 机械制造技术基础计算.doc
机械制造技术基础计算.doc
- 文档编号:2356375
- 上传时间:2022-10-29
- 格式:DOC
- 页数:14
- 大小:1.88MB
机械制造技术基础计算.doc
《机械制造技术基础计算.doc》由会员分享,可在线阅读,更多相关《机械制造技术基础计算.doc(14页珍藏版)》请在冰豆网上搜索。
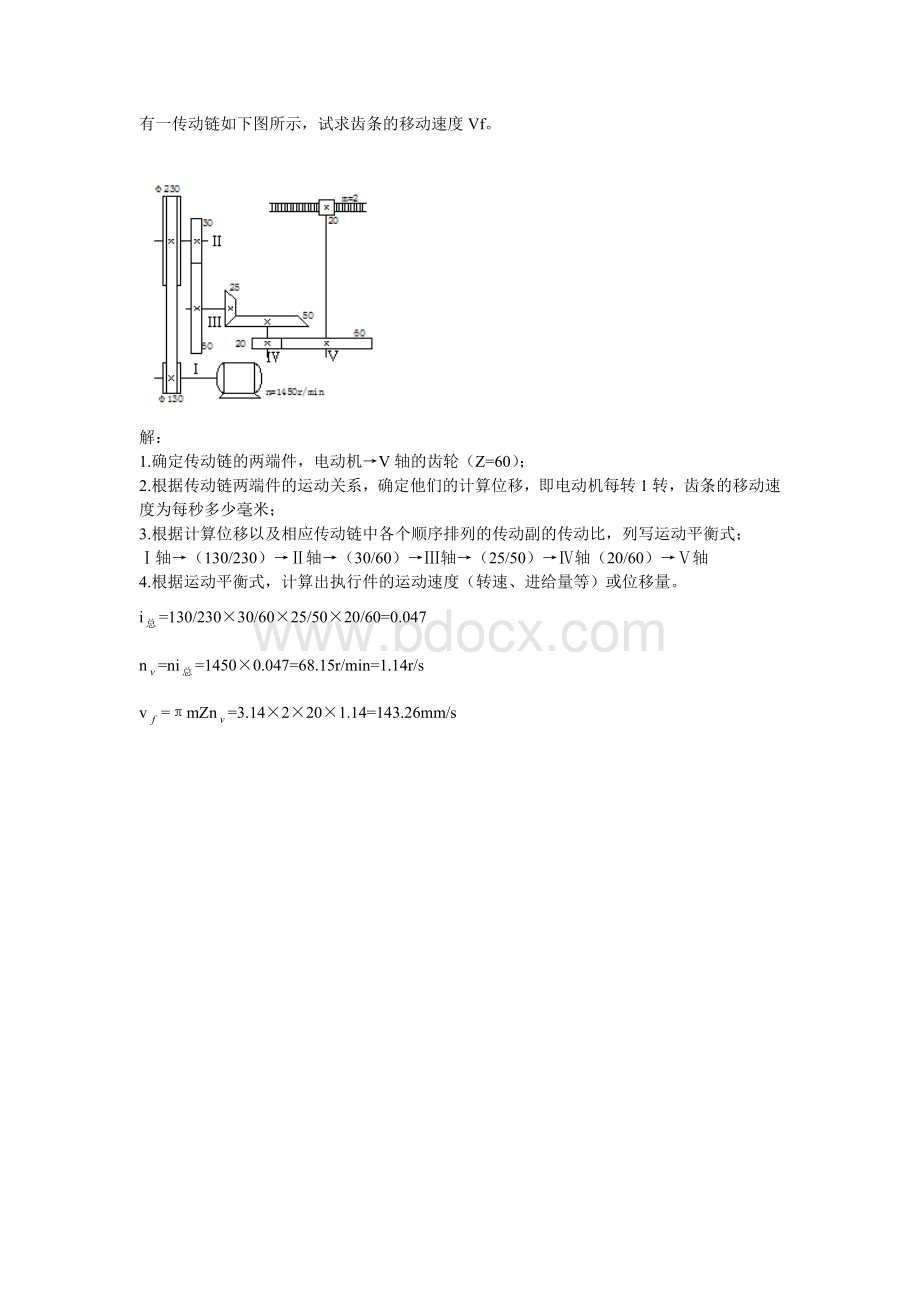
有一传动链如下图所示,试求齿条的移动速度Vf。
解:
1.确定传动链的两端件,电动机→V轴的齿轮(Z=60);
2.根据传动链两端件的运动关系,确定他们的计算位移,即电动机每转1转,齿条的移动速度为每秒多少毫米;
3.根据计算位移以及相应传动链中各个顺序排列的传动副的传动比,列写运动平衡式;
Ⅰ轴→(130/230)→Ⅱ轴→(30/60)→Ⅲ轴→(25/50)→Ⅳ轴(20/60)→Ⅴ轴
4.根据运动平衡式,计算出执行件的运动速度(转速、进给量等)或位移量。
i=130/230×30/60×25/50×20/60=0.047
n=ni=1450×0.047=68.15r/min=1.14r/s
v=πmZn=3.14×2×20×1.14=143.26mm/s
2.工件定位如图所示,欲加工C面,要求保证20及其精度。
试计算该定位方案能否保证精度要求?
若不能满足要求时,应如何改进?
答:
能保证精度要求。
存在基准不重合误差,A0=20为封闭环
工件尺寸A基本尺寸A2=A1-A0=50-20=30
由:
A0max=A1max-A2min
得:
A2min=A1max-A0max=50-(20+0.25)=30-0.25
由:
A0min=A1min-A2max
得:
A2max=A1min-A0min=(50-0.15)-20=30-0.15
因此,要求工序尺寸A满足即可。
图2所示齿轮孔的局部图,实际尺寸是:
