 机械制造第一章作业.doc
机械制造第一章作业.doc
- 文档编号:2356379
- 上传时间:2022-10-29
- 格式:DOC
- 页数:5
- 大小:51KB
机械制造第一章作业.doc
《机械制造第一章作业.doc》由会员分享,可在线阅读,更多相关《机械制造第一章作业.doc(5页珍藏版)》请在冰豆网上搜索。
钟汉成王应愿孙传林
1.车床有哪些主要类型?
简述各种车床的工艺范围及组成?
答:
车窗的种类很多,按其结构和用途,可分为卧式车床、立式车床和转塔车床。
卧式车床适用于中小型的轴类和盘套类零件的加工,可车削内外圆柱面、各种圆锥面成型面及端面。
卧式车床和立式车床都是由主轴箱、进给箱、溜板箱、床鞍、刀架、尾座和床身等部件组成。
立式车床主要用于加工径向尺寸大而轴向尺寸小、且形状比较复杂的大型或重型零件。
转塔车床适用于加工形状比较复杂的小型棒料零件工料,它比卧式车床少了尾座和丝杠多一个可以纵向移动的多工位的刀架。
2.车床的主运动和两个主要参数是什么?
答:
主运动有工件的旋转和车刀的进给运动。
主要参数是床身上最大回转直径和最大工件长度。
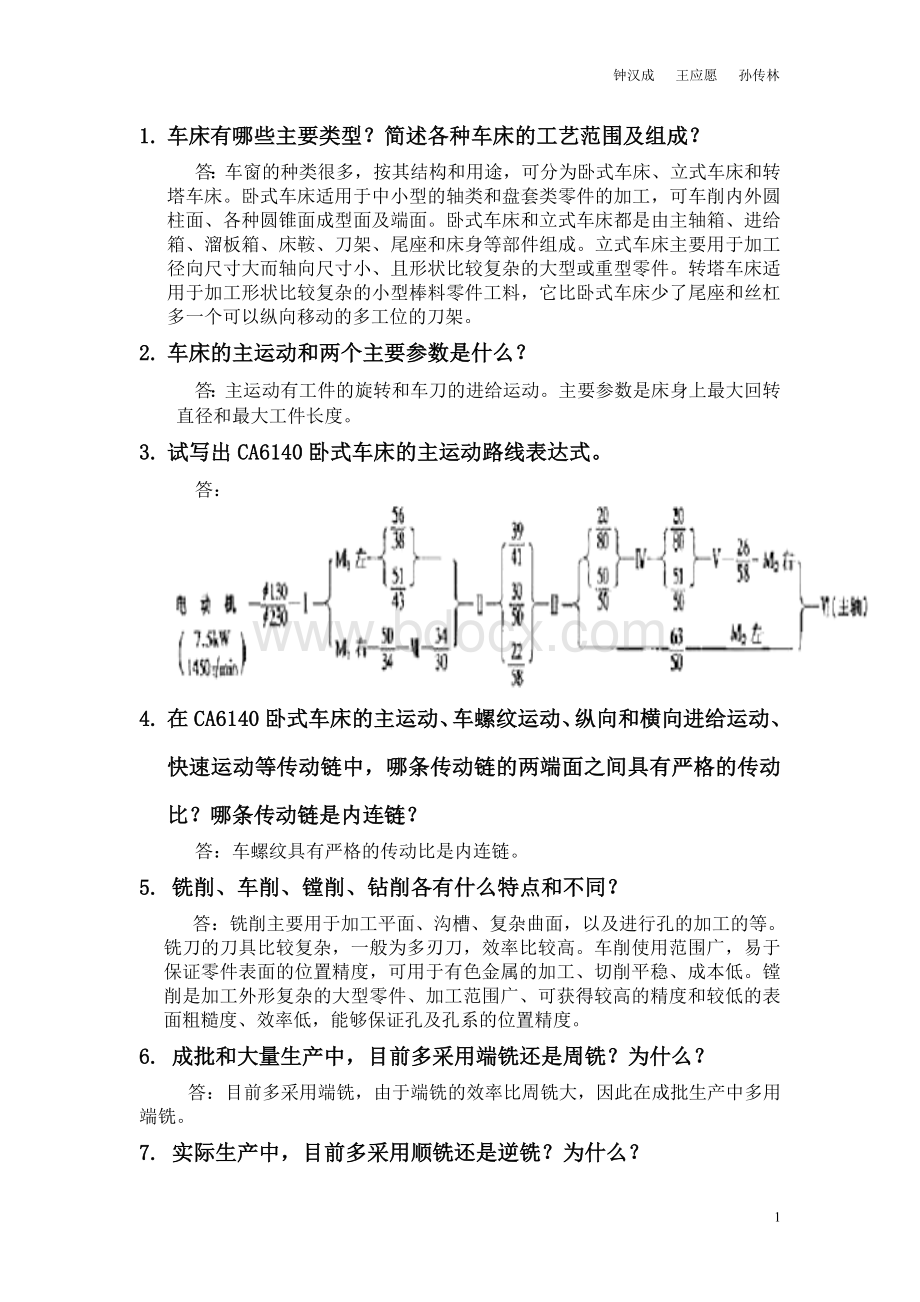
3.试写出CA6140卧式车床的主运动路线表达式。
答:
4.在CA6140卧式车床的主运动、车螺纹运动、纵向和横向进给运动、快速运动等传动链中,哪条传动链的两端面之间具有严格的传动比?
