 工 艺 规 程.docx
工 艺 规 程.docx
- 文档编号:23522314
- 上传时间:2023-05-17
- 格式:DOCX
- 页数:43
- 大小:35.92KB
工 艺 规 程.docx
《工 艺 规 程.docx》由会员分享,可在线阅读,更多相关《工 艺 规 程.docx(43页珍藏版)》请在冰豆网上搜索。
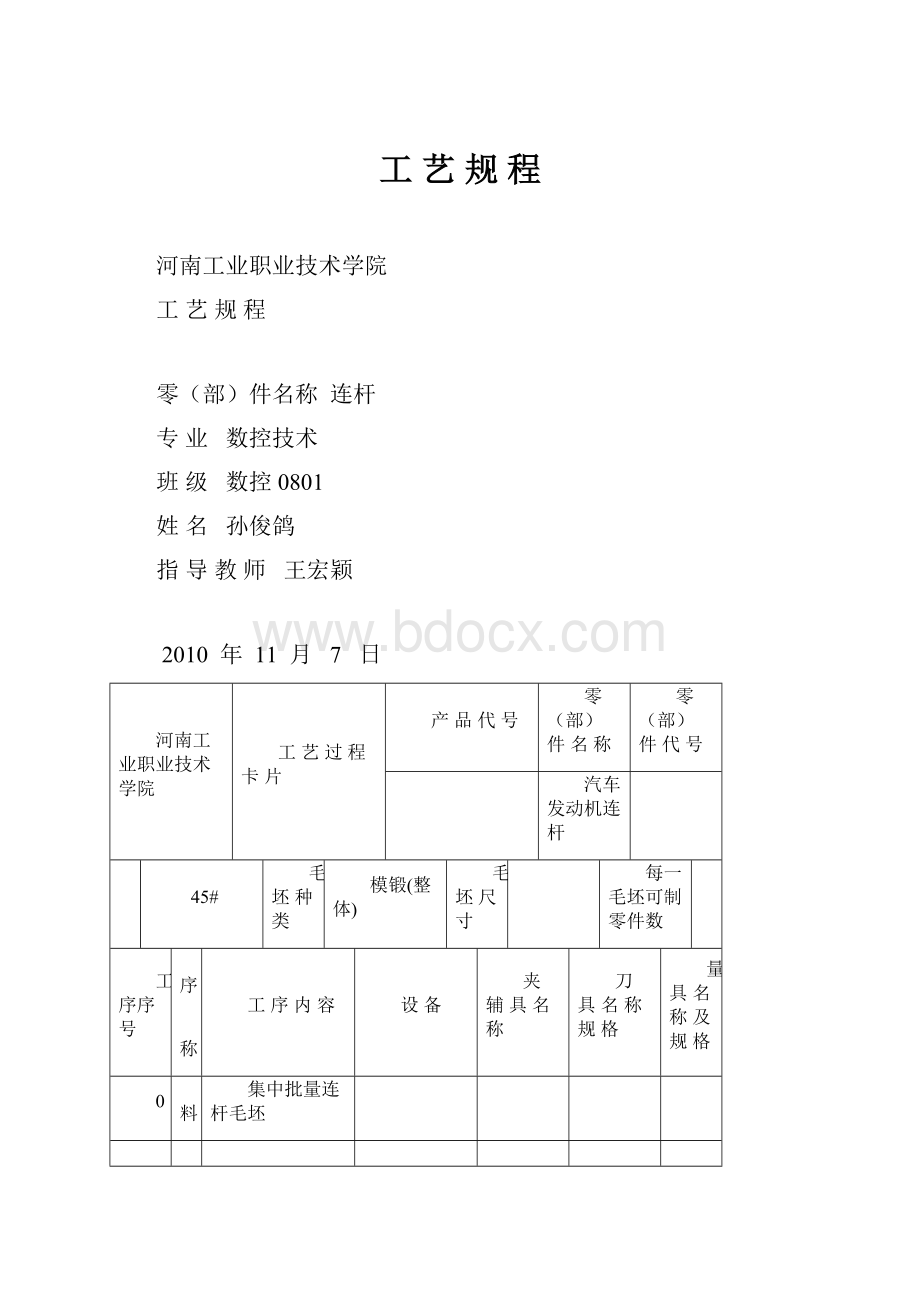
工艺规程
河南工业职业技术学院
工艺规程
零(部)件名称连杆
专业数控技术
班级数控0801
姓名孙俊鸽
指导教师王宏颖
2010年11月7日
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
0
备料
集中批量连杆毛坯
5
磨
粗磨连杆大小头两端面,第一面尺寸至39.2,第二面至38.6,保证尺寸公差及表面质量
双轴立式平面磨床
磨削端面随机夹具
专用平面磨削砂轮
150Χ0.02mm游标卡尺
10
钳
以小头外圆及一端面定位夹紧,利用钻孔夹具来保证孔与外圆的同轴度,使壁厚均匀
立式钻床Z535
外圆定心钻孔夹具
Φ28.3高速纲钻头
150Χ0.02mm游标卡尺
15
钳
小头孔两端倒角
立式钻床Z535
随机专用夹具
Φ31高速纲钻头
20
拉
以小头外圆及一端面定位夹紧,利用拉孔夹具来保证孔与外圆的同轴度及表面质量
立式内拉床
专用拉孔夹具
Φ29.5圆拉刀
内径百分表
25
拉
以小头孔及一端面定位拉削连杆大、小头定位(侧)面,保证其对称度及相应尺寸精度
立式外拉床
随机专用夹具
专用拉刀
300Χ0.02mm游标卡尺
30
铣
利用随机专用夹具对连杆定位夹紧,将整体锻件切断为连杆体和连杆盖,保证尺寸公差
双面卧式组合铣床
随机专用(铣)切断夹具
Φ100Χ5锯片铣刀
300Χ0.02mm游标卡尺
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第1张
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
35
拉
定位夹紧工件,精拉连杆体和连杆盖的两侧定位面及其圆弧面Φ64.3,保证其尺寸精度
卧式连续拉床
随机专用夹具
Φ64.3圆拉刀
量规Φ64.3H9
300Χ0.02mm游标卡尺
40
磨
以两端面定位夹紧,加限位块磨削连杆体及连杆盖的接合面,保证尺寸及其表面质量
双轴立式平面磨床
随机专用夹具
专用平面磨削砂轮
300Χ0.05mm游标卡尺
45
钳
以一端面及圆弧面定位夹紧,从接合口处钻连杆体和连杆盖的螺栓底孔(分别2处)
双面卧式钻孔组合机床
专用钻孔夹具
Φ11高速钢钻头
150Χ0.02mm游标卡尺
50
铣
铣连杆体及连杆盖嵌轴瓦的锁口槽,保证槽的定位尺寸
卧式钻孔组合机床
专用钻孔夹具
Φ5高速钢铣刀
150Χ0.02mm游标卡尺
55
锪
以一端面、接合面及内圆弧面定位夹紧,粗锪连杆体及连杆盖的螺栓窝座,保证尺寸
双面卧式锪孔组合机床
专用锪孔夹具
Φ24、Φ28锪孔钻
150Χ0.02mm游标卡尺
60
钳
对连杆盖和连杆体的螺栓孔两端进行倒角
双面卧式钻孔(倒角)组合机床
专用钻孔(倒角)夹具
Φ12、Φ13.6、Φ15、Φ13.2高速钢(倒角)钻头
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第2张
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
65
锪
以一端面、接合面及内圆弧面定位夹紧,精锪连杆体及连杆盖的螺栓窝座,保证尺寸
双面卧式锪孔组合机床
专用锪孔夹具
Φ25、Φ29锪孔钻
150Χ0.02mm游标卡尺
70
精加工螺栓孔
第一工位:
将连杆体和连杆盖在夹具中定位并夹紧(标记向上)放在工作台指定位置;