孔φmm需淬硬,键槽尺寸深度mm。
孔和键槽的加工顺序是:
1)镗孔φmm。
2)插键槽,工序尺寸为A。
3)淬火热处理。
4)磨内孔至φmm,同时保证φmm
(假设磨孔和镗孔时的同轴度误差很小,可忽略)。
试求插键槽的工序尺寸及其公差。
解:
由题意,列尺寸链如图所示
解尺寸链,可得插键槽工序尺寸及公差为:
尺寸为封闭环,解之得:
A=mm。
3.在轴上铣一键槽,工件的定位方案如图4所示,试求尺寸A的定位误差。
解:
1)求A的基准不重合误差:
由定位方案可知,
基准不重合误差等于零,即△f=0.
2)求A基准位移误差:
①求工件外圆尺寸变化引起的基准位移误差
由V型块定位误差可知:
工件外圆尺寸变换引起
的基准位移误差为:
②尺寸10的变化引起的基准位移误差为:
由于V型块角度为45度,尺寸10的变化所引起
的基准位移误差为:
③尺寸A的定位误差为:
如图5所示,以外圆柱面在V形块上定位,在插床
上插内键槽,已知外径A=Φ,内径d=Φ,
外径A对内径d的同轴度允差为φ=0.02mm,试计算加工
尺寸H的定位误差。
解:
外圆柱面在V形块上定位,定位基准为外圆柱面的中心线,外圆柱面为定位基面。
△,△的方向均与工序尺寸H的方向相同,所以α=0°,γ=0°。
由于外圆柱面制造公差T=0.03mm,则基准位移误差为:
工序基准为内圆柱面的下母线,与定位基准不重合,会产生基准不重合误差。
则基准不重合误差为:
工序基准与定位基准有公共变量T,当定位基准变化时,工序基准呈反向变化,
因此加工尺寸H定位误差为:
6.工件以外圆φd在V型铁上定位,求尺寸L的定位误差。
解:
△=2δh=2Th
△==
则:
△=2Th+=2Th+0.71Td
7.车削一批轴的外圆,其尺寸要求为φ20±0.06若此工序尺寸呈正态分布,公差带中心大于分布中心,其偏值δ=0.03mm,均方根差σ=0.02mm,求:
1)这批工件的废品率是多少?