哪条传动链是内连链?
答:
车螺纹具有严格的传动比是内连链。
5.铣削、车削、镗削、钻削各有什么特点和不同?
答:
铣削主要用于加工平面、沟槽、复杂曲面,以及进行孔的加工的等。
铣刀的刀具比较复杂,一般为多刃刀,效率比较高。
车削使用范围广,易于保证零件表面的位置精度,可用于有色金属的加工、切削平稳、成本低。
镗削是加工外形复杂的大型零件、加工范围广、可获得较高的精度和较低的表面粗糙度、效率低,能够保证孔及孔系的位置精度。
6.成批和大量生产中,目前多采用端铣还是周铣?
为什么?
答:
目前多采用端铣,由于端铣的效率比周铣大,因此在成批生产中多用端铣。
7.实际生产中,目前多采用顺铣还是逆铣?
为什么?
答:
实际生产中多用逆铣,因为顺铣情况下铣刀的切削力会使工件向前窜动,窜动是由于工作台的进给丝杠螺纹间有间隙,且间隙在运动的前方,顺铣时受前向突然增大的切削力,使工作台和工件向前跳动。
8.为什么扩孔钻扩孔比钻头扩孔的加工质量要好?
答:
主要由两者结构不同决定:
1.扩孔钻比钻头刚度和强度更好。
2.扩孔钻齿数一般较钻头多,故导向性好,对孔的形状误差修正能力较好。
3.扩孔钻主切削刃较钻头短,故切屑较窄,分屑与排屑较好。
9镗床镗孔和车床镗孔有何不同?
各适用于什么场合?
答:
镗床镗孔是镗刀旋转,工件直行作进给运动;车床镗孔工件旋转做主运动,镗刀直行作进给运动。
镗床镗孔主要用于加工机座、箱体、支架等外形复杂的大型零件的主要设备,能保证加工的孔的位置精度和尺寸精度;而车床镗孔只用来加工单个的要求较低的孔。
10在镗床上镗孔有哪四种方法?
各自的应用场合如何?
答:
镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。
深孔镗孔需要专用的深孔钻镗孔,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。
11滚齿机和插齿机各有何工艺特点?
简述他们各自的特点及主要应用范围。
答:
(1)滚齿属于展成法加工,是用滚刀在滚齿机上加工齿轮的轮齿
它是按螺旋齿轮相啮合的原理进行加工的,滚齿及滚齿时的主要运动有:
主运动(滚刀的高速旋转)、分齿运动、垂直进给运动。
其特点为:
①与铣齿相比,滚齿可获得8~7级精度的齿轮;②滚齿可以用同一模数的滚刀加工出模数相同而齿数不同的齿轮,不但提高精度,还可降低刀具成本;③滚齿加工范围广;④滚齿精度和生产率较高;⑤滚齿不能加工内齿轮和多联齿轮;⑥滚齿适用于单件小批也适用于大量生产。
其加工范围:
圆柱直尺齿、圆柱斜齿、螺旋齿轮和蜗轮。
(2)插齿属于展成法加工,用插齿刀在插齿上加工齿轮齿形是按一对圆柱齿轮相啮合的原理加工的,插齿机插齿时的主要运动有:
主运动(插齿刀的上下往复运动)、分齿运动、圆周进给运动、径向进给运动、让刀运动。
其特点为:
①插齿刀刀具只要求模数和压力角与被切齿轮相同,与齿数无关,降低了刀具的成本;②插齿的表面粗糙度略低于滚齿;③分齿精度略低于滚齿;④生产效率不如滚齿高;⑤可用于单件小批或成批大量生产。
其加工范围:
内齿轮、多联齿轮、蜗轮和轴向尺寸较大的齿轮轴。
12磨削加工有何特点?