第二工位:
扩连杆盖上螺栓孔Φ12.5mm深度19mm;
第三工位:
阶梯扩连杆体和连杆盖的螺栓孔,尺寸分别为Φ13mmΧ19mm;Φ11.4H10mm;
第四工位:
镗连杆体和连杆盖的螺栓孔Φ12H10mm;
第五工位:
铰连杆体和连杆盖的螺栓孔Φ12.2H7mm。
五工位组合机床
随机专用多功能夹具
Φ11.4H10、Φ12.5、Φ13的高速钢钻头;YT30镗刀;Φ12.2H7mm的机用铰刀
150Χ0.02mm游标卡尺;
内径百分表
75
钳
1.清洗零件;
2.检测配对连杆结合面的表面质量;
3.人工装配连杆体及连杆盖。
喷枪、
空气压缩机、
苏打水、
随机配备工具、
M12螺栓套筒
表面质量检测仪
80
钳
以一端面及一侧面定位夹紧,对大头孔两端倒角
双面倒角机床
随机专用夹具
Φ70.5高速钢(倒角)钻头
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第3张
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
85
磨
以一端面为粗基准定位夹紧,磨有标记的一面至尺寸38.2;磨另一端面,大头至尺寸37.95,小头至尺寸37.83。
保证给定的尺寸公差
双轴立式平面磨床
磨削端面随机夹具
专用平面磨削砂轮
150Χ0.02mm游标卡尺
90
镗
以小头孔中心、大头孔一侧面及一端面定位,夹紧大头端面,对大头孔进行粗镗加工,保证尺寸及精加工余量
金刚镗床
随机镗孔专用夹具
YT15T镗刀
150Χ0.02mm游标卡尺
95
镗
以小头孔中心、大头孔一侧面及一端面定位,夹紧大头端面,对大头孔进行精镗加工,保证尺寸及精加工余量
金刚镗床
随机镗孔专用夹具
YT30镗刀
150Χ0.02mm游标卡尺
内径百分表
100
珩磨
以小头孔中心、大头孔一侧面及一端面定位,夹紧大头端面,对大头孔进行珩磨,
保证尺寸及内表面精度
立式珩磨机床
借用-镗孔专用夹具
专用内孔珩磨磨具
内径千分尺(50-250)
表面质量检测仪
105
钳
清洗吹干
喷枪、
空气压缩机
苏打水、
随机配备工具
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第4张
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
110
检
检验员按图上尺寸及表面质量要求检验
内径千分尺(50-250)、
表面质量检测仪、
300Χ0.02mm游标卡尺
115
钳
以小头孔定位夹紧,钻小头孔Φ5油孔,保证油孔的尺寸位置
立式钻床
随机专用钻孔夹具
Φ5高速钢钻头
150Χ0.02mm游标卡尺
120
冲压
以一平面定位夹紧,将青铜衬套从小孔两端压入,青铜套有倒角的一头向里
专用气动压床
随机专用夹具
塞尺
125
钳
以小头孔中心定位夹紧,对小头青铜套孔的两端倒角
立式钻床
随机专用钻孔(倒角)夹具
Φ29高速钢(倒角)钻头
130
镗
工件以一面两孔定位。
镗孔前,小头青铜衬套孔插入菱形假销并使端面紧贴支承面后,大头孔以内涨心轴定位,然后将工件夹紧,最后抽出菱形假销,精镗小头青铜衬套孔
金刚镗床
(设计专用)
镗小头青铜套孔夹具
YT30镗刀
内径千分尺(5-30)
表面质量检测仪
135
钳
工作人员称重,按连杆重量指标去重,
(在限定值范围内)
按需配备设备
按需配备工具
高精度量称
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第5张
河南工业职业技术学院
工艺过程卡片
产品代号
零(部)件名称
零(部)件代号
汽车发动机连杆
材
料
45#
毛坯种类
模锻(整体)
毛坯尺寸
每一毛坯可制零件数
1
工序序号
工序
名称
工序内容
设备
夹辅具名称
