 工序卡.docx
工序卡.docx
- 文档编号:23699647
- 上传时间:2023-05-20
- 格式:DOCX
- 页数:21
- 大小:37.77KB
工序卡.docx
《工序卡.docx》由会员分享,可在线阅读,更多相关《工序卡.docx(21页珍藏版)》请在冰豆网上搜索。
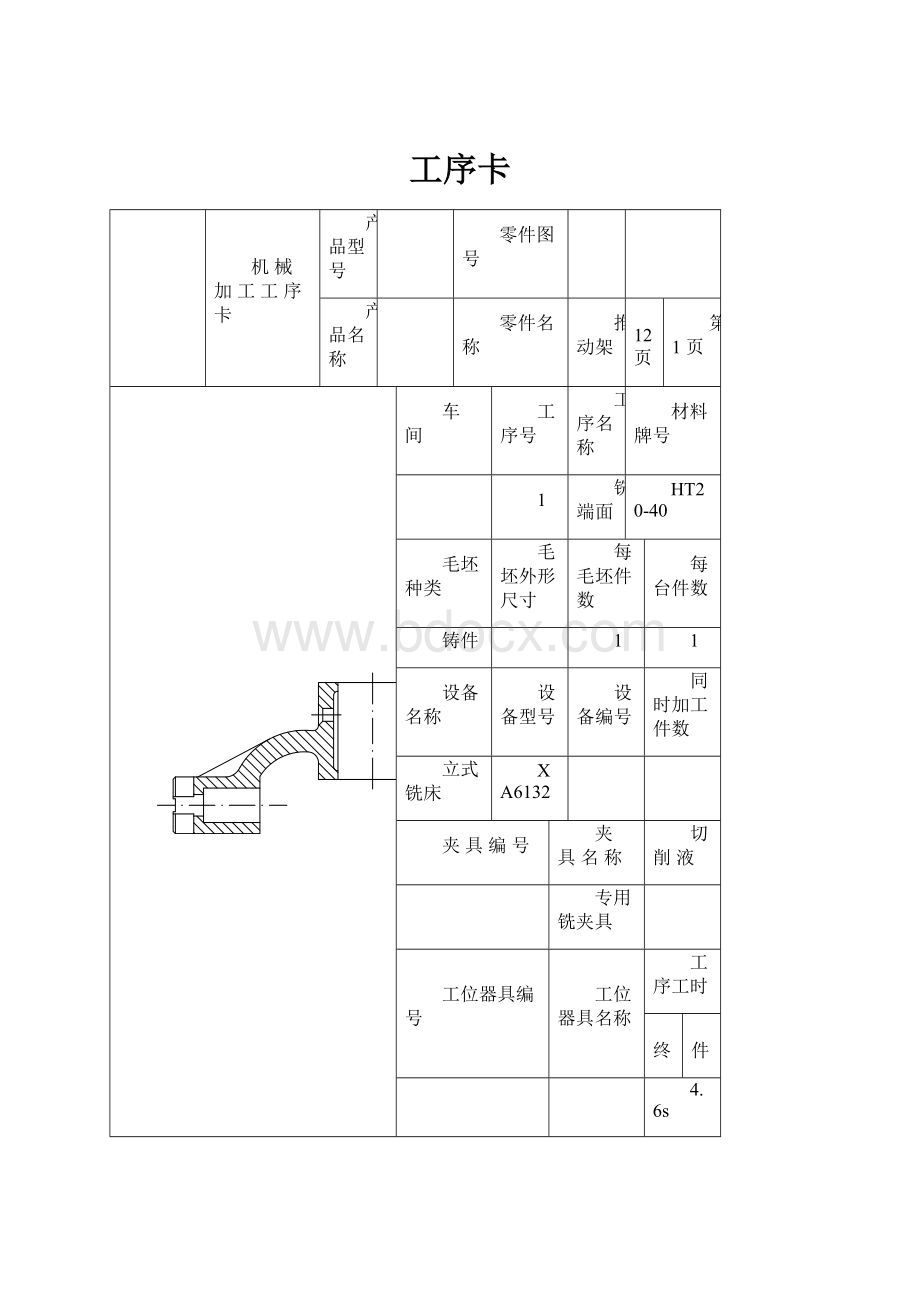
工序卡
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第1页
车间
工序号
工序名称
材料牌号
1
铣端面
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时
准终
单件
4.6s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
铣φ50外圆的上端面
圆柱铣刀游标卡尺
300
56.52
0.16
2.5
1
4.6s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第2页
车间
工序号
工序名称
材料牌号
2
铣端面
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时
准终
单件
5,8min
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
铣φ50mm,φ35mm外圆的下端面
圆柱铣刀游标卡尺
250
47.1
0.2
2.5
1
5,8min
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第3页
车间
工序号
工序名称
材料牌号
3
铣端面
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA6132
夹具编号
夹具名称
切削液
专用铣夹具
准终
单件
4.4min
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
铣φ35外圆的上端面
圆柱铣刀游标卡尺
150
23.55
0.23
2.5
1
4.4min
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第4页
车间
工序号
工序名称
材料牌号
4
钻孔倒角
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
专用钻夹具
准终
单件
75s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
钻φ32mm的孔,倒角45度
高速钢复合钻头游标卡尺
400
29.7
0.4
50
1
25s
2
粗绞φ32mm孔
高速钢复合钻头游标卡尺
630
15
0.2
50
1
25s
3
精绞φ32mm孔
高速钢复合钻头游标卡尺
630
29.7
0.1
50
1
25s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第5页
车间
工序号
工序名称
材料牌号
5
车端面
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
专用车夹具
工位器具编号
工位器具名称
工序工时
准终
单件
84s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
车φ10mm和φ16mm的基准面
车刀游标卡尺
530
12.77
0.48
2.5
1
84s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第6页
车间
工序号
工序名称
材料牌号
6
钻孔
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时
准终
单件
131s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
钻φ16mm孔
直柄麻花钻内径千分尺
480
58.34
0.5
4.3
1
61s
2
钻φ10mm孔
直柄麻花钻内径千分尺
520
37.25
0.3
2.5
1
25s
半精绞φ16mm孔
高速钢复合钻头游标卡尺
600
30
0.1
1.0
1
15s
半精铰φ10mm孔
高速钢复合钻头游标卡尺
600
30
0.1
0.5
1
20s
铣φ16mm孔内端面
圆柱铣刀游标卡尺
150
21.5
0.3
0.1
1
10s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第7页
车间
工序号
工序名称
材料牌号
7
拉槽
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式拉床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
53s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
