 银山5000吨联动试车方案.docx
银山5000吨联动试车方案.docx
- 文档编号:23663289
- 上传时间:2023-05-19
- 格式:DOCX
- 页数:62
- 大小:48.84KB
银山5000吨联动试车方案.docx
《银山5000吨联动试车方案.docx》由会员分享,可在线阅读,更多相关《银山5000吨联动试车方案.docx(62页珍藏版)》请在冰豆网上搜索。
银山5000吨联动试车方案
重负荷联动试车方案
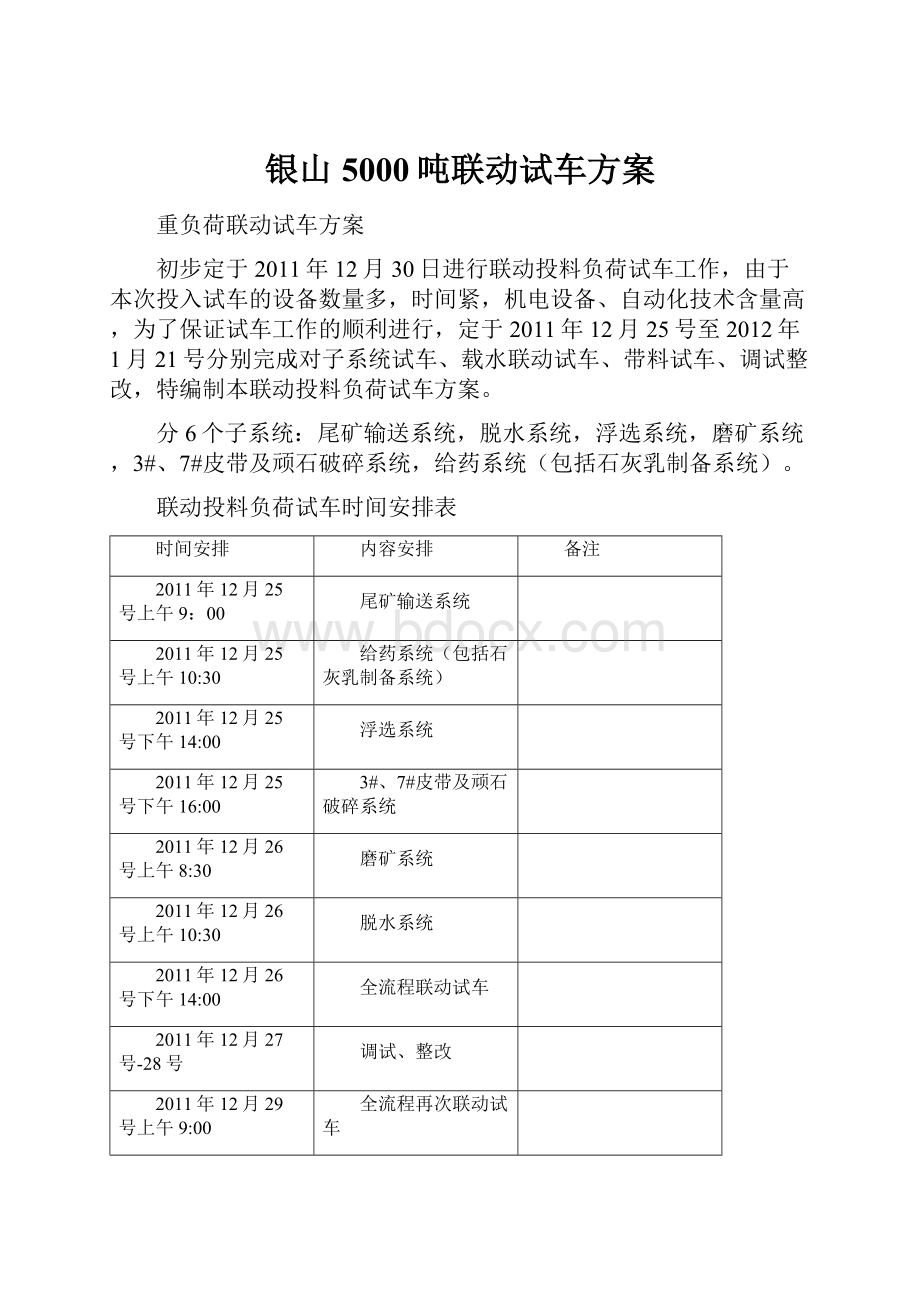
初步定于2011年12月30日进行联动投料负荷试车工作,由于本次投入试车的设备数量多,时间紧,机电设备、自动化技术含量高,为了保证试车工作的顺利进行,定于2011年12月25号至2012年1月21号分别完成对子系统试车、载水联动试车、带料试车、调试整改,特编制本联动投料负荷试车方案。
分6个子系统:
尾矿输送系统,脱水系统,浮选系统,磨矿系统,3#、7#皮带及顽石破碎系统,给药系统(包括石灰乳制备系统)。
联动投料负荷试车时间安排表
时间安排
内容安排
备注
2011年12月25号上午9:
00
尾矿输送系统
2011年12月25号上午10:
30
给药系统(包括石灰乳制备系统)
2011年12月25号下午14:
00
浮选系统
2011年12月25号下午16:
00
3#、7#皮带及顽石破碎系统
2011年12月26号上午8:
30
磨矿系统
2011年12月26号上午10:
30
脱水系统
2011年12月26号下午14:
00
全流程联动试车
2011年12月27号-28号
调试、整改
2011年12月29号上午9:
00
全流程再次联动试车
2011年12月29号下午14:
00
做好30%负荷正式下矿联动试车各项准备
2011年12月30号上午9:
00
30%负荷正式下矿联动试车8小时至24小时
2011年12月31号至
2012年1月9号
调试、整改
2012年1月10号
60%负荷正式下矿联动试车24小时左右
2012年1月11号--1月14号
调试、整改
2012年1月15号--1月21号
90%负荷正式下矿联动试车
一、联动投料负荷试车组织机构设置
成立联动投料负荷试车领导小组,负责组织、领导和协调试车工作,协调小组由业主、设计、监理和施工单位人员组成。
1.1联动试车组织机构
领导小组:
组长:
张裕新
副组长:
刘俊祥刘盛祥郑兴国姜进先
工作小组:
组长:
周建辉
副组长:
刘金华李煜
成员:
杨有洪程鹏远范中林应桂龙胡永明何蒸程春枝胡福根
姜志华刘金荣毕金福
工艺小组:
组长:
周建辉
组员:
张理杨有洪程春枝胡福根王疆余厚福吴献江
设备小组:
组长:
刘金华
组员;李毅李吉庆曾功茂毕金福袁宏曹建军李博唐稳余斌程志刚徐燕鸣
电气小组:
组长;姜进先
组员:
刘斌刘小波程鹏远郑永华
仪表小组:
组长:
李煜
组员:
姜志华刘金荣柯攀
安全小组:
组长:
