 SDQS63加工过程工艺卡.docx
SDQS63加工过程工艺卡.docx
- 文档编号:23463580
- 上传时间:2023-05-17
- 格式:DOCX
- 页数:28
- 大小:28.87KB
SDQS63加工过程工艺卡.docx
《SDQS63加工过程工艺卡.docx》由会员分享,可在线阅读,更多相关《SDQS63加工过程工艺卡.docx(28页珍藏版)》请在冰豆网上搜索。
SDQS63加工过程工艺卡
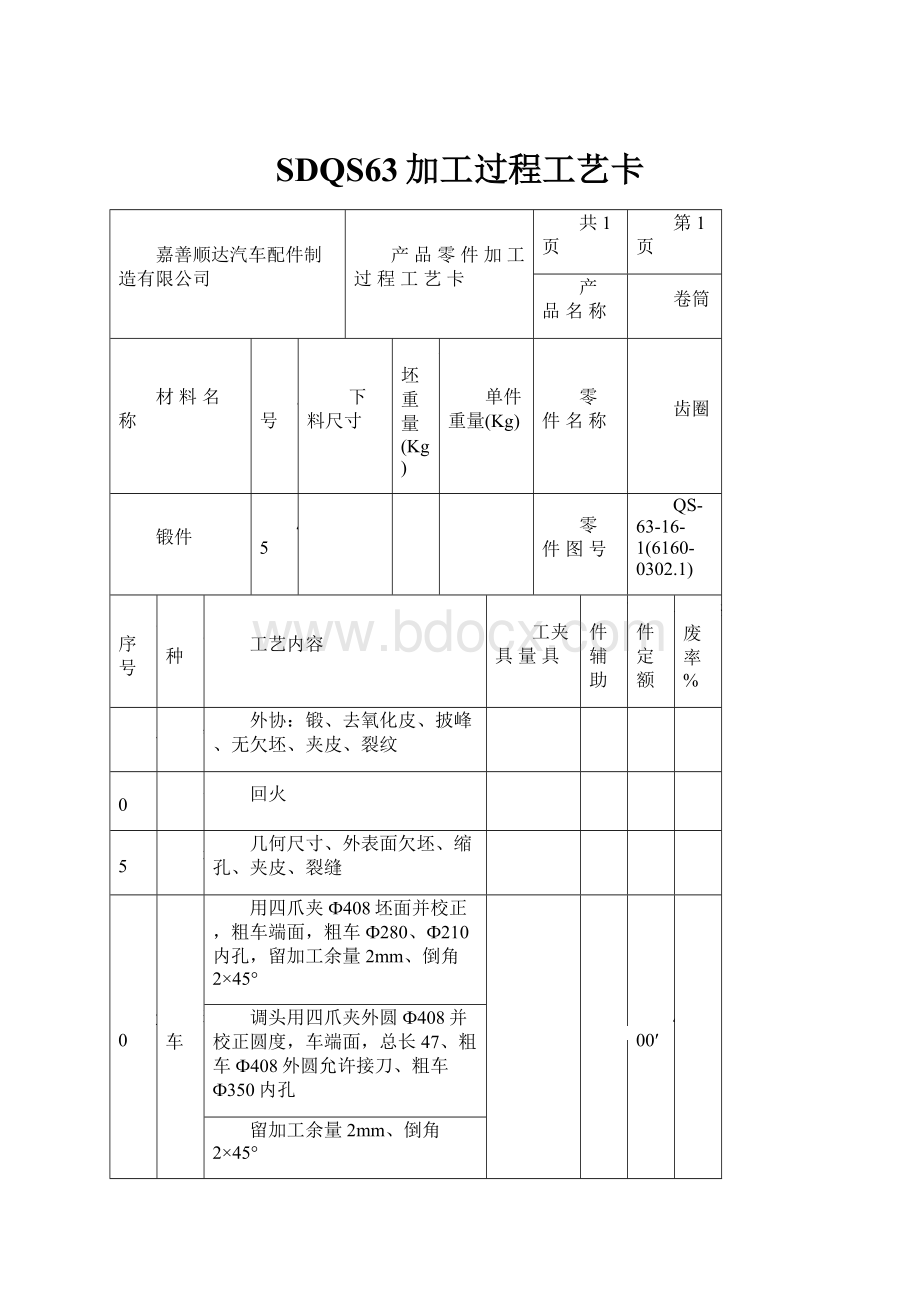
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷筒
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
齿圈
锻件
45
零件图号
QS-63-16-1(6160-0302.1)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
锻
外协:
锻、去氧化皮、披峰、无欠坯、夹皮、裂纹
10
热
回火
15
检
几何尺寸、外表面欠坯、缩孔、夹皮、裂缝
20
粗车
用四爪夹Ф408坯面并校正,粗车端面,粗车Ф280、Ф210内孔,留加工余量2mm、倒角2×45°
400′
调头用四爪夹外圆Ф408并校正圆度,车端面,总长47、粗车Ф408外圆允许接刀、粗车Ф350内孔
留加工余量2mm、倒角2×45°
25
精车
精车端面,总长46,精车Ф350台阶孔和面,倒角3×45°
350′
调头用三爪撑Ф350台阶圆找正,精车端面,总长45;精车外圆Φ4080-0.4,倒角3×45°,精车内孔Φ210、
Φ280+0.0520×12.5、倒角2×45°
30
检
检验以上工序加工尺寸
35
滚
用Φ280-0.1-0.2芯轴,齿坯径向跳动≤0.090、夹紧。
滚齿m=4、Z=100、α=20°、Xn=0、W=141.40-0.168-0.220,
450′
一件两刀、滚刀转速n=84r/min、轴向走刀量S=0.7mm/r、去卷边毛刺
50
钻
用钻模,钻4-Φ13通孔、钻4-Φ11.8孔.