2)指出该工件常值系统误差和随机误差的大小;
3)可采取什么改进措施以消除废品。
注:
解:
1)丨丨/σ=丨19.94-19.97丨/0.02=1.5
查上表得:
F=0.4332
则F=0.5-0.4332=0.0668
所以:
废品率为0.0668
2)△=丨丨=丨19.97-20丨=0.03
△=6σ=6×0.02=0.12
3)采用将道具朝着尺寸变化的方向调整0.015(即直径上增加0.03),使与公差带中心重合以消除废品。
8.下图中经工序5、10应达到零件图所要求的轴向尺寸,试求工序尺寸L1、L2及偏差。
解:
结合零件图跟工序5、工序10图示可得:
1)25=L-25L=50
24.85=L-25.1L=49.95
则L=50
2)5.2=25.1-LL=25.1-5.2=19.9
4.8=25-LL=25-4.8=20.2
则L=20
一批工件以φ20H7孔用φ20g6心轴定位,在立式铣床上铣键槽,其中φ40h6外圆对内孔的径跳为0.02。
欲保证:
1)槽宽尺寸12h9;2)槽距端面尺寸20h12;3)槽底尺寸34.8h11;
4)槽两侧面对外圆轴线的对称度0.1。
试分析定位误差。
解:
1)槽宽选相应的铣刀予以保证,无定位误差;
2)槽距尺寸因基准重合,平面定位,△=0
3)槽底尺寸因基准不重合△=Td/2;
间隙配合:
△=TD/2+Td/2
△D=△+△=(Td+TD+Td)/2=(0.016+0.021+0.013)/2=0.025<0.21×1/3满足要求。
4)由于工件安装可保证间隙只出现在单边,对称度误差主要受外圆对内孔的径跳影响。
∴△对称=0.02<0.1×1/3满足要求。
下图的工艺过程:
加工底面→以底面为基准,加工A1→A2→A3;
已知:
A1=280,A2=80,A0=100±0.15
求镗孔工序尺寸A3=?
解:
A0为间接形成,故为封闭环。
A1为减环,A2、A3为增环。
A0=A2+A3-A1∴A3=A0+A1-A2=100+280-80=300
ES(A0)=ES(A2)+ES(A3)-EI(A1)
∴ES(A3)=ES(A0)+EI(A1)-ES(A2)=0.15+0-0=0.15
EI(A0)=EI(A2)+EI(A3)-ES(A1)
∴EI(A3)=EI(A0)+ES(A1)-EI(A2)=-0.15+0.1+0.05=0
综上所述:
A3=300
10.如图所示零件加工时,图纸要求保证尺寸6±0.1,因这一尺寸不便直接测量,只好通过度量尺寸L来间接保证,试求尺寸L。
解:
尺寸链如图所示:
6为封闭环,L、26为增环,36为减环。
6=L+26-36L=16
0.1=ES+0.05+0.05ES=0
-0.1=EI-0.05-0EI=-0.05
∴L=16
11.如图所示定位方案,求钻φ孔时L1、L2的定位误差。
解:
△L1=△jb+△jw=△D+0=△D
△L2=△jb+△jw=△D/2+0=△D/2
12.在两台相同的自动车床上加工一批小轴的外圆,要求保证直径φ11±0.02mm,第一台加工1000件,其直径尺寸按正态分布,平均值X1=11.005mm,均方差σ1=0.004;第二台加工500件,其直径尺寸也按正态分布,平均值X2=11.015mm,均方差σ2=0.0025mm。
试求:
1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台车床的工序精度高?