周建辉
组员:
周新浩邹孟良何蒸范中林张凤梅刘光铅
二、子系统试车安排
选矿厂主要包括尾矿输送系统,脱水系统,浮选系统,磨矿系统,3#-7#皮带及顽石破碎系统,给药系统(包括石灰乳制备系统)。
(1)尾矿输送系统试车方案
时间:
2011.12.25.上午
负责人:
范中林曹建军
操作人员:
江玉芳于桂兰占园园吕笠香
曹锦标张勇成赖垂林彭有辉
电气系统:
检查各电气开关和线路的完好程度和砂泵电机的绝缘程度,在确认完好安全的条件下,对开关柜送电;送电后,检查各仪表显示的数值并记录,确认符合运行条件后,通知运行,运行前对电机进行正反方向运行测试。
砂泵系统:
检查各连接部件的松紧情况,并记录;
检查砂泵的密封情况,需水封的要确认水管的水量和水压是否满足要求,机械密封要检查其完好情况。
管道系统:
检查管道安装是还完好,特别是检查每个连接点及弯头的完好情况。
系统运行:
在各项分系统检查完成后,确认电机正常运行后,与砂泵连接;
在确认连接正常后,先进行水量运行,水量逐渐加大,按50%、70%、80%、90%直至满负荷。
系统的操作按操作规程执行。
用水试车时,尾矿工必须巡回检查管道的运行情况,遇泄漏情况,紧急通知砂泵操作工停车,工段及时安排人员处理。
(2)给药系统
时间:
2011.12.25.上午
负责人:
杨有洪
操作人员:
程春枝余厚福孙瑞丽余永忠程群章淑斌
检查控制柜面板中间触摸电源灯及指示灯是否显示,将操作柜上的“加药机”开关置于“开”位置,上方运行指示灯亮,系统开始加药,检查各药点执行阀工作是否正常,各药剂管通畅。
药剂种类、用量和添加浓度见表:
药剂种类、用量及添加浓度
药剂种类
用量
(g/t)
添加浓度(%)
添加点
乙基黄药
33
10
混合粗选前搅拌槽
12
10
混合扫选I浮选机前中间箱
丁基黄药
11
10
混合粗选前搅拌槽
4
10
混合扫选I浮选机前中间箱
15
10
硫粗选前搅拌槽
10
10
硫扫选浮选机前中间箱
硫胺脂
(z-200)
15
原液
分离粗选前搅拌槽
6
原液
分离扫选I浮选机给矿箱
4
原液
分离扫选II浮选机前中间箱
2#油
37
原液
混合粗选前搅拌槽
8
原液
混合扫选I浮选机前中间箱
4.2
原液
硫粗选前搅拌槽
2.1
原液
硫扫选浮选机前中间箱
石灰
1650
10
混合粗选前搅拌槽
650
10
分离粗选前搅拌槽
200
10
分离粗选精矿泵池
砷抑制剂
180
10
硫粗选前搅拌槽
50
10
硫精选浮选机前中间箱
稀硫酸
220
30
硫粗选前加酸搅拌槽
絮凝剂
1.49
0.2
选硫前高效浓缩机
1.13
0.2
硫精矿高效浓缩机
(3)浮选系统
时间:
2011.12.25.下午
负责人:
李学宏
一段:
杨贞坚二段:
宋华选硫:
程群
浮选机单台试车要求按照流程顺序,依次进行。
现场人员在现场确认无机械,电气故障后,疏散人员,将浮选机送电。
然后手动将送电的浮选机启动,运行约10秒后手动停止。