刀具名称规格
量具名称及规格
140
钳
清洗吹干
喷枪、
空气压缩机
苏打水、
按需配备工具
145
检
检验员按图上尺寸及表面质量要求检验,测量分组
按需配备检测仪器
按需配备检测工具
内径千分尺、表面质量检测仪、平板、等高垫铁、支撑钉、300Χ0.02mm游标卡尺
`150
钳
配套标记;除去螺栓;用铁丝配套连接
按需配备工具
标号钉,小锤,铁丝
155
钳
防锈处理(防锈油纸)
按需配备工具
160
入库
将经过防锈处理的连杆配套件按规定入库存放
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第6张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
5
汽车发动机连杆
工序名称
磨
材
料
45#
设
备
名称
双轴立式平面磨床
型号
夹具名称
磨削端面随机夹具
刀量辅具
名称
规格
数量
专用平面磨削砂轮
Φ100
2
游标卡尺
150Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第7张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
10/15
汽车发动机连杆
工序名称
钳
`
材
料
45#
设
备
名称
立式钻床Z535
型号
夹具名称
外圆定心钻孔夹具
刀量辅具
名称
规格
数量
高速纲钻头
Φ28.3
1
游标卡尺
150Χ0.02mm
1
高速纲钻头
Φ31
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第8张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
20
汽车发动机连杆
工序名称
拉
材
料
45#
设
备
名称
立式内拉床
型号
夹具名称
专用拉孔夹具
刀量辅具
名称
规格
数量
圆拉刀
Φ29.5
1
内径百分表
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第9张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
25
汽车发动机连杆
工序名称
拉
材
料
45#
设
备
名称
立式外拉床
型号
夹具名称
随机专用夹具
刀量辅具
名称
规格
数量
专用拉刀1
1
专用拉刀2
1
游标卡尺
300Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第10张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
30
汽车发动机连杆
工序名称
铣
材
料
45#
设
备
名称
双面卧式组合铣床
型号
夹具名称
随机专用(铣)切断夹具
刀量辅具
名称
规格
数量
锯片铣刀
Φ100Χ5
1
游标卡尺
300Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第11张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
35
汽车发动机连杆
工序名称
拉
材
料
45#
设
备
名称
卧式连续拉床
型号
夹具名称
随机专用夹具
刀量辅具
名称
规格
数量
圆拉刀
Φ64.3
2
量规
Φ64.3H9
1
游标卡尺
300Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第12张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
40
汽车发动机连杆
工序名称
磨
材
料
45#
设
备
名称
双轴立式平面磨床
型号
夹具名称
