 更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程.docx
更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程.docx
- 文档编号:23645404
- 上传时间:2023-05-19
- 格式:DOCX
- 页数:12
- 大小:17.77KB
更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程.docx
《更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程.docx》由会员分享,可在线阅读,更多相关《更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程.docx(12页珍藏版)》请在冰豆网上搜索。
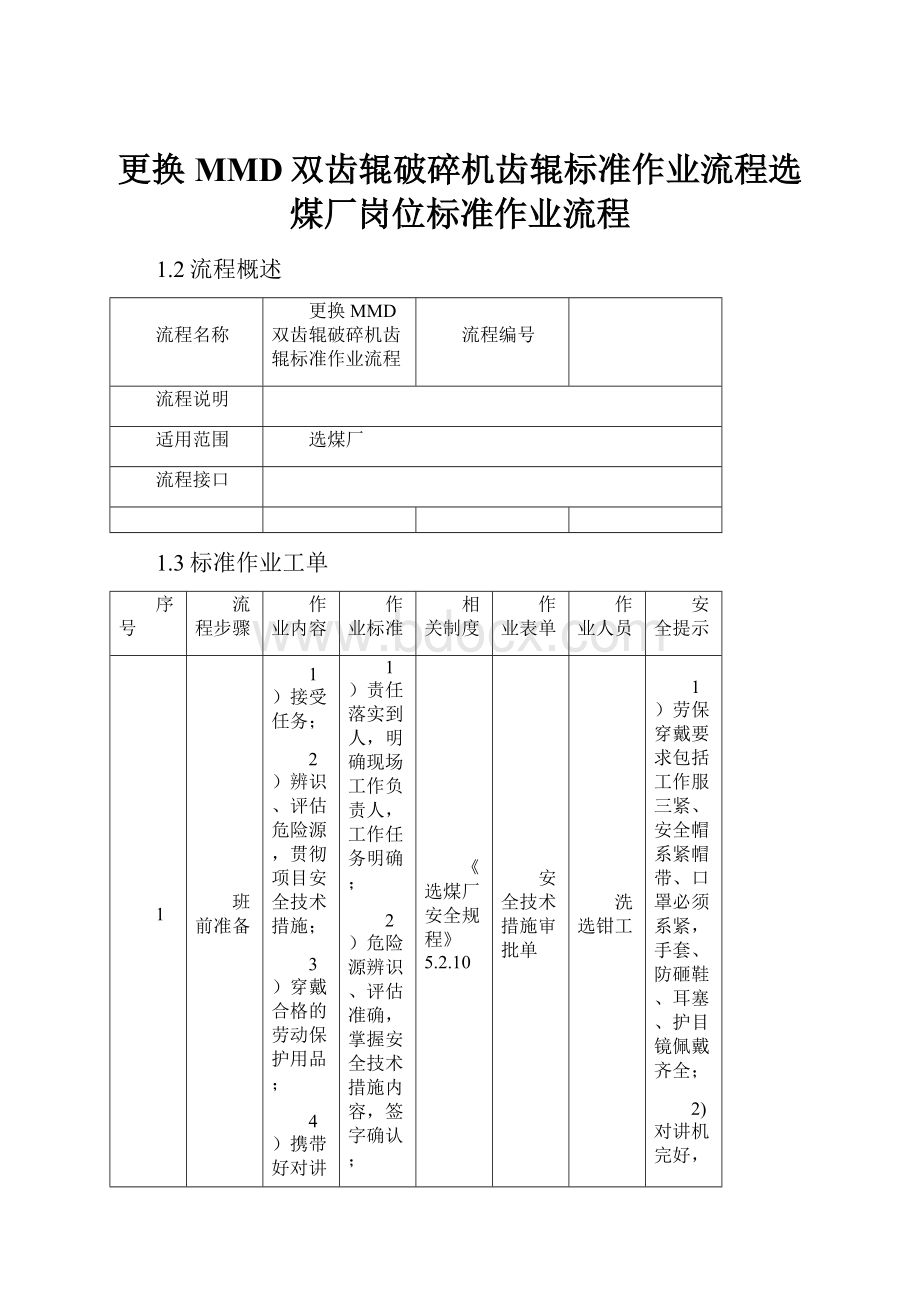
更换MMD双齿辊破碎机齿辊标准作业流程选煤厂岗位标准作业流程
1.2流程概述
流程名称
更换MMD双齿辊破碎机齿辊标准作业流程
流程编号
流程说明
适用范围
选煤厂
流程接口
1.3标准作业工单
序号
流程步骤
作业内容
作业标准
相关制度
作业表单
作业人员
安全提示
1
班前准备
1)接受任务;
2)辨识、评估危险源,贯彻项目安全技术措施;
3)穿戴合格的劳动保护用品;
4)携带好对讲机和安全锁;
5)了解现场作业环境;
6)了解人员情况。
1)责任落实到人,明确现场工作负责人,工作任务明确;
2)危险源辨识、评估准确,掌握安全技术措施内容,签字确认;
3)穿戴劳动保护用品符合规定要求;
4)持证上岗;
5)熟悉现场作业环境;
6)清楚人员精神状态、身体素质、业务技能等。
《选煤厂安全规程》5.2.10
安全技术措施审批单
洗选钳工
1)劳保穿戴要求包括工作服三紧、安全帽系紧帽带、口罩必须系紧,手套、防砸鞋、耳塞、护目镜佩戴齐全;
2)对讲机完好,电量充足;
3)严禁疲劳、酒后上岗,分工合理、人岗匹配;
4)掌握现场存在的危险源,并采取防范措施;
5)《神东煤炭集团安全红线管理措施(试行)》第四条第十项规定:
危险源辨识不清,严重“三违”可能导致安全事故。
2-1
核实备件
核对齿辊的规格型号(长度、直径、齿向等)。
新齿辊的规格型号(长度、直径、齿向等)与原齿辊相符。
洗选钳工
2-2
准备工器具、材料
1)准备手工工具、锤击扳手、呆梅扳手、电动扳手、液压扭矩扳手、套筒、撬棍、内六方扳手、手锤、移动电源插座、检修灯、氧气、乙炔气割工具一套、灭火器等工具并运送至作业现场;
2)准备手拉葫芦、吊装带、U型环等起重器具并运送至作业现场;
1)移动电源插座漏电保护完好、有效,电缆无破损,电动工具完好;
2)手动工具及起重器具齐全、适用、完好,材料齐备;