此时主控室人员确认能收到该设备的手动,运行等信号,无故障信号。
现场在设备停稳后,将选择开关旋至自动启停位置,然后确认无误后通知中控室进行启动。
中控室在收到启动指令后先进行启动预警,然后点击启动按钮,收到设备的运行信号后,点击停止按钮。
设备停稳后,通知进行下一台的调试,然后必须将试过的设备控制方式选择在检修位置,并切断供电。
(4)3号-7号皮带及GP100圆锥系统
时间:
2011.12.25.下午
负责人:
李英
3#皮带:
李海明5#皮带:
任志景
6#皮带:
陆文国7#皮带:
项美生GP100圆锥:
赵正新
对于3#、5#、6#、7#皮带,必须在皮带两侧安排观察人员,观察人员不可以距离皮带太远,不能随意走动操作。
试车前先进行手动起停,在确认现场没有无关人员任意走动等不安全因素后检查拉绳开关和跑偏开关正常,将皮带手动启动。
运行一段时间后停止,主控室在运行期间检查皮带反馈信号是否正常。
现场手动停止并再次确认安全后,将选择开关旋至自动启动位置,通知主控室进行启动。
主控室确认信号后,先进行预警,然后点击启动按钮进行启动,各信号正常后,与现场联系,停止该设备,现场在设备停止后将起停方式选择至检修,并将设备断电。
启动中途如遇到不能顺利启动的情况,任何人不得在不经联系确认的情况下接近皮带与电机。
圆锥破碎机系统的启动停止包括对油站、主电机的起停以及是否允许给料的控制。
具体步骤为:
现场确认无异常,机械电气和通讯都正常时,疏散人员,向控制室发出可以启动的指令后,将操作柜和控制系统的起停方式选择为DCS启动。
中控室在接受到允许DCS启动的信号后,点击油站启动按钮,正常情况下油站启动,返回油站运行信号。
在破碎机自身系统达到要求后,会给出允许主电机启动信号,中控室在收到此信号后,与现场联系准备启动主电机,确认后,点击主电机启动按钮,主电机启动。
停止顺序与启动顺序相反,停止油站需要在主电机停止之后经过一段时间的延时。
(5)球磨、半自磨系统
时间:
2011.12.26.上午
负责人:
王齐水
半自磨:
金卫民球磨:
李勤旺
半自磨机的启动停止顺序需要严格按照预定步骤进行。
现场人员在确认没有故障并且通讯正常可以启动后,将现场操作箱和配电室触摸屏的选择按钮设定在DCS启动位置。
此时主控室收到油站允许启动信号,根据现场指示,点击按钮启动油泵,正常情况下收到油泵运行信号,然后根据现场指示启动主轴承润滑站,在收到允许主电机启动的信号后,并现场确认可以启动主电机后,点击按钮启动主电机,再与现场确认可以启动半自磨机筒体后,经过铃声预警,点击启动磨机按钮半自磨机筒体启动。
现场人员应在听到铃声后立即撤离。
半自磨机的停止与以上步骤相反,在现场要求停止半自磨机后,经过确认,点击停止磨机按钮,筒体与主电机脱离,筒体进入惯性运转状态。
然后按照现场指令,点击停止主电。
油站的停止必须在筒体完全静止之后,在现场发出停止油站的指令后,为确保
(6)脱水系统
时间:
2011.12.26.下午
负责人:
范中林曹建军
操作人员:
浓密机:
夏志金仇荣正林良文谢立新
铜陶瓷过滤机:
邬坤彦曾云王岳建陈茂林
硫陶瓷过滤机:
邱云飞邱家财曹锦标倪富平
一)、试车前的检查
(1)三台浓缩机进料、溢流和底流管道的检查;浓缩机底流泵自动开停控制系统检查
(2)检查确认水路安装正确,管道、阀门等工艺设施应完好;阀门安装正确,联接可靠,密封良好。
介质流向指示正确,测压、测温管线无堵塞或泄漏现象;管路经水冲洗干净,水压试验合格。
(3)检查确认润滑系统:
所有试车设备的润滑系统应符合设备厂家及规范要求,各润滑点加油应符合设备厂家及规范要求;检查确认油路安装正确,联接可靠,密封良好,介质流向指示正确,阀门安装正确且开闭灵活,测压、测温管线无堵塞或漏气现象;检查确认油路系统绝对清洁;系统压力试验符合要求,无泄漏。
(4)所有试车设备的地脚螺栓和相关连接螺栓应紧固齐全,所有设备运转部件的护栏、护罩等安全防护装置应装配到位,且符合规范要求;
(5)所有投入试车设备的电气、仪表、气路系统应完好;
(6)试车现场卫生应清理干净,操作通道和安全通道应畅通;设备机体内和设备周围应无任何影响试车的杂物。
二)、浓密机试车
1、试车前检查
A、池面、集矿口有无杂物。
B、耙齿焊接是否牢固,耙齿与池底的极限偏差为设计规定值得20%。
C、安装符合规范(轨道接头间隙2~4mm为宜;轨道接头处高差不大于0.5mm;断面错位不大于1mm;齿条接头间隙为1~2mm为宜;齿条接头与轨道接头处错开;齿条与轨道中心距为±2mm)。
D、润滑良好。
2、空试车
A、先点动,无异常后,运行4小时。
B、检查轴承、电机温度,观察电机电流变化。
C、传动部分是否正常。
D、耙齿与池底面的最低距离,耙子的提升测试。
E、运转中,各处是否平稳,有无异常。
如有异常,紧急停车处理。
三)、陶瓷过滤机试车
1.开车前准备工作
检査设备各零部件及安装基础是否松动,检查减速机、传动机构是否需要加润滑液或润滑脂,检査真空泵、滤液泵转向是否反向。
2.单机试车及搅拌试车及搅拌的注意事项:
(1)主轴空转启动,调整转速.检査是否有异音。
(2)搅拌启动,调整转速,检査是否有异音。
(3)真空泵启动,检査真空度,检査是否有异音。
(4)气动阀逐个启动,检査各启动阀是否能按要求动作。
(5)槽体放水至浸没超产装置,启动超声波系统,检查电流是否在设定值以及超声电源是否发热或有异音。
(6)检査稀酸泵能否正常工作。
清洗时间由现场实际情况而定,一般45–60min,如果滤板有堵塞现象应适当廷长清洗时间。
3.整机开车
整机开车注意事项:
(1)开启气包(空压机),使气压达到0.6MPa左右。
(2)检查自来水压力,一般在0.3—0.4MPa
(3)调整油水分离器压力,使供气压力保持在0.45-0.55MPa。
(4)将真空泵水封液阀门打开,要有少量水流出。
(5)缓冲器压力调整至0.075-0.1MPa。
(6)刮刀间隙调整为0.5~lmm。
(7)检查各传动部件是否有异音。
四)、泵类试车
1、试车前检查