60′
55
检
检验以上工序加工尺寸
60
热
齿面高频淬火HRC40-45
65
检
按图检验加工尺寸
70
库
入库
′
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷筒
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
卷筒
铸件
HT200
零件图号
QS-63-16-2(6160-0302.2)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
外协
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷筒
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
卷筒
零件图号
QS-63-16(6160-0302)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
装配
将6160-0302.2压入6160-0302.1的Φ280+0.0520孔内.
25′
10
钻
用钻模钻铰4-Φ12+0.0430,钻攻4-M12孔,并最后上紧螺栓。
80′
10
检
按图检验加工尺寸
15
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
间隔套
钢管
Q235-A
Φ65×Φ50×45
零件图号
QS-63-01(0902.2G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
锯
下料:
Φ65×Φ50×45
10
车
夹Φ65毛坯外圆找正,平端面,粗精车Φ55+0.2+0.1孔,孔口倒角0.5×45°,车Φ63外圆去毛,切42.5长
60′
调头夹Φ63外圆,精车端面,控制总长420-0.1,倒角0.5×45°
15
检
按图检验加工尺寸
20
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
齿轮
圆钢
45
Ф85×128+1
零件图号
QS-63-02(0902.3G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
锯
下料:
Ф85×128+1
10
粗车
用夹Ф85毛坯外圆并校正,平端面,钻Ф30×75孔,粗车Ф55×83、Ф64×9外圆,留加工余量2mm,
90′
倒角2×45°
调头夹外圆Ф57外圆找正,粗车端面,总长127,粗车Ф81外圆,留加工余量2mm、倒角2×45°
15
热
调质220-260HBS
20
精车
夹Ф83外圆,精车端面,切Ф41×15退刀槽,精车Ф32+0.064+0.025内孔孔,倒角3×45°,精车55+0.021+0.002×83外圆,
120′
倒角1×45°,精车Ф64×9外圆,切Ф520-0.3×2.2+0.140槽,去毛保证Ф32+0.064+0.025内孔与55+0.021+0.002外圆同轴度误差
小于Ф0.03。
调头夹Ф64外圆找正,精车端面,总长1250-0.5;精车外圆Φ810-0.22,倒角2×45°
25
检
检验车加工尺寸
30
滚
用Φ30-0.1-0.2芯轴,齿坯径向跳动≤0.045、夹紧。
滚齿m=3、Z=25、α=20°、Xn=0、W=23.19-0.120-0.200,一件两
120′
刀、滚刀转速n=84r/min、轴向走刀量S=0.7mm/r、去卷边毛刺
35
插
插10±0.018×35+0.30平键槽,保证键槽两侧面对称度误差±0.018。
25′
40
热
齿面高频淬火40-45HRC
45
检
按图检验加工尺寸
50
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
箱体
铸件
HT200
零件图号
QS-63-03(0902.4G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
铸
外协:
模铸、清砂、去冒口飞边、披风
10
检
检察几何尺寸、外表面应无欠坯、缩孔、砂眼、类渣及裂纹等缺陷
15
热
去应力退火
20
抛
抛丸处理
25
钳
清砂、去披风
25′
30
车
用车夹具夹紧工件,找正,粗精车Φ100+0.10、Φ130+0.012-0.028×25.5、Φ230+0.1150内孔和端面,保证刀检的内侧
350′
面尺寸20,锐角倒钝,铣马达支架外轮廓,和轮廓端面,镗控制高度Φ165,125+0.0630、Φ90+0.022-0.013和Φ83
内孔,切Φ93.5+0.350×2.7+0.140槽,去毛.