拉槽
拉刀游标卡尺
425
14.36
0.3
3
1
53s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第8页
车间
工序号
工序名称
材料牌号
8
车倒角
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
45s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
精车φ27mm端面倒角
车刀游标卡尺
530
12.77
0.48
2.5
1
45s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
第12页
第9页
车间
工序号
工序名称
材料牌号
9
钻孔锪倒角
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
CA6140
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
51s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
钻φ6mm孔
直柄麻花钻内径千分尺
480
11.5
0.3
1
1
27s
2
锪120度倒角
高速钢莫氏锥锪钻深度百分尺
460
14.45
0.2
1
1
9s
绞φ6mm孔
高速钢复合钻头游标卡尺
600
30
0.1
1.0
1
15s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第10页
车间
工序号
工序名称
材料牌号
10
钻孔绞孔
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
CA6140
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
131s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
钻φ16mm的孔
直柄麻花钻内径千分尺
420
10.44
0.5
8
1
73s
2
半精铰φ16mm的孔
圆柱直柄铰刀内径千分尺
470
9.5
0.37
0.5
1
58s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第11页
车间
工序号
工序名称
材料牌号
11
拉槽
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式拉床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
40s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
φ32mm孔内拉槽
拉刀游标卡尺
425
14.36
0.3
2
1
40s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期
机械加工工序卡
产品型号
零件图号
产品名称
零件名称
推动架
共12页
第12页
车间
工序号
工序名称
材料牌号
12
钻孔攻丝
HT20-40
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
CA6140
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
40s
工步号
工步内容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给
量
(mm/r)
切削
深度
(mm)
进给次数
工步工时
机动
辅助
1
钻螺纹孔φ6mm
直柄麻花钻内径千分尺
420
4.7
0.3
3
1
26s
2
攻丝M8-6H
机用丝锥螺纹塞规
460
3.2
0.1
0.5
1
14s
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
校对(日期)
标记
处数
更改文件号
签字
日期
标记
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
辅导员工作经验交流.docx
-
市政道路施工方案4新版精品资料.docx
-
端盖零件的机械加工工艺规程及Φ14孔工艺装备设计.docx
-
活动方案之校庆接待工作方案.docx
-
五年级上册音乐教案爱的旋律3 苏少版.docx
-
六方位马自达6.docx
-
物流园区总体规划.docx
-
高等教育法规题目汇总.docx
-
门诊财务规章制度.docx
-
航信标准数据格式.docx
-
个人博客系统毕业设计论文.docx
-
护士培训实践记录手册.docx
-
给妹妹春节红包祝福语.docx
-
工程造价毕业论文.docx
-
宣传委员竞选稿.docx
-
怀集中学教师招聘考试真题含答案及部分解析.docx
-
保障性住房准入分配退出和运营管理实施细则.docx
-
小学三年级语文培优辅差计划通用版.docx
-
货物采购国内招标文件范本1.docx