A、泵进口阀门开、关是否灵活,池底及各清水阀门开、关是否灵活。
B、托架内润滑油量是否合适,水封水管及冷却水管是否接好。
C、盘根是否加好。
各部位螺栓是否牢固。
D、空盘车是否有摩擦,如有,进行叶轮间隙的调整或其他调整。
E、检查连轴器是否找正。
F、泵进口的管路及阀门应加支撑。
G、周围环境、设备本体卫生必须清洁,安全防护设施是否齐全。
H、冷却水、密封水管路。
2、先点动,转向正确、无摩擦后,通电试车。
检查:
A、泵是否振动。
B、轴承升温、端面是否漏油。
C、填料是否漏水(滴漏为宜),是否过紧发热。
D、发现问题及时停车处理。
三、协力单位职责
设计单位:
负责现场试车全面设计问题的检查。
监理单位:
负责现场试车全面施工、机电设备问题的检查
施工单位:
负责联动试车的保驾工作,保障机电设备安全措施的制定。
准备必要的检测工具、仪表,保证检测数据的准确。
设备供应商:
参加试车并及时处理机电设备出现的问题。
四、选矿厂重负荷联动试车前的准备工作
4.1综合管网检查
检查和确认具备联动试车管网条件(管路通畅、无泄漏、阀门开启正常):
序号
管网名称(水管、矿浆管、高低压风管、石灰管、药剂管)
责任人
1
进磨浮厂房总水管(绿色)
何蒸
2
风机房进浮选车间总风管(红色)
何蒸
3
磨浮车间进尾矿泵站总尾矿管(灰色)
毕金福
4
半自磨给矿水管(电动闸门)
毕金福
5
半自磨出料口补加水管
毕金福
6
半自磨泵池补加水管(电动闸门)
毕金福
7
球磨出料口补加水管
王疆
8
Ф660旋流器溢流管(U型底流闸门)
王疆
9
Ф660旋流器沉砂管
王疆
10
Ф660旋流器进浆管
王疆
11
给药管(15根)
余厚福
12
皮带及顽石破碎3寸水管
余厚福
13
浮选车间卫生及消防水管
杨贞坚
14
浮选车间风管
杨贞坚
15
浮选车间中间循环泵管路
宋华
16
浮选车间一段粗选至砂泵管路
宋华
17
浮选车间二段精选至浮选柱矿浆管路
宋华
18
石灰制乳至磨浮车间石灰管(4寸白色)
李英
19
Ф38m浓密池底流管
曹建军
20
Ф30m浓密池底流管(2个)
曹建军
21
Ф350旋流器溢流管(U型底流闸门)
李学红
22
Ф350旋流器沉砂管
李学红
23
Ф350旋流器进浆管
李学红
4.2机电设备及设施检查
4.1所有设备全部按设计使用要求安装及调试完毕,且自检合格,按规范及使用要求具备试车条件。
4.2试车现场照明条件良好。
4.3试车现场所有卫生全部清理干净,所有试车设备周围无任何影响试车的杂物。
4.4所有试车设备均按设备厂家及规范要求加试车用油完毕。
4.5所有投入试车设备电气、仪表、安全联系信号和安全保护等保护装置全部按要求完好。
4.6所有投入试车设备的水、气等保护装置全部按设计要求可以投入使用。
4.7各液压润滑系统和冷却系统均应符合设计及设备厂家要求,各管道阀门应灵活可靠,各管路系统无泄漏现象,各润滑点的油面达到规定标高。
4.8各密封部位应密封良好。