答:
(1)加工精度高,表面粗糙度小。
(2)可加工高硬度材料。
(3)径向分力大。
(4)磨削温度高。
(5)砂轮有自锐性。
(6)应用越来越广泛。
13试简述在外圆磨床上磨外圆锥面的三种方法。
答:
(1)转动工作台磨外圆锥面
(2)转动砂轮架磨外圆(3)用成形砂轮磨外圆锥面。
14简述砂轮的自锐性。
答:
在磨削过程中,砂轮的磨粒由尖锐逐渐磨钝,使切削作用变差,切削力变大,当切削力超过粘合剂强度时,磨钝的磨粒脱落,露出一层新的磨粒,这就是砂轮的自锐性。
正是砂轮的自锐性使得砂轮可进行连续加工。
15在无心外圆磨床上磨外圆与在万能外圆磨床上磨外圆相比有何优缺点?
答:
无心磨床适用于大批量生产中磨削细长轴及不带中心孔的轴、套、销等零件,用它磨外圆可保证较高的同轴度和精度。
而万能磨床主要用于磨削内外圆柱圆锥面、阶梯轴轴肩、端面和简单的成形回转体表面,但精度不高且自动化程度不高,磨削效率低。
16.磨内圆远不如磨内圆应用广泛,为什么?
答:
因为与外圆磨削相比,内圆磨削有以下特点:
(1)磨削精度较难控制。
(2)磨削表面粗糙度大。
(3)生产效率低。
17.简述电火花加工、电解加工、激光加工和超声波加工的表面形成原理和应用范围。
答:
电火花加工基于电火花腐蚀原理,是在工具电极与工件电极相互靠近时,极间形成脉冲火花放电,在电火花通道中产生瞬间高温,使电极表面放电处金属迅速融化,甚至汽化。
电火花加工适应性强,任何硬脆、软韧材料及难切削加工的材料只要能导电都可以加工。
电解加工是利用金属在电解液中产生阳极溶解的化学原理对工件进行加工的方法。
电解加工应用范围广,可加工任何高硬度、高强度、高韧性的难加工金属材料。
激光加工是利用光学系统将光聚焦成一个极小的光斑,从而获得极高的能量密度和极高的温度,在此温度下,任何坚硬的材料都将急剧融化和蒸发,并产生强烈的击波,是融化的物质爆炸式地喷射出去来加工的。
激光加工几乎对任何难加工的金属和非金属材料都可以加工。
超声波加工是利用超声频震动的工具端面冲击工作液中的悬浮磨粒,由磨粒对工件表面撞击抛磨来实现对工件加工的一种方法。
超声波加工适宜加工各种硬脆材料,特别是电火花加工和电解加工难以加工的不导电材料和半导体材料;对于导电的硬质合金、淬火钢等也能加工,到效率不高。
18.特种加工在成形工艺方面和切削加工有什么不同?
答:
(1)加工时不受工件的强度和硬度等物理、机械性能的制约,故可加工超硬脆材料和精密微细零件。
(2)加工时主要用电能、化学能、声能、光能、热能等去除多余材料,而不是靠机械能切除多余材料。
(3)加工机理不同于切削加工,不产生宏观切屑,不产生强烈的弹塑性变形,故可获得很低的表面粗糙度,其残余应力、冷作硬化、热影响度等也远比一般金属切削加工小。
(4)加工能量易于控制和转换,故加工范围广、适应性强。
(5)各种加工方法易复合形成新工艺方法,便于推广。
19.机床运动有哪几类?
实现这些运动的传动原理如何表示?
试举例。
答:
点位控制;点位控制数控机床的特点是机床的运动部件只能够实现从一个位置到另一个位置的精确运动,在运动和定位过程中不进行任何加工工序。
如数控钻床、数按坐标镗床、数控焊机和数控弯管机等。
直线控制;点位直线控制的特点是机床的运动部件不仅要实现一个坐标位置到另一个位置的精确移动和定位,而且能实现平行于坐标轴的直线进给运动或控制两个坐标轴实现斜线进给运动。
轮廓控制;轮廓控制数控机床的特点是机床的运动部件能够实现两个坐标轴同时进行联动控制。
它不仅要求控制机床运动部件的起点与终点坐标位置,而且要求控制整个加工过程每一点的速度和位移量,即要求控制运动轨迹,将零件加工成在平面内的直线、曲线或在空间的曲面。
20.车床、铣床、钻床和磨床的主要参数和设计序号如何表示?