随机专用夹具
刀量辅具
名称
规格
数量
专用平面磨削砂轮
Φ80
2
游标卡尺
300Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第13张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
45
汽车发动机连杆
工序名称
钳
材
料
45#
设
备
名称
双面卧式钻孔组合机床
型号
夹具名称
专用钻孔夹具
刀量辅具
名称
规格
数量
高速钢钻头
Φ11
2
游标卡尺
150Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第14张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
55
汽车发动机连杆
工序名称
锪
材
料
45#
设
备
名称
双面卧式锪孔组合机床
型号
夹具名称
专用锪孔夹具
刀量辅具
名称
规格
数量
锪孔钻
Φ24
1
锪孔钻
Φ28
1
游标卡尺
150Χ0.02mm
1
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第15张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
60
汽车发动机连杆
工序名称
钳
材
料
45#
设
备
名称
双面卧式钻孔(倒角)组合机床
型号
夹具名称
专用钻孔(倒角)夹具
刀量辅具
名称
规格
数量
高速钢(倒角)钻头
Φ12
2
高速钢(倒角)钻头
Φ13.6
2
高速钢(倒角)钻头
Φ15
2
高速钢(倒角)钻头
Φ13.2
2
编制
孙俊鸽
校核
王宏颖
审查
王宏颖
共27张
第16张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
65
汽车发动机连杆
工序名称
锪
材
料
45#
设
备
名称
双面卧式锪孔组合机床
型号
夹具名称
专用锪孔夹具
刀量辅具
名称
规格
数量
锪孔钻
Φ25
2
锪孔钻
Φ29
2
游标卡尺
150Χ0.02mm
1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工 艺 规 程.docx
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
《自动控制理论》夏德钤 翁贻方版第四版课后习题详细解答答案Word文件下载.docx
-
桥面铺装及附属设施施工方案Word文档下载推荐.docx
-
装修颜色搭配大全Word文档格式.docx
-
最新浙江省湖州市浔溪中学 七年级语文份调研测试试题无答案Word文件下载.docx
-
尊重人性本真 做好幸福文化Word格式.docx
-
人力资源复习参考答案Word格式.docx
-
光缆维修技术附件DOCWord文档格式.docx
-
工程水文学授课教案李凤玲Word格式.docx
-
《得道多助失道寡助》教案设计文档格式.docx
-
中国传统服饰差异与地理环境间地关系呵呵Word格式文档下载.docx
-
北京市海淀区届高三上学期期中生物试题卷附答案解析Word格式.docx
-
优品课件之必修3第三单元第2课《新文化运动的兴起》Word格式文档下载.docx
-
德语动词前缀汇总Word文档下载推荐.docx
-
整数竖式加法吐血推荐41Word文档下载推荐.docx
-
食品安全的心得体会Word下载.docx
-
背靠背合同Word文件下载.docx
-
七年级英语上册复习资料Word文档下载推荐.docx
-
《投资银行学》复习总结Word格式文档下载.docx
-
强烈推荐移动互联网+某地区特色文化旅游基础设施建设项目可行性研究报告Word格式文档下载.docx