4.9检查各台设备的附属设备是否安装完毕,且是否能投入使用。
所有试车设备的油管润滑油路全部酸洗完毕。
4.3其他方面的准备工作
3.1人员培训
跟据生产、工艺、工序的特点,需要进一步明确岗位职责,组织学习岗位安全技术操作规程,并进行全体选矿人员对原则主体工艺流程认识的学习,以便于试车的顺利进行。
3.2电话通讯
由于联动试车期间涉及各单位的衔接,为便于上下工序的通讯联络,急需配备对讲机10部,印制相关人员电话号码。
4.4自动化试车准备和方案
本次试车分为单台试车和联动试车,详细内容介绍如下:
1)单台试车
单台试车是指从中控室将现场设备进行单台启动与停止,并对一些可调节的设备进行变频与开度控制。
GP100、半自磨机(Ф7.0×3.5m)、球磨机(Ф4.8×7.0m)、立磨机、高压变频泵等大型设备,在进行试车时需要人员进行现场配合。
在确认机械、电气、设备通讯方面无异常后,将现场设备选择在允许DCS启动位置并疏散人员,主控制室在收到允许启动信号后将按照预定顺序进行启动。
(1)半自磨机试车
半自磨机的启动停止顺序需要严格按照预定步骤进行。
现场人员在确认没有故障并且通讯正常可以启动后,将现场操作箱和配电室触摸屏的选择按钮设定在DCS启动位置。
此时主控室收到油站允许启动信号,根据现场指示,点击按钮启动油泵,正常情况下收到油泵运行信号,然后根据现场指示启动主轴承润滑站,在收到允许主电机启动的信号后,并现场确认可以启动主电机后,点击按钮启动主电机,再与现场确认可以启动半自磨机筒体后,经过铃声预警,点击启动磨机按钮半自磨机筒体启动。
现场人员应在听到铃声后立即撤离。
半自磨机的停止与以上步骤相反,在现场要求停止半自磨机后,经过确认,点击停止磨机按钮,筒体与主电机脱离,筒体进入惯性运转状态。
然后按照现场指令,点击停止主电机。
油站的停止必须在筒体完全静止之后,在现场发出停止油站的指令后,为确保无误,程序会延时10分钟发出停油站指令。
试车结束应立刻将选择开关旋回检修位置。
(2)一系列球磨机试车
一系列球磨机试车与半自磨机步骤相同。
(3)GP100试车
圆锥破碎机系统的启动停止包括对油站、主电机的起停以及是否允许给料的控制。
具体步骤为:
现场确认无异常,机械电气和通讯都正常时,疏散人员,向控制室发出可以启动的指令后,将操作柜和控制系统的起停方式选择为DCS启动。
中控室在接受到允许DCS启动的信号后,点击油站启动按钮,正常情况下油站启动,返回油站运行信号。
在破碎机自身系统达到要求后,会给出允许主电机启动信号,中控室在收到此信号后,与现场联系准备启动主电机,确认后,点击主电机启动按钮,主电机启动。
停止顺序与启动顺序相反,停止油站需要在主电机停止之后经过一段时间的延时。
试车结束应立刻将选择开关旋回检修位置。
(4)高压变频渣浆泵试车
测试包括启动、停止、紧急停车、急停复位。
在配电室高压变频泵的控制箱在远程控制的状态下时,正常情况下主控室收到渣浆泵的远程控制、待机、工频旁路信号。
这个时候可以与配电室人员联系,启动渣浆泵。