2)计算并比较哪台车床的不合格率高,并分析其产生的原因及提出改进的方法。
注:
解:
1)图略;因为σ大于σ,所以第二台车床工序精度高。
机床1:
(-X)/σ=(11.005-10.98)/0.004=6.25>3
(X-)/σ=(11.02-11.005)/0.004=3.75>3
所以机床1左边的不合格率为0;右边的不合格率也为0。
机床2:
(-X)/σ=(11.015-10.98)/0.0025=14>3
(X-)/σ=(11.02-11.015)/0.0025=2
查上表可得:
F
(2)=0.4772
所以机床2左边的不合格率为0;右边不合格率为0.5-0.4772=0.0228=2.28%。
所以机床2的不合格高,可调整刀具使=11,消除不合格产品。
加工图示的轴及键槽,图样要求轴颈为A=φ30mm键槽深度为B=26mm,有关的加工过程如下:
1)半精车外圆至C=φ30.6mm;
2)铣键槽至尺寸A1;
3)热处理;
4)磨外圆至A=φ30mm,加工完毕。
试求工序尺寸A1.
解:
建立尺寸链,其中B=26mm为封闭环;
Rc=15.3mm为尺寸链的减环,RA=15mm
为尺寸链的增环;A1也是尺寸链的增环;
解此尺寸链可得:
A1=26.3mm。
在车床上精车一批直径为φ60mm,长度为150mm的长轴外圆。
已知:
工件材料为45钢;切削用量为:
v=120m/min,ap=0.3mm,f=0.1mm/r;刀具材料YT30.
在刀具位置不重新调整的情况下加工50个工件后,试计算由刀具尺寸磨损引起的加工值。
注:
解:
根据题中已知条件,查表可得:
NB=3~4μm,K=2.5~2.8μm/km
∵l=
NB=NB+Kl/1000=3+2.6×6970.8/1000=3+18.12μm=21.12μm
∴由刀具引起的加工误差值为:
2NB=2×21.12=42.24μm
4齿坯在V形块上定位插键槽(如下图所示),要求保证工序尺寸H=38.5(上偏差+0.2,下偏差0)mm,已知d=φ80(上偏差0,下偏差-0.1)mm,D=φ35(上偏差+0.025,下偏差0)mm,若不计内孔与外圆同轴度误差的影响,试求证此工序的定位误差。
4下图所示工件采用V形块(夹角a=90)定位,加工两个直径为10mm的小孔。
已知:
外圆直径尺寸d=φ80(上偏差0,下偏差-0.1)mm,内孔直径尺寸D=φ50(上偏差+0.2,下偏差0)mm,内孔与外圆同轴度误差t=0.05mm,内孔中心线是工序尺寸R的工序基准,β=30.
试分析计算加工O1孔的定位误差。
4在如图所示工件上加工键槽,要求保证尺寸54(上偏差0,下偏差-0.14)和对称度0.03.现有3种定位方案,分别如图b,c,d所示。
试分别计算3种定位误差,并选择最佳方案。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 技术 基础 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
中国香精香料行业分析报告.docx
-
中考复习课堂30科学探究.docx
-
中考物理选择题专练接近20页.docx
-
中石化职称考试英语复习题.docx
-
中学生法制教育讲稿.docx
-
重庆市綦江县学年高一英语下学期第一次月考试题.docx
-
主持词范文校园诗词大赛主持人串词.docx
-
庄家操盘初步剖析.docx
-
卓越集团定位报告撰写模板.docx
-
自考公文写作与处理复习重点笔记资料整理.docx
-
医护人员形象礼仪培训接待服务礼仪培训.docx
-
易方达医疗保健行业股票型证券投资基金更新招募说明书摘要.docx
-
银行网点一日安全工作流程图word范文模板 10页.docx
-
英语Unit 3《Computers》单元同步测试2.docx
-
咏菊诗选.docx
-
油漆喷涂作业指导.docx
-
有限空间作业现场安全管理制度.docx
-
中考作文备考校园生活类.docx
-
幼儿园小班语言教案《鼠小弟爬大山》四篇.docx