3)氧气、乙炔气量充足,电火焊工器具完好、适用;
4)灭火器完好,水管水压正常。
领料单(洗选)
工具清单
洗选钳工
1)移动电源插座必须完好且有漏电保护装置;
2)电动工具绝缘完好、电缆外观无破损;
3)起重设备检验合格,符合标准;
4)搬运工器具人员相互配合得当。
3
申请停电
1)作业负责人负责向集控室申请办理相关设备停电手续,并明确检修内容;
2)集控室确认停电后,通知停电申请人验电。
1)作业负责人必须明确通知集控室对要检修的设备及其上下关联设备进行停电;
2)集控室在接到停电申请时,必须认真做好记录,并同时和停电申请人核对设备号无误后,通过对讲机向电工下达停电作业指令;
3)集控室接到设备已停电的通知后,通知申请停电人员所申请的设备已停电。
停送电(记录)工作票
洗选电工
选煤集中控制操作工
洗选钳工
1)集控室、电工、停电申请人在要求停电时必须逐台报设备号,且每次所报设备台数不能超过三台;
2)《神东煤炭集团安全红线管理措施(试行)》第四条第八项规定:
违章带电作业。
4
验电
对停电设备进行验电,并确认停电。
作业负责人接到集控室通知设备已停电,确认该设备已打到就地模式,在确认设备周围无人作业后,方可点动起车按钮进行验电。
洗选钳工
本岗位操作工
1)验电时人员必须站在安全位置;
2)作业负责人在集控室未通知停电前禁止私自联系岗位操作工验电。
5
闭锁
将已停电设备的就地按钮闭锁,并上锁,插入机械安全销。
1)闭锁到位、上锁可靠,钥匙由上锁人保管;
2)作业人员进入设备、设施内部前必须上锁并随身携带钥匙,同时设专人监护;
3)安全销完好可靠。
洗选钳工
使用的安全锁必须完好可靠。
6
机械闭锁
将插销放入齿辊内,固定齿辊周向旋转。
齿辊固定牢靠、有效。
洗选电工
洗选钳工
机械闭锁必须完好有效。
7
拆卸电机电源线
1)联系集控室通知电工拆卸电机电源线、接地线;
2)标记电源线,并做绝缘保护和固定。
1)标记清晰、绝缘保护有效;
2)电源线、接地线放置适当。
洗选电工
8
破碎机移位
1)拆卸给料溜槽连接螺栓;
2)清理破碎机轨道;
3)使用手拉葫芦将破碎机沿轨道拉出。
(若无轨道割除给料溜槽)
1)选择吊具合适,吊挂牢靠、吊运平稳;
2)专人指挥吊运;
3)人员站位安全。
1.起重作业《十不吊》
洗选钳工
起重工
拉动手拉葫芦时人员配合要得当,防止伤害。
9
出、入料口孔洞防护
1)关闭入料闸板;
2)设置警戒线,封堵出料口。
1)入料闸板关闭严实;
2)出料口封堵有效。
洗选钳工
10
拆卸齿式联轴节
1)拆卸齿轮箱盖板固定螺栓,并将盖板抬放至到合适位置;
2)将齿轮箱内润滑脂清理干净;
3)拆卸齿式联轴节花键套抱箍、花键套。
齿轮箱油清理干净,现场卫生整洁。
洗选钳工
11
拆卸侧护板
1)在侧护板上焊接吊装板
2)拆卸侧护板紧固螺栓;
3)将侧护板吊运至合适位置。
1)吊装板焊接位置合适,便于吊运;
2)吊装板焊接牢固;