点击启动按钮即可启动,在PID调节面板输入给定频率,即可对渣浆泵进行调节,点击停止按钮来停止渣浆泵。
正常运行后,点击紧急停车按钮,系统弹出对话框确认后,可以确认紧急停车。
紧急停车后必须复位才可以进行下一次启动。
这是通过点击复位按钮来实现的。
试车结束应立刻将选择开关旋回检修位置。
(5)浮选机试车
浮选机单台试车要求按照流程顺序,依次进行。
现场人员在现场确认无机械,电气故障后,疏散人员,将浮选机送电。
然后手动将送电的浮选机启动,运行约10秒后手动停止。
此时主控室人员确认能收到该设备的手动,运行等信号,无故障信号。
现场在设备停稳后,将选择开关旋至自动启停位置,然后确认无误后通知中控室进行启动。
中控室在收到启动指令后先进行启动预警,然后点击启动按钮,收到设备的运行信号后,点击停止按钮。
设备停稳后,通知进行下一台的调试,然后必须将试过的设备控制方式选择在检修位置,并切断供电。
(6)皮带单台试车
对于3#、5#、6#、7#皮带,必须在皮带两侧安排观察人员,观察人员不可以距离皮带太远,不能随意走动操作。
试车前先进行手动起停,在确认现场没有无关人员任意走动等不安全因素后检查拉绳开关和跑偏开关正常,将皮带手动启动。
运行一段时间后停止,主控室在运行期间检查皮带反馈信号是否正常。
现场手动停止并再次确认安全后,将选择开关旋至自动启动位置,通知主控室进行启动。
主控室确认信号后,先进行预警,然后点击启动按钮进行启动,各信号正常后,与现场联系,停止该设备,现场在设备停止后将起停方式选择至检修,并将设备断电。
启动中途如遇到不能顺利启动的情况,任何人不得在不经联系确认的情况下接近皮带与电机。
(7)重型板式给矿机单台试车
重型板式给矿机的单台试车包括重型板式给矿机的上电断电、启动停止、调频控制。
试车之前必须检查重型板式给矿机上面无异物,周围无人施工,机械和电气方面正常。
首先将重型板式给矿机手动上电,然后启动,并将频率调至5Hz,运行一会后,停止并断电。
主控室在这段时间内监视信号无误后,联系现场人员将相应重型板式给矿机调至自动位置,中控室在确认后即可对重板进行上电,启动控制,并调节频率,正常后将重型板式给矿机停止并断电,然后通知现场选择检修位置并切断重型板式给矿机电源。
(8)渣浆泵单台试车
泵的单台试车应保证泵池中有水,相应阀门打开,并且保证低速运转,短时间内判断正常并结束试车。
具体顺序与其他设备相同。
(9)阀门的调试
阀门有调节阀和开关阀两种,试车前先开启空压机,等到压力到达后才能进行调试。
对于有现场操作箱的阀门,如提升阀等,先手动开关一次,确保安装无异常、限位、方向正确,然后通知中控室自动开、关,中控室在开关过程中视位置信号是否正常。
对于调节阀,在现场确认后供电供气正常后,通知中控室依次给定25%、50%、75%、100%、0%的开度设定值,每给一次,与现场确认开度是否正常,并确认反馈开度与现场和给定值对应。
2)联动试车(在联动试车之前,自动化首先要进行单台调试确认无误)