第二主参数分别是什么?
答:
卧式车床主参数:
床上工件的最大回转直径;第二主参数:
工件最大长度。
立式车床主参数:
最大车削直径;第二主参数:
工件最大高度。
龙门铣床主参数:
工作台工作面宽度;第二主参数:
工作台工作面长度。
升降台铣床主参数:
工作台工作面宽度;第二主参数:
工作台工作面长度。
摇臂钻床主参数:
最大钻孔直径;第二主参数:
最大跨距。
外圆磨床主参数:
最大磨削直径;第二主参数:
最大磨削长度。
矩台平面磨床主参数:
工作台工作面宽度;第二主参数:
工作台工作面长度。
21.机床按什么分类?
我国机床型号编制法和中将机床分为哪几大类?
这些机床类别代号分别是什么?
答:
机床主要是按照加工性质和所用刀具进行分类的。
我国目前将机床分为12大类:
车床(C)、钻床(Z)、镗床(T)、磨床(M,2M,3M)、齿轮加工机床(Y)、螺纹加工机床(S)、铣床(X)、刨插床(B)、拉床(L)、超声波电加工机床、却断机床(G)及其他机床(Q)。
22.机床上有哪些运动?
它们的特点和作用是什么?
答:
有表面成形运动和辅助运动两大类。
表面运动包括主运动和进给运动,它直接参与切削过程,使工件形成一定几何形状表面。
辅助运动包括为获得一定尺寸,使刀具切入工件的运动,为缩短辅助时间、提高效率的快速引进和退回运动,使刀具与工件处于正确相对位置的调为运动,实现工件周期换位的分度运动的那份等。
23.机床传动系统的基本组成部分有哪些?
各部分的作用是什么?
答:
(1)动力源。
为机床提供动力和运动的驱动部分。
(2)传动系统。
把动力源的运动和动力传递给执行机构或从一个执行机构传递给另一个执行机构的部分。
(3)基础件。
用于安装和支承其他固定的和运动的部件承受重力和削切力,亦称机床大件或支承件。
(4)工作部件。
①最终实现切削加工的主运动和进给运动有关的执行部件;②与工件和刀具安装及调整有关的部件或装置;③与上述部件或装置有关的分度,转位,定位机构和操纵机构等。
(5)控制系统。
用于控制各工作部件的正常工作。
(6)冷却系统。
用于对加工工件、刀具及机床的某些发热部件进行冷却。
(7)润滑系统。
用于对机床的运动副进行润滑。
(8)其他装置。
如排屑装置、自动测量装置等。
5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 第一章 作业
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
人教版化学和物理九年级上册知识点汇总文档格式.docx
-
苏教版小学三年级科学下册导学案 2Word文档格式.docx
-
人教版二年级数学下册第二单元教案Word文档格式.docx
-
企管练习题及答案26Word格式文档下载.docx
-
人教版六年级下册语文第三单元教学设计Word文档下载推荐.docx
-
苏教版小学六年级上册语文期末复习资料Word格式文档下载.docx
-
人教版历史与社会八年级下册全复习资料Word文档下载推荐.docx
-
苏学业水平历史复习提纲三本书Word格式文档下载.docx
-
人教版三年级数学下册应用题200题文档格式.docx
-
山东版二年级下册《品德与生活》教案王福梅Word格式文档下载.docx
-
亲子活动的策划方案1Word文档格式.docx
-
遂宁市人民政府Word文件下载.docx
-
人教版七年级思想品德上册教案全册Word文件下载.docx
-
麦肯锡方法读后感Word格式文档下载.docx
-
山东省产业关键共性技术发展指南Word文档下载推荐.docx
-
苏教版六年级上册数学知识点小结Word文档格式.docx
-
秋季学期幼儿园开学温馨提示 幼儿园开学告家长书5篇Word格式文档下载.docx
-
秋高三期中考试语文模拟试题+参考答案+评分标准 6Word格式.docx
-
取样操作规程文档格式.docx