3)吊具选择合适,吊挂牢靠、吊运平稳;
4)专人指挥吊运;
5)人员站位安全。
起重作业《十不吊》
《选煤厂安全规程》15.2
洗选钳工
起重工
12
拆卸轴承瓦座
1)拆卸两侧轴承端盖;
2)拆卸上下轴承座连接固定螺栓;
3)在轴承座螺纹孔上安装吊装环;
4)使用千斤顶将破碎机箱体撑开;
5)将轴承座吊运至合适位置。
1)使用锤击扳手,大锤操作正确,人员配合得当;
2)吊具选择合适,吊挂牢靠、吊运平稳;
4)使用千斤顶受力均匀,人员站位合适,撑开箱体间隙2-4mm;
5)专人指挥吊运,人员站位合理。
起重作业《十不吊》
洗选钳工
起重工
13
吊运齿辊
1)选择合适吊点、吊具,设置手拉葫芦,吊挂齿辊;
2)将齿辊吊运至合适位置。
1)选择吊点、吊具合适,吊挂牢靠、吊运平稳;
2)专人指挥吊运;
3)人员站位合理。
起重作业《十不吊》
洗选钳工
起重工
1)吊点选择必须牢靠;
2)吊具完好,符合吊装吨位要求;
3)齿辊捆绑牢靠。
14
退卸齿式联轴器
1)拆卸联轴器压盖;
2)使用拉拔器拆卸联轴器,放置到指定位置。
1)拉拔器各拉点受力均匀;
2)人员配合得当;
3)联轴器完好。
洗选钳工
人员必须佩戴护目镜,防止顶销蹦出伤人。
15
清理、检查
1)清理所有接合面;
2)清洗、检查新齿辊与联轴器装配部位并测量装配尺寸。
1)结合面洁净,满足作业要求;
2)装配面光洁,装配尺寸符合安装要求。
GB50231-2009《机械设备安装工程及验收通用规范》5.1
洗选钳工
及时清理现场油污,防止人员滑跌。
16
安装联轴器
1)搬运联轴器到安装位置;
2)使用热装法安装联轴器。
1)联轴器完好;
2)联轴器加热均匀,温度100-120℃;
3)安装到位。
GB50231-2009《机械设备安装工程及验收通用规范》5.2
洗选钳工
搬用联轴器时防止烫手。
17
安装新齿辊
1)吊挂齿辊;
2)将齿辊吊放到轴承座上;
3)转动轴承杯,调整轴承杯上定位销孔,使定位销装入销孔中。
1)选择吊具合适,吊挂牢靠、吊运平稳;
2)专人指挥吊运;
3)人员站位安全;
4)轴承杯定位可靠。
起重作业《十不吊》
洗选钳工
起重工
1)吊点选择必须牢靠;
2)吊具完好,符合吊装吨位要求;
3)齿辊捆绑牢靠。
18
安装轴承瓦座
1)吊运安装轴承瓦座;
2)紧固连接螺栓;
3)安装两侧轴承端盖。
1)选择吊具合适,吊挂牢靠、吊运平稳;
2)专人指挥吊运;
3)人员站位安全;
4)螺栓扭矩值达到规定值。
起重作业《十不吊》
GB50231-2009《机械设备安装工程及验收通用规范》5.1
洗选钳工
起重工


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 更换 MMD 双齿辊 破碎 机齿辊 标准 作业 流程 选煤 岗位
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《酒店人力资源管理》教案.docx