35
数控
用夹具,以230端面为基准,Φ130+0.012-0.028孔定位,铣平面,控制厚度133,
40
漆
油漆.
50′
45
检
检验以上加工尺寸
50
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
垫
软钢纸板
零件图号
QS-63-04(0902.5G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
冲
外协
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
挡圈
钢管
Q235-A
Φ45×Φ23×150
零件图号
QS-63-05(0902.6G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
锯
下料:
Φ45×Φ23×150
10
车
夹Φ45外圆找正,平端面,车Φ25内孔,去毛,Φ44外圆,倒角1×45°,割长5.3并倒角,车割平面
35′
至5。
15
检
按图检验加工尺寸
20
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
齿轮轴
圆钢
45
Φ90×238+1
零件图号
QS-63-06(0902.7G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
外协
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
盖
铸件
HT200
零件图号
QS-63-07(0902.8G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
铸
外协:
模铸、清砂、去冒口飞边、披风
10
检
检察几何尺寸、外表面应无欠坯、缩孔、砂眼、类渣及裂纹等缺陷
15
热
去应力退火
20
钳
清砂、去披风
25′
25
车
夹Φ100毛坯外圆,车Φ230平面,倒角1×45°
100′
调头夹Φ76外圆找正,平端面总长62,粗精车Φ80+0.018-0.012×20+0.10,Φ70内孔,孔口倒角1×45°,粗精车
Φ100,Φ2300-0.115,Φ270外圆,分别保证台阶尺寸6、8。
保证Φ270端面与基准Φ80+0.018-0.012轴线的垂直度误
差小于0.06,保证Φ2300-0.115外圆轴线与基准Φ80+0.018-0.012轴线的同轴度误差小于0.1。
35
检
检验车加工尺寸
40
钻
用钻模,以Φ2300-0.115外圆定位,钻6-Φ9通孔,钻攻2-M10螺纹孔
25′
45
漆
油漆
30′
50
检
按图检验加工尺寸
55
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
齿轮
圆钢
45
Φ225×50
零件图号
QS-63-08(0902.9G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
外协
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
摩擦片
零件图号
QS-63-09(0902.10G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
外购
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
棘轮
圆钢
45
Φ170×14+1
零件图号
QS-63-10-1(0902-01.1G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
锯
下料:
Φ170×14+1
10
车
夹Φ170毛坯外圆,找正,钻Φ30孔,粗车Φ86内孔,粗车端面,精车Φ86+0.0540内孔,孔口倒角1×45°
32′
15
车
调头夹Φ170毛坯外圆,靠平面找正,平端面总长12+0.5+0.4,孔口倒角1×45°
15′
20
车
用Φ86-0.1-0.2芯棒定位,精车Φ1680-0.2外圆,倒角1×45°
22′
25
检
检验车加工尺寸
30
磨
磨两端面,总长控制在120-0.1
25′
35
铣
用Φ86-0.1-0.2芯棒定位,用成形刀,铣齿Z=28,去毛
50′
40
热
齿部淬硬40-45HRC
45
检
按图检验车加工尺寸
50
库
入库
工艺编制:
郑健校对:
批准:
拟定日期2008年7月5日
嘉善顺达汽车配件制造有限公司
产品零件加工过程工艺卡
共1页
第1页
产品名称
卷扬组立
材料名称
牌号
下料尺寸
毛坯重量(Kg)
单件重量(Kg)
零件名称
轴套
ZZnAl32Cu4
零件图号
QS-63-10-2(0902-01.2G)
工序号
工种
工艺内容
工夹具量具
首件辅助
单件定额
报废率%
5
外协


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- SDQS63 加工 过程 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
AE自带特效中英文对照表最新版.docx
-
各部类职务权限表.docx
-
公寓给排水消防安装工程施工方案讲义.docx
-
高考地理考点解读+命题热点突破专题08工业地域与产业转移.docx
-
办公文员顶岗实习周记.docx
-
观看电影我的1919观后感500字.docx
-
公路桥梁施工交通组织维持方案.docx
-
高考生物原创押题卷二解析版.docx
-
国家所有权和集体所有权私人所有权.docx
-
保育员十月份心得体会.docx
-
工程签证单空.docx
-
春季学期课程作业电气传动及控制第1次13714236重庆大学网络教育学院参考资料.docx
-
北京市届高三高考语文一轮复习 第27课时 信息筛选教学设计 Word版.docx
-
大学生实习心得体会6篇.docx
-
病历质量评审标准及奖惩办法.docx
-
党支部工作自查报告精选多篇.docx
-
财务会计学习资料全.docx
-
第二届全省教育信息化应用优秀成果.docx
-
LV辣菜馆餐饮投资商业计划书.docx
