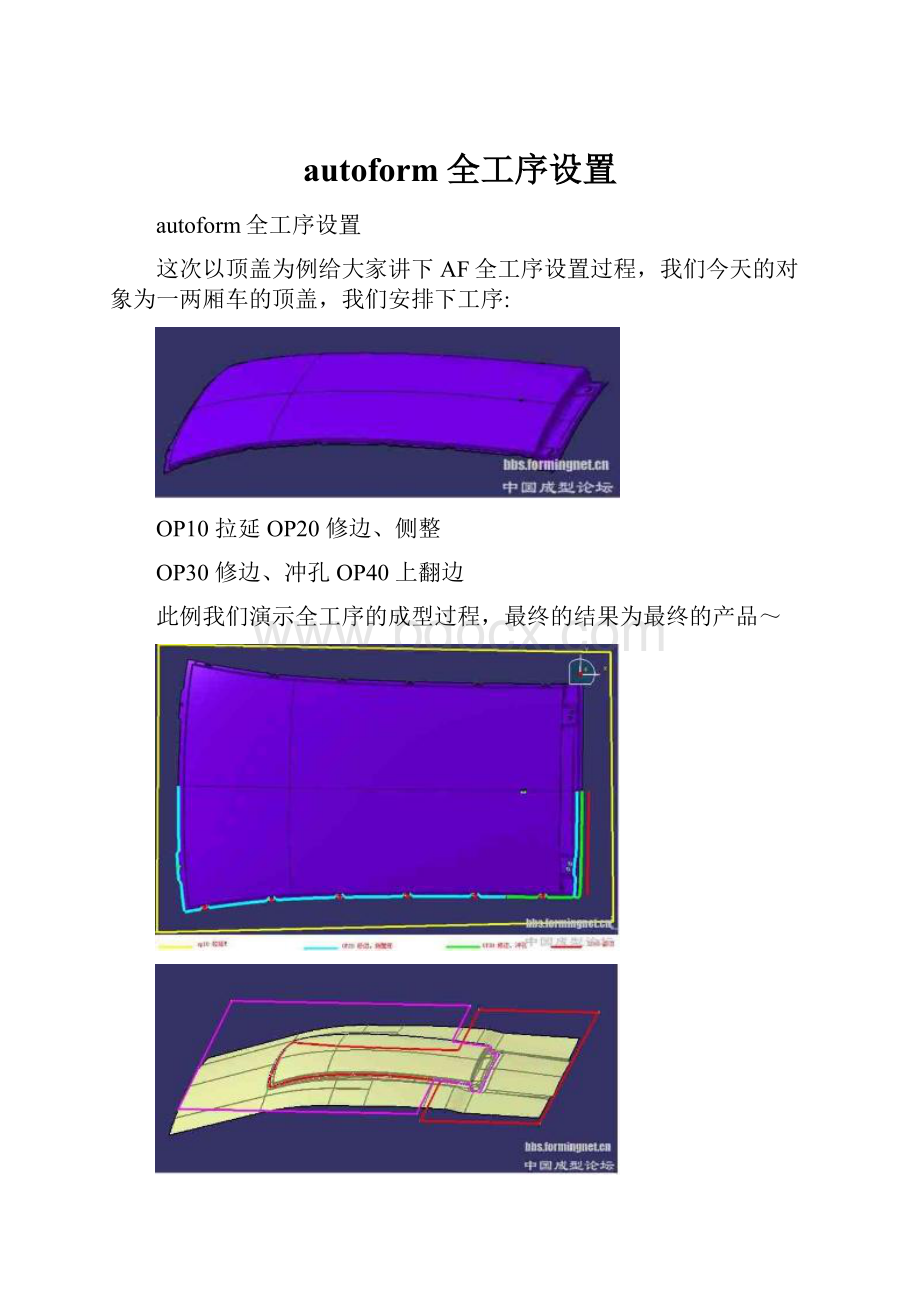
这次以顶盖为例给大家讲下AF全工序设置过程,我们今天的对象为一两厢车的顶盖,我们安排下工序:
OP10拉延OP20修边、侧整
OP30修边、冲孔OP40上翻边
此例我们演示全工序的成型过程,最终的结果为最终的产品~
下面开始准备:
原始产品、拉延模面、拉延筋、板料线、修边线、整形模面等;
注意:
上图的修边线与实际的不同。
这是软件所限,为了到达修边的目的,必须用上面的形式,
有了以上的东西后,我们开始进入AutoForm开始设置了,首先打开AutoForm,本人用的是AF_PLUS_R1.1版本的,大家对照着来,低版本的一样设置,可能有些细微区别,大家自己把握。
OK,下面开始~
打开AutoForm新建SIM,把原始产品、拉延模面和整形模面全部导入到AutoForm中去,为了节省篇幅本例有些简单的步骤我就一笔带过了。
大家如果有不明白的回帖提问吧~
OK,我们点击工序设计模块~
使用单动模式,料厚0.7,外板都是向内偏置。
导入板料线,设对称轴,定位BINDER上,材质为DC04ZF,下面进入工
具设置。
如上图设置好各工具的位置,Diepunchbinder的偏置分别为0,0.7,0.7
位置分别为-580,0,80.,完成后如下图:
摩擦系数就用默认的0.15,工序设置drawing的压边力改为75吨,具体如下图所示:
接着我们开始设置定位销和拉延筋,AutoForm新版本支持实体定位销,本例使用实体定位销,使用实体定位销必须要激活PROGDIEIMPROVEMENTS,如下图:
OK,至此我们拉延工序设置完毕,选项设置大家根据自己的情况设置,
本人如下图设置:
下面我们加入工序OP201修边工序,OK如下图所示:
注:
之所以叫OP201,是因为实际上OP20是修边加侧整形的,但是
AutoForm无法这两步同时完成,因此我们将实际的OP20在AutoForm
里面分解为OP201与OP202。
下面我们加入工序OP202为侧整工序:
接着我们进入TOOLS设置,这里我们需要4个工具,分别为pad,c-pad,steel以及post,需要注意的是我们设置这4个工序用的模型都是整形序的如下图:
首先是post在板料下面为Below,偏置0.7,位置不动,设为0,如下图:
接着设置steel,在板料侧面为CAM,偏置0,运动我们暂放下,等设
完所有工序后在设置:
需要注意的是这里的整形steel,两边需要多预留一点余量,在模具中也是如此,AutoForm我们可以在以前加个inner线条来分开这部分,如下图:
我们接着设置PAD,在板料上面为Above,偏置0,位置我们暂放下,
等设完所有工序后在设置:
我们接着设置C-PAD,在板料侧面为CAM,偏置0,位置我们暂放下,等设完所有工序后在设置:
没设好位置的各个工具状态如下图所示:
其中post的位置我们设为0不动,我们需要设置下steel,pad以及
c-pad的位置:
如上图,我们在CAD里测出侧整的角度为45度
如上图,设置好steel,pad,c-pad的位移均为-200,steel和c-pad的方向为-1,0,-1,pad的方向为0,0,-1,完成后状态如下图所示:
下面进入工序设置,如下图:
OK,至此OP20设置完成,下面我们设置OP30,修边冲孔。
接着我们导入OP30的修边线和冲孔线,分别导入注意修边类型,如下
图:
下面我们设置OP40翻边工序,如下图增加OP40工序。
注意OP40是上翻边,因此此时我们三个工具,pad,post和steel;
首先是pad在软件上pad是由下向上运动,他在板料下面,因此pad为Bleow,偏置为0.7运动位置我们先不设,注意这里上压料会和产品干涉,模具中可以通过活动镶块解决,AF中我们有两种方法,一种是直接把PAD定位到板料上,没有压料的过程,另一个种把压料位置避开干涉的部分。
我们在前面加个innerline分割下顶盖如下图:
这样,我们再选取pad的时候就可以避开与板料干涉的部分了。
OK,我们选好如下图:
接着设置post,软件模拟post在板料上面,因此post为Above,偏置为0,运动位置先不设。
最后是steel,软件模拟steel在板料下面,因此steel为Bleow,偏置为0.7运动位置我们先不设.
接着我们设置运动方向,POST不动为0,pad和steel均设为-100,设完如下图所示:
.
接下来,我们设置工序,一般情况和前面的一样,一个closing,一个forming,行程均为100,如下图所示:
不过需要注意的是这里还需要在closing之前加一个定位,防止一开始
板料和工具穿透,我们加一个position工序如下图:
OK,至此我们所有的设置完成,点击开始计算即可,最后附几张结果
图;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- autoform 工序 设置
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
11水上吊装施工方案.docx
-
dedeCMS二次开发文档手册文件和数据库和模板标签.docx
-
A335A335M中文稿.docx
-
java笔记基础4分析.docx
-
《非暴力沟通》读书笔记15篇.docx
-
APN电力抄表方案概述.docx
-
《月球之谜》教学课件.docx
-
《看上去很美》观后感600字五篇.docx
-
《个人与团队管理》试题及答案.docx
-
爱国卫生的主题班会.docx
-
CDMA网络话统分析优化培训解析.docx
-
《主扇风机更换安全技术措施》.docx
-
9A文机管员继续教育.docx
-
最新汽车营销期末试题及答案.docx
-
5汪文良插上一双飞翔的翅膀浅谈科学探究提高学生素雅的研究.docx
-
50个最容易读错的成语.docx
-
《井下煤矿工人工作环境1五篇范文》.docx
-
WinAPI函数库.docx
-
BIM等级考试大纲.docx