12月26日下午13.30时联动试车
负责人:
郑兴国
安全监督:
周建辉应桂龙
中控室:
杨有洪张辉黄超刘教敏杨俊
操作人员:
自磨:
王齐水金卫民李勤旺刘义平
球磨:
何小忠吕九生朱锦标余德辉
自磨泡沫泵:
黄利群陈日好潘红斌兰师忠
石灰制乳:
王正和张文生陈小林李建平
铁板皮带:
施冲张则叶任志景陆文国
顽破皮带:
项美生赵正新李海明刘永同
浮选:
孙瑞丽余永忠程群章淑斌
风机:
蔡秀萍李兰英余芳爱刘春芳
浓密机:
夏志金仇荣正林良文谢立新
铜陶瓷过滤机:
邬坤彦曾云王岳建陈茂林
硫陶瓷过滤机:
邱云飞邱家财易元霄倪富平
泵工:
江玉芳于桂兰占园园程贤莲
尾矿加压泵站:
曹锦标张勇成赖垂林彭有辉
回水泵站:
刘淑平吕翌香
联动试车之前应保证参与试车的设备都处于自动位置并且无故障。
现场工作人员确认无误后,将设备选择至联锁位置。
无关人员不得随意接近试车设备。
设备的启动顺序如下:
1、一系列浮选试车顺序:
A、选铜系统:
陶瓷过滤机→浓密机底流泵→Ф38浓密机
在上面的部分启动完成后进行以下步骤:
浮选柱通入空气→浮选柱加水→开启浮选柱→铜硫分离粗选→铜硫分离扫二→铜硫分离扫一→开启3500×3500搅拌槽→立磨加水→开启立磨机→打开立磨旋流器排矿阀→渣浆泵→铜硫混浮粗二→铜硫混浮粗一→铜硫混浮扫二→铜硫混浮扫一→开启4000×4000搅拌槽
B、选硫系统:
陶瓷过滤机→浓密机底流泵→Ф30高效浓密机
在上面的部分启动完成后进行以下步骤:
硫精选刮板→硫精选→硫粗选→硫扫选→2500×2500搅拌槽→4000×4000搅拌槽
→Ф30高效浓密机底流泵→Ф30高效浓密机→铜硫分离尾矿渣浆泵
2、浮选设备启动完成后,启动磨矿部分。
A、磨矿部分启动顺序如下:
7#皮带→GP10


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 银山 5000 联动 试车 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
最新中医诊断学试题2.docx
-
终端盒接头盒规格.docx
-
8497实用写作.docx
-
部编人教版政治八年级上册知识点汇总.docx
-
《使至塞上》逐字稿.docx
-
学生食堂承包经营方案.docx
-
Section 31 20 00EARTH MOVING.docx
-
语言运用模拟试题.docx
-
出行平安的短信.docx
-
采空区大面积冒顶安全防范技术措施最新版.docx
-
作文教案我会.docx
-
学校综合楼脚手架及防护方案.docx
-
《资本运营理论及融资》同步辅导自考本科必备.docx
-
地理答题模板格式.docx
-
植被恢复项目工程施工组织设计方案.docx
-
测绘个人工作总结.docx
-
71建党节微信朋友圈祝福词.docx
-
研发人员绩效考评指标设计开题报告.docx
-
碗扣式钢管脚手架施工方案.docx