《酒店人力资源管理》教案.docx
-
《马克思主义基本原理概论》选择题复习题.docx
-
《全国100所名校示范卷》高三生物人教版西部卷一轮复习 第十五单元 《稳态与环境》综合检测.docx
-
《1吨有多重》教学设计反思及评点2篇.docx
-
《红飘带狮王》读书笔记.docx
-
《教综》真题答案.docx
-
《企业管理》复习题发学生.docx
-
《提高数学学困生的学习兴趣研究》课题工作总结报告.docx
-
《蟋蟀的住宅》的教学设计.docx
-
《园林建筑设计》教案.docx
-
《中西医结合内科学》精华笔记.docx
-
2三轴向加速度传感器长春汽车工业高等专科学校.docx
-
04装修工程施工合同.docx
-
5套打包四年级数学上期中考试单元综合练习题含答案解析.docx
-
《食品安全法》知识竞赛题目及答案.docx
-
《24式简化太极拳》简案.docx
-
《金融理论与实务》复习大纲.docx
-
《旅游地理》学案.docx
-
《企业集团财务管理》综合练习题参考答案11春.docx
-
《实践论》原文毛泽东.docx
-
《项目管理软件》课程复习题.docx
-
《员工手册》电子版范文.docx
-
《中小学布局整改措施》.docx
-
5旋风分离器安装.docx
-
10kV跨越架搭设施工方案设计.docx
-
#市关爱儿童服务中心暨救助站改造工程项目建议书.docx
-
《毛概》课程标准.docx
-
《人民日报》学习贯彻党的十七届四中全会精神系列.docx
-
《我的军训生活》作文800字.docx
-
《研发人员绩效考核奖励办法》.docx
-
1 《道路交通安全法》规定任何单位或者个人不得收缴机.docx
-
02电气检修规程.docx
-
普通话培训心得体会范文.docx
-
韩语变音规律.docx
-
行政案例分析任务14.docx
-
航空医疗救援建议书.docx
-
湖南省长沙市学年高二物理上学期期末考试试题扫描版.docx
-
人版六年级下《闻官军收河南河北》教学设计说明.docx
-
人货梯基础方案.docx
-
人教版高考英语一轮复习单元检测Book 2 Unit 4含答案.docx
-
良品铺子网店推广方案根据淘之宝网.docx
-
届吉林省吉林市高三上学期第一次调研测试地理试题解析版.docx
-
金融创意团队赛项目商业计划书doc.docx
-
高考英语一轮复习 专题74 Public transport精品讲案 牛津译林版.docx
-
经典会计面试题锦集.docx
-
经纬仪全站仪水准仪及其配套设施日常检定.docx
-
高密胶河生态林场部门决算.docx
-
精选五篇暑假安全教育初中生主题班会教案.docx
-
竞聘市场开发部经理演讲稿doc.docx
-
九年级上学期班主任德育工作计划4篇.docx
-
客户考察参观及接待流程.docx
